塑 胶 成 形 简 介4
- 格式:doc
- 大小:90.50 KB
- 文档页数:3

塑胶成型工艺大全成型是指用模具进行铸造而生成工件的工艺。
成型工艺就是把材料浇注到和工件具有相反轮廓的模具中。
成型是一个统称,包括很多种不同的成型工艺。
成型包括: 吹塑成型、压塑成型、浸渍模塑成型、注塑成型、滚塑成型、结构泡沫成型、热塑成型、传递模塑成型、真空成型等。
吹塑成型(Blow Molding)吹塑,这里主要指中空吹塑 ( 又称吹塑模塑 ) 是借助于气体压力使闭合在模具中的热熔型坯吹胀形成中空制品的方法,是第三种最常用的塑料加工方法,同时也是发展较快的一种塑料成型方法。
吹塑用的模具只有阴模 ( 凹模 ) ,与注塑成型相比,设备造价较低,适应性较强,可成型性能好 ( 如低应力 ) 、可成型具有复杂起伏曲线 ( 形状 ) 的制品。
吹塑成型起源于 19 世纪 30 年代。
直到 1979 年以后,吹塑成型才进入广泛应用的阶段。
这一阶段,吹塑级的塑料包括:聚烯烃、工程塑料与弹性体;吹塑制品的应用涉及到汽车、办公设备、家用电器、医疗等方面;每小时可生产 6 万个瓶子也能制造大型吹塑件 ( 件重达 180kg) ,多层吹塑技术得到了较大的发展;吹塑设备已采用微机、固态电子的闭环控制系统,计算机 CAE/CAM 技术也日益成熟;且吹塑机械更专业化、更具特色。
不同吹塑方法,由于原料、加工要求、产量及其成本的差异,在加工不同产品中具有不同的优势。
这里从宏观角度介绍吹塑的特点。
中空制品的吹塑包括三个主要方法:挤出吹塑:主要用于未被支撑的型坯加工;注射吹塑:主要用于由金属型芯支撑的型坯加工;拉伸吹塑:包括挤出一拉伸一吹塑、注射一拉伸一吹塑两种方法,可加工双轴取向的制品,极大地降低生产成本和改进制品性能。
此外,还有多层吹塑、压制吹塑、蘸涂吹塑、发泡吹塑、三维吹塑等。
但吹塑制品的 75 ,用挤出吹塑成型, 24 ,用注射吹塑成型, 1 ,用其它吹塑成型;在所有的吹塑产品中, 75 ,属于双向拉伸产品。
挤出吹塑的优点是生产效率高,设备成本低,模具和机械的选择范围广,缺点是废品率较高,废料的回收、利用差,制品的厚度控制、原料的分散性受限制,成型后必须进行修边操作。

塑胶模具基本结构简介1模具基本结构1.1二板模1.2三板模1.3热浇道2流道与浇口2.1流道形式2.2浇口设计3冷却系統3.1一般水3.2冷冻水3.3油温4顶出系統4.1二段顶出4.2强制顶出5倒勾处理5.1滑块(內滑块)5.2斜销5.3强制脱模第一单元模具基本结构图9工件浇口料销1.1模穴的配臵1.1.1对单穴之情況:<A>对于需要中央进浇之情況图10由中心进浇直达分模线图11传统式之模具基本构造图12三板式之模具基本构造图13由中心进浇直达分模线<B>对于侧向进浇之情況:图14单穴侧面进浇方式图16热浇道模于偏离浇口之应用实例第二单元流道与浇口2-1前言模具设计的必要条件是要有广泛的知识领域。
根据成形品的形状及性质。
考虑其材料将如何射入,成品将如何取出以及模具机构为何等问题。
欲适当的处理这些问题,则必须充分的了解常用的基本机构及处理方法。
在此让我们一一的介紹射出成形模具所必须具备的基本基能。
2-2材料的流通机构2-2.1注道注道是从成形机构的喷嘴至流道之间,有一段锥形的孔道,以引导材料进入模穴中,是模具构造中最先与材料接触的部位。
其前端孔径较小,末端孔径较大,锥孔斜度约3~5度。
注衬套前端之R 需大于喷嘴之R约0.1mm,以便与喷嘴密切接合且小端孔径须大于成型机之喷嘴孔径约1mm程度。
如图17所示。
H部份约3~5mm。
图17 注道衬套2-2.2流道流道是从注道之末端至浇口之间的通路部份。
也是影响材料流动关系最密切的部份。
例如模穴充填不足等不良原因,大多由于流道问題而产生。
流道的断面形状可采用如图18所示之形式,一般以圆形或梯形较适宜。
为减少流动阻力,其表面必须加以研磨。
並考虑其段面积的大小及材料损失。
流道的断面积约图18 流道的断面关系2-2.3 浇口流道的終点,模穴的入口称为浇口。
浇口在射出成形模具中占有最重要的地位,系因其具有下列的功能:(1)控制注入材料的流动状态,如流量及流速等。
(2)减轻入口附近的残余应力,防止产生裂痕和收缩之影响。
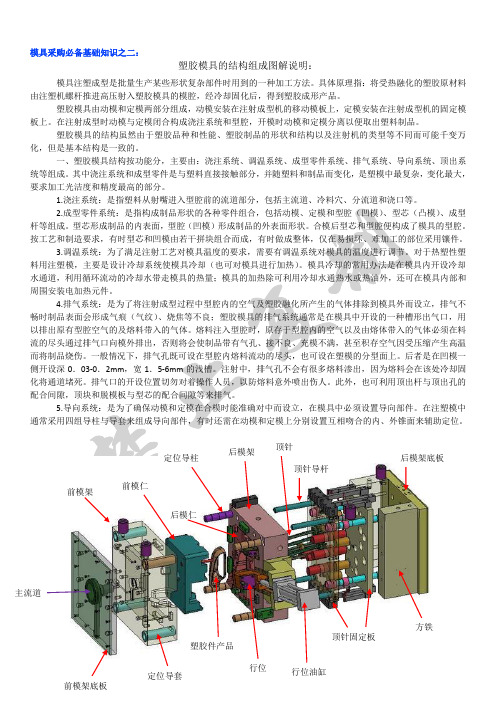
模具采购必备基础知识之二:塑胶模具的结构组成图解说明:模具注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。
具体原理指:将受热融化的塑胶原材料由注塑机螺杆推进高压射入塑胶模具的模腔,经冷却固化后,得到塑胶成形产品。
塑胶模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
塑胶模具的结构虽然由于塑胶品种和性能、塑胶制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
一、塑胶模具结构按功能分,主要由:浇注系统、调温系统、成型零件系统、排气系统、导向系统、顶出系统等组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
1.浇注系统:是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
主流道前模架前模仁塑胶件产品行位油缸定位导柱行位定位导套方铁顶针固定板前模架底板6.顶出系统:一般包括:顶针、前后顶针板、顶针导杆、顶针复位弹簧、顶针板锁紧螺丝等几部分组成。
当产品在模具内成型冷却后,模具前后模分离打开,由推出机构--顶针在注塑机的顶杆推动下将塑料制品及其在流道内的凝料推出或拉出模具开腔和流道位置,以便进行下一个注塑成型工作循环。
二、塑胶模具按结构分一般由模架、模仁、辅助零件、辅助系统、辅助设置、死角处理机构等几个部分组成。
1、模架:一般都不需要我们设计,可以直接从标准模架制造厂商那里订购,大大节约的设计模具所需时间,所以称它为塑胶模具标准模架。
它构成了塑胶模具最基本的框架部分。
2、模仁:模仁部分是塑胶模具的核心部分,它是模具里面最重要的组成部分。
塑胶产品的成形部分就在模仁里面,大部分时间的加工也花费在模仁上。
不过,相对有些比较简单的模具,它没有模仁部分,产品直接在模板上面成形。


橡胶生产工艺简介橡胶生产工艺简介1 综述橡胶制品的主要原料是生胶、各种配合剂、以及作为骨架材料的纤维和金属材料,橡胶制品的基本生产工艺过程包括塑炼、混炼、压延、压出、成型、硫化6个基本工序。
橡胶的加工工艺过程主要是解决塑性和弹性矛盾的过程,通过各种加工手段,使得弹性的橡胶变成具有塑性的塑炼胶,在加入各种配合剂制成半成品,然后通过硫化是具有塑性的半成品又变成弹性高、物理机械性能好的橡胶制品。
2 橡胶加工工艺2.1塑炼工艺生胶塑炼是通过机械应力、热、氧或加入某些化学试剂等方法,使生胶由强韧的弹性状态转变为柔软、便于加工的塑性状态的过程。
生胶塑炼的目的是降低它的弹性,增加可塑性,并获得适当的流动性,以满足混炼、亚衍、压出、成型、硫化以及胶浆制造、海绵胶制造等各种加工工艺过程的要求。
掌握好适当的塑炼可塑度,对橡胶制品的加工和成品质量是至关重要的。
在满足加工工艺要求的前提下应尽可能降低可塑度。
随着恒粘度橡胶、低粘度橡胶的出现,有的橡胶已经不需要塑炼而直接进行混炼。
在橡胶工业中,最常用的塑炼方法有机械塑炼法和化学塑炼法。
机械塑炼法所用的主要设备是开放式炼胶机、密闭式炼胶机和螺杆塑炼机。
化学塑炼法是在机械塑炼过程中加入化学药品来提高塑炼效果的方法。
开炼机塑炼时温度一般在80℃以下,属于低温机械混炼方法。
密炼机和螺杆混炼机的排胶温度在120℃以上,甚至高达160-180℃,属于高温机械混炼。
生胶在混炼之前需要预先经过烘胶、切胶、选胶和破胶等处理才能塑炼。
几种胶的塑炼特性:天然橡胶用开炼机塑炼时,辊筒温度为30-40℃,时间约为15-20min;采用密炼机塑炼当温度达到120℃以上时,时间约为3-5min。
丁苯橡胶的门尼粘度多在35-60之间,因此,丁苯橡胶也可不用塑炼,但是经过塑炼后可以提高配合机的分散性顺丁橡胶具有冷流性,缺乏塑炼效果。
顺丁胶的门尼粘度较低,可不用塑炼。
氯丁橡胶得塑性大,塑炼前可薄通3-5次,薄通温度在30-40℃。
1 综述橡胶制品的主要原料是生胶、各种配合剂、以及作为骨架材料的纤维和金属材料,橡胶制品的基本生产工艺过程包括塑炼、混炼、1 综述橡胶制品的主要原料是生胶、各种配合剂、以及作为骨架材料的纤维和金属材料,橡胶制品的基本生产工艺过程包括塑炼、混炼、压延、压出、成型、硫化6个基本工序。
橡胶的加工工艺过程主要是解决塑性和弹性矛盾的过程,通过各种加工手段,使得弹性的橡胶变成具有塑性的塑炼胶,在加入各种配合剂制成半成品,然后通过硫化是具有塑性的半成品又变成弹性高、物理机械性能好的橡胶制品。
2 橡胶加工工艺2.1塑炼工艺生胶塑炼是通过机械应力、热、氧或加入某些化学试剂等方法,使生胶由强韧的弹性状态转变为柔软、便于加工的塑性状态的过程。
生胶塑炼的目的是降低它的弹性,增加可塑性,并获得适当的流动性,以满足混炼、亚衍、压出、成型、硫化以及胶浆制造、海绵胶制造等各种加工工艺过程的要求。
掌握好适当的塑炼可塑度,对橡胶制品的加工和成品质量是至关重要的。
在满足加工工艺要求的前提下应尽可能降低可塑度。
随着恒粘度橡胶、低粘度橡胶的出现,有的橡胶已经不需要塑炼而直接进行混炼。
在橡胶工业中,最常用的塑炼方法有机械塑炼法和化学塑炼法。
机械塑炼法所用的主要设备是开放式炼胶机、密闭式炼胶机和螺杆塑炼机。
化学塑炼法是在机械塑炼过程中加入化学药品来提高塑炼效果的方法。
开炼机塑炼时温度一般在80℃以下,属于低温机械混炼方法。
密炼机和螺杆混炼机的排胶温度在120℃以上,甚至高达160-180℃,属于高温机械混炼。
生胶在混炼之前需要预先经过烘胶、切胶、选胶和破胶等处理才能塑炼。
几种胶的塑炼特性:天然橡胶用开炼机塑炼时,辊筒温度为30-40℃,时间约为15-20min;采用密炼机塑炼当温度达到120℃以上时,时间约为3-5min。
丁苯橡胶的门尼粘度多在35-60之间,因此,丁苯橡胶也可不用塑炼,但是经过塑炼后可以提高配合机的分散性顺丁橡胶具有冷流性,缺乏塑炼效果。
第2章塑胶产品注塑成型工艺塑胶类零件制造过程,根据需要先要进行塑胶成型、加工成各类塑胶半成品或部件,注塑成型是塑胶零件主要的成型方法之一。
注塑成型必须借助注塑机等成型设备和注塑模具才能完成,对于注塑原理与工艺流程以及注塑模具结构和原理等理论内容在其他有关资料中都有详尽的描述,在此不必重复。
本章主要介绍在塑胶产品制造过程中常涉及的实际内容和问题。
2.1概述塑胶产品制造过程中,塑胶件成型是其中十分重要内容之一。
塑胶件成型是将各种形态(粉料、粒料、熔料和分散体)的塑料制成所需形状的制品或坯件的过程。
塑胶件成型是以注塑、挤塑和压延三大成型工艺为主,塑胶产品制造又以注塑成型工艺最为常见。
所谓注塑成型(injection molding)是指将已加热熔融的材料喷射注入模具内,经冷却与固化后,得到成型品德方法。
其具体过程是,将粒状或粉状塑料从注塑机的料斗送入加热的料筒中,经加热塑化成熔融状态,由螺杆施压而通过料筒端部的喷嘴注入低温的、闭合的模具型腔中经冷却硬化而保持模腔所赋予的形状,开模取出胶体后就完成了一个工作周期。
注塑成型是塑胶成型加工中普通采用的方法,它适用于全部热塑性塑料(热塑性塑料:在特定的温度范围内能反复加热熔融和冷却硬化的一类塑料,如ABS、PP、PE、PC、PA、POM)和部分热固性塑料,塑胶塑胶产品的大部分零部件都是通过注塑成型制造的。
注塑成型的成型周期短(几秒到几分钟),成型制品质量可由几克到几十千克,能一次成型外形复杂、尺寸精确、带有金属或非金属嵌件的模塑品。
因此,该方法适应性强,生产效率高。
注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。
注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
不利的一面是模具成本高,且清理困难,所以小批量制品就不宜采用此法成型。
天然胶塑炼工艺流程天然胶塑炼工艺是一种将天然橡胶通过一系列工艺流程加工成为可用于制作各种橡胶制品的过程。
天然橡胶是一种由橡胶树产生的高分子橡胶物质,具有优异的弹性和抗拉伸性能,因此被广泛应用于汽车轮胎、橡胶鞋、橡胶管等领域。
下面我将介绍天然胶塑炼工艺的流程及其各个环节的作用。
1. 采胶天然橡胶主要产自热带地区的橡胶树,采胶是天然胶塑炼工艺的第一步。
通常采胶工作在清晨和傍晚进行,因为这时橡胶树的抽筋分泌物最为丰富。
采胶工具一般为刀片和集胶工具,同时需要进行一定的技术培训,以免伤害橡胶树。
采胶后的橡胶液要及时收集到容器中,以免流失。
2. 筛选采到的天然橡胶液中会夹杂着一些杂质,如树皮、泥土等,需要通过筛选工艺进行过滤。
首先用粗筛对橡胶液进行初步过滤,去除大的杂质。
然后再使用细筛对橡胶液进行再次过滤,去除微小的杂质。
筛选后的橡胶液变得清澈透明,适合后续的炼制工艺。
3. 炼胶炼胶是天然胶塑炼工艺中的关键步骤,通过炼胶能够改善橡胶的物理性能和加工性能。
首先是橡胶的预热和软化,将橡胶放入橡胶炼胶机中进行预热,软化橡胶分子链。
在橡胶炼胶机中,还会加入各种助剂,如硫化剂、活性剂、抗老化剂等,以达到调整橡胶性能的目的。
在炼制过程中需不断搅拌橡胶,使其均匀混合。
炼胶后的橡胶应具有良好的流动性和可塑性,适合后续成型工艺。
4. 切胶经过炼制的橡胶成为一团团均匀的胶条,需要通过切胶工艺将其切成适合生产的小块。
切胶通常是使用切胶机进行,切成不同规格的橡胶块,以满足不同产品的需要。
同时切胶的工艺要求严格,要保证切出的橡胶块大小精准,表面光滑,避免出现裂纹和气泡。
5. 成型经过切胶后的橡胶块可以通过成型工艺制作成各种橡胶制品。
成型工艺通常分为压延成型、压模成型和注塑成型等几种。
在成型过程中,橡胶块被加热至一定温度后,放入模具中进行加压或注射,使橡胶块充分填充模具,形成所需的产品形状。
成型后的橡胶制品需要冷却固化后才能取出,具有所需的弹性和硬度。
塑膠成形簡介
⏹ 1.射出成形原理
⏹ 2.射出成形週期
⏹ 3.不同原料的基本成形條件
⏹ 4.BCG-955成形條件
⏹ 5.影響射出成形因素
⏹ 6.影響射出參數
1. 射出成形原理
將塑膠料加熱軟化,在己成形封狀模具內擠壓,待冷卻後開模具取出塑膠製品,
其成形階段如下:
第一階段:可塑化階段------融溶
第二階段:充填階段---------流動
第三階段:冷卻階段---------固化
1-1成形機動作簡介
.不同原料的基本成形條件與特性
.KOBELCO BCG-955基本成形條件
⏹ 1.基本成形條件
模具表面溫度母模70-80 公模70-80 樹脂的溫度噴嘴265-285 計量部270-290 壓縮部260-280供給部240 -260
4. KOBELCO BCG-955基本成形條件
射出速度95%
保壓40%
保壓時間5秒
背壓10kgf/cm
螺旋轉速30 rpm
冷卻時間30秒
成形前將原料先行烘乾100度,4小時以上
5.影響射出成形六大因素
1.成品設計
2.模具
3.原料
4.機台,設備
5.成形條件(溫度,壓力,速度,時間)
6.操作人員
6.影響成形之參數
A.樹脂溫度
B.模具溫度
C.射壓
D.射速
E.夾模力
F.射出時間
G.冷卻時間
H.生產週期
I.背壓
J.螺桿轉速
K.滯留時間 L.材料特性 7.影響材料特性之參數
13%7%
原 料 PC+玻纖 PC/ABS ABS POM 模 溫 70-90 50-70 40-60 80-100 成型溫度 265-285 240-260 170-210 200-220 射出速度 快 中 中-慢 快 射出壓力 高 中 中 最高 流 動 性 慢 中-快 快 中 冷卻時間 25-35 25-35 20-50 20-30 成型收縮 0.2% 0.3% 0.4% 1.7%。