冶金机械设计理论-2轧制力能参数
- 格式:pdf
- 大小:3.48 MB
- 文档页数:36
金属压力加工:即金属塑性加工,对具有塑性的金属施加外力作用使其产生塑性变形,而不破坏其完整性,改变金属的形状、尺寸和性能获得所要求的产品的一种加工方法按温度特征分类 1.热加工:在充分再结晶温度以上的温度范围内所完成的加工过程,T=∽熔。
2.冷加工:在不产生回复和再结晶温度以下进行的加工T=熔以下。
3.温加工:介于冷热加工之间的温度进行的加工.按受力和变形方式分类:由压力的作用使金属产生变形的方式有锻造、轧制和挤压轧制轧制:金属坯料通过旋转的轧辊缝隙进行塑性变形。
轧制分成纵轧(金属在相互平行且旋转方向相反的轧辊缝隙间进行塑性变形)横轧和斜轧。
内力:物体受外力作用产生变形时,内部各部分因相对位置改变而引起的相互作用力。
分析内力用切面法。
应力(全应力):单位面积上的内力全应力可分解成两个分量,正应力σ和剪应力τ)主变形和主变形图示:绝对主变形:压下量Dh=H-h 宽展量Db=b-B 延伸量Dl=l-L 相对主变形:相对压下量e1=(l-L)/L*100% 相对宽展量e2=(b-B)/B*100% 相对延伸量e3=(H-h)/H*100% 延伸系数m=l/L 压下系数h=H/h 宽展系数w=b/B ①物体变形后其三个真实相对主变形之代数和等于零;②当三个主变形同时存在时,则其中之一在数值上等于另外两个主变形之和,且符号相反。
③当一个主变形为0时,其余两个主变形数值相等符号相反金属塑性变形时的体积不变条件:金属塑性变形时,金属体积改变都很小,其变形前的体积V1和变形后的体积V2相等.这种关系称之为体积不变条件,用数学式表示为V1=V2 最小阻力定律认为:如果变形物体内各质点有向各个方向流动的可能,则变形物体内每个质点将沿力最小方向移动。
影响金属塑性流动和变形的因素:摩擦的影响变形区的几何因素的影响工具的形状和坯料形状的影响外端的影响变形温度的影响金属性质不均的影响基本应力:由外力作用所引起的应力叫做基本应力。
穿孔机力能参数的计算轧制压力、顶头轴向负荷、轧制扭矩和轧制功率是钢管斜轧机工具设计和设备设计中的主要参数。
由于斜轧过程中存在有必要应变和多余应变两类变形,因此使得斜轧时力能参数约计算复杂化。
目前对这一问题尚不能在理论上作严格的数学处理,而只能用各种近似的简化处理方法,并忽略多余加变的影响.把复杂的应变情况理想化。
计算各种形式斜轧机轧制功率的方法与步骤一样,即可根据:(1)金属对轧辊的压力计算;(2)单位能耗曲线计算。
按金属对轧辊的压力计算,即根据求出的总轧制力,算出轧制力矩和轧制功率。
为求总压力,计算合属的变形抗力和平均单位压力,计算轧辊与轧件的接触面积是主要的环节。
计算步骤与方式大体与纵轧相同,但应注意斜轧本身所具有的一系列特点,例如必须引入径向压下量、螺距、滑移系数等参量,要考虑顶头袖向力、接触面宽度变化、送进角等因素。
斜轧机轧制力计算公式目前有四种类型:(1)借用纵轧板材的单位压力公式;(2)根据斜轧本身的变形特点,用塑性力学的工程计算法推导出的理论式;(3)用数值法导出的理论式,如有限元法、上限法、变分法;(4)经验公式。
第1种方法虽然是把斜轧过程简化成纵轧过程,不甚合理,但这种方法目前仍被工程界广为采用,后两种根据斜轧特点所推导的理论式,由于在推导中作了大量的简化假定,其准确性有待于实践验证。
接触面积的计算为计算总轧制压力,须确定接触面积。
这里研究在辊式斜轧机上穿孔时的接触面积计算。
由于沿变形区长度,接触表面的宽度是变化的(见图3—1),在确定接触面积时需将变形区长度L分成若干等分,而在每一△L段内将接触面积近似地看作为一梯形。
从而总的接触面积为各梯形面积之和,即:图3-1 穿孔时的接触面积 12i i b b l F ++∆=∑ 〔3—1) 式中 i b 、1i b +——在分点i 及1i +上的接触宽度;l ∆ ——分点i 及1i +间的距离。
3.1 变形区长度的确定变形区的长度为由入口断面到出口断面的距离。
穿孔机力能参数的计算轧制压力、顶头轴向负荷、轧制扭矩和轧制功率是钢管斜轧机工具设计和设备设计中的主要参数。
由于斜轧过程中存在有必要应变和多余应变两类变形,因此使得斜轧时力能参数约计算复杂化。
目前对这一问题尚不能在理论上作严格的数学处理,而只能用各种近似的简化处理方法,并忽略多余加变的影响.把复杂的应变情况理想化。
计算各种形式斜轧机轧制功率的方法与步骤一样,即可根据:(1)金属对轧辊的压力计算;(2)单位能耗曲线计算。
按金属对轧辊的压力计算,即根据求出的总轧制力,算出轧制力矩和轧制功率。
为求总压力,计算合属的变形抗力和平均单位压力,计算轧辊与轧件的接触面积是主要的环节。
计算步骤与方式大体与纵轧相同,但应注意斜轧本身所具有的一系列特点,例如必须引入径向压下量、螺距、滑移系数等参量,要考虑顶头袖向力、接触面宽度变化、送进角等因素。
斜轧机轧制力计算公式目前有四种类型:(1)借用纵轧板材的单位压力公式;(2)根据斜轧本身的变形特点,用塑性力学的工程计算法推导出的理论式;(3)用数值法导出的理论式,如有限元法、上限法、变分法;(4)经验公式。
第1种方法虽然是把斜轧过程简化成纵轧过程,不甚合理,但这种方法目前仍被工程界广为采用,后两种根据斜轧特点所推导的理论式,由于在推导中作了大量的简化假定,其准确性有待于实践验证。
接触面积的计算为计算总轧制压力,须确定接触面积。
这里研究在辊式斜轧机上穿孔时的接触面积计算。
由于沿变形区长度,接触表面的宽度是变化的(见图3—1),在确定接触面积时需将变形区长度L分成若干等分,而在每一△L段内将接触面积近似地看作为一梯形。
从而总的接触面积为各梯形面积之和,即:图3-1 穿孔时的接触面积 12i i b b l F ++∆=∑ 〔3—1) 式中 i b 、1i b +——在分点i 及1i +上的接触宽度;l ∆ ——分点i 及1i +间的距离。
3.1 变形区长度的确定变形区的长度为由入口断面到出口断面的距离。
实验一 最大咬入角及摩擦系数的确定一、实验目的通过实验进一步加深对咬入角、摩擦系数、稳定轧制等基本概念的理解,并用实验方法测出铅试样的最大咬入角及摩擦系数。
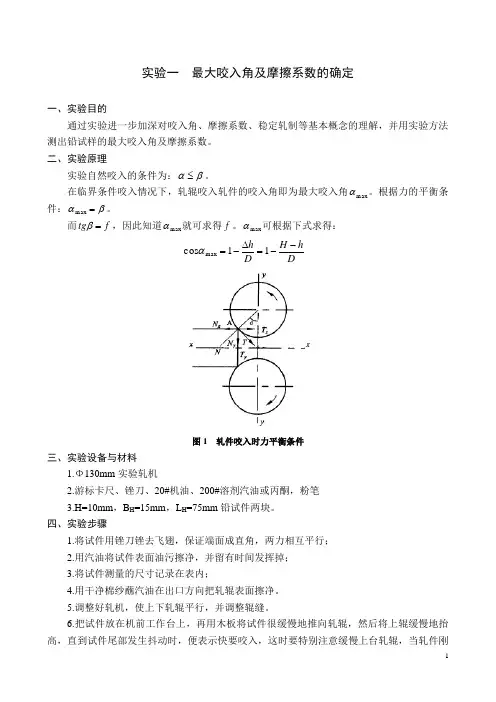
二、实验原理实验自然咬入的条件为:βα≤。
在临界条件咬入情况下,轧辊咬入轧件的咬入角即为最大咬入角max α。
根据力的平衡条件:βα=max 。
而f tg =β,因此知道max α就可求得f 。
max α可根据下式求得:图1 轧件咬入时力平衡条件三、实验设备与材料1.Φ130mm 实验轧机2.游标卡尺、锉刀、20#机油、200#溶剂汽油或丙酮,粉笔3.H=10mm ,B H =15mm ,L H =75mm 铅试件两块。
四、实验步骤1.将试件用锉刀锉去飞翅,保证端面成直角,两力相互平行;2.用汽油将试件表面油污擦净,并留有时间发挥掉;3.将试件测量的尺寸记录在表内;4.用干净棉纱蘸汽油在出口方向把轧辊表面擦净。
5.调整好轧机,使上下轧辊平行,并调整辊缝。
6.把试件放在机前工作台上,再用木板将试件很缓慢地推向轧辊,然后将上辊缓慢地抬高,直到试件尾部发生抖动时,便表示快要咬入,这时要特别注意缓慢上台轧辊,当轧件刚DhH D h --=∆-=11cos max α一被咬入时就应迅速停止抬辊。
7.用同样方法在涂粉辊面上进行轧制,并将相应尺寸记入表内。
表1 不同实验条件下矩形试件轧制数据记录1.实验前必须了解实验内容,要记录哪些数据,要观察那些现象,预计得什么结果,以便实验时心中有数。
2.实验前必须了解轧机性能和操作规程,能正确调整轧机及控制压下量,特别要注意安全操作。
3.操作时,试件要送正,避免用推力,短试件要用木板送,以免发生危险。
4.上抬轧辊要特别精心,否则得不到临界条件。
5.尺寸测量要认真,以求正确。
六、实验报告1.整理实验数据,算出摩擦系数f。
2.讨论各种轧制条件对咬入的影响。
实验二 轧制宽展测定分析一、实验目的:在简单轧制条件下,测定宽展量和分析影响宽展的因素,初步掌握研究宽展的最基本的科学方法。
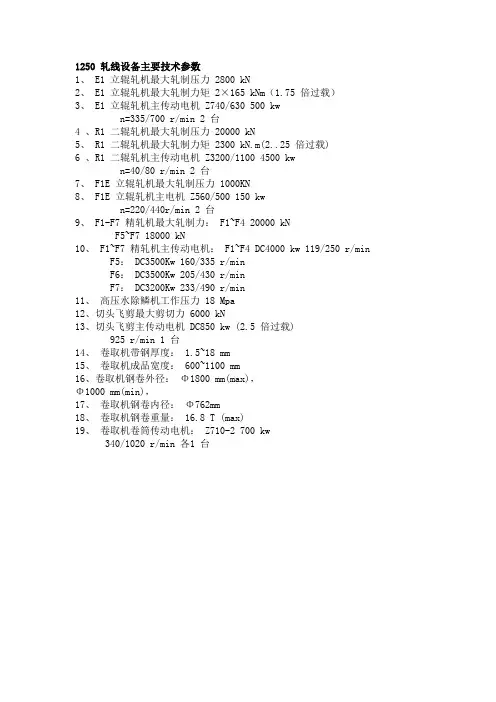
1250 轧线设备主要技术参数1、 E1 立辊轧机最大轧制压力 2800 kN2、 E1 立辊轧机最大轧制力矩 2×165 kNm(1.75 倍过载)3、 E1 立辊轧机主传动电机 Z740/630 500 kwn=335/700 r/min 2 台4 、R1 二辊轧机最大轧制压力 20000 kN5、 R1 二辊轧机最大轧制力矩 2300 kN.m(2..25 倍过载)6 、R1 二辊轧机主传动电机 Z3200/1100 4500 kwn=40/80 r/min 2 台7、 F1E 立辊轧机最大轧制压力 1000KN8、 F1E 立辊轧机主电机 Z560/500 150 kwn=220/440r/min 2 台9、 F1-F7 精轧机最大轧制力: F1~F4 20000 kNF5~F7 18000 kN10、 F1~F7 精轧机主传动电机: F1~F4 DC4000 kw 119/250 r/min F5: DC3500Kw 160/335 r/minF6: DC3500Kw 205/430 r/minF7: DC3200Kw 233/490 r/min11、高压水除鳞机工作压力 18 Mpa12、切头飞剪最大剪切力 6000 kN13、切头飞剪主传动电机 DC850 kw (2.5 倍过载)925 r/min 1 台14、卷取机带钢厚度: 1.5~18 mm15、卷取机成品宽度: 600~1100 mm16、卷取机钢卷外径:Φ1800 mm(max),Φ1000 mm(min),17、卷取机钢卷内径:Φ762mm18、卷取机钢卷重量: 16.8 T (max)19、卷取机卷筒传动电机: Z710-2 700 kw340/1020 r/min 各1 台。
4200mm四辊中厚板精轧机力能参数计算摘要中厚板轧机是轧钢行业中的主力轧机,其装备水平及拥有量是一个国家钢铁工业发展水平的重要标志。
因此,中厚钢板是国民经济发展不可缺少的钢材品种,各国对中厚板生产都很重视。
本设计阐述了4200mm四辊中厚板精轧机力能参数机选过程。
主要内容包括:设计方案设定、生产工艺流程、确定轧机主要参数和工艺制度;设计内容包括:生产方案的确定、生产工艺流程、典型产品的工艺计算、本设计以提高生产率、降低生产成本、减轻劳动强度、提高产品质量及综合经济效益为设计原则。
关键词:中厚板,压下规程,力能参数,轧制力,工艺流程目录1、概述 (1)1.1 中厚板轧制发展史 (1)1.2 中厚板轧制技术发展趋势 (1)2、设计方案 (1)2.1工艺方案的选择 (1)2.2 主机型式选择 (1)2.3 相关设备的选择 (1)2.3.1加热炉 (1)2.3.2冷却装置 (2)2.3.3除磷 (2)2.3.4矫直机 (2)3.主要设备的技术参数 (3)4.工艺流程设计 (3)4.1生产工艺流程 (3)4.2轧制制度 (4)5.轧制工艺规程 (4)5.1咬入能力 (4)5.2 压下量校核 (4)6.确定轧制规程 (5)6.1 确定轧制速度 (5)6.2确定轧制延续时间: (5)6.3轧制温度确定 (6)6.4计算各道次变形程度: (7)6.4.1各道次变形速度 (7)6.4.2各道次变形抗力 (8)6.5计算各道次平均单位压力 (9)6.6计算各道次总压力 (10)6.7计算传动力矩 (10)7、车间技术经济指标 (12)7.1各类材料消耗指标 (12)7.2综合技术经济指标 (14)8、结语 (15)参考文献 (16)1、概述1.1 中厚板轧制发展史国内许多中厚板轧机的轧制过程都是采用人工制定轧制规程,然后通过实际轧制状态的变化进行轧制规程的手动调整,以适应轧件和轧辊的变化,这种轧钢方式可以充分发挥操作人员的人工智能,取得了较好的轧制效果。
单位轧制压力单位轧制压力是指单位面积上所受到的轧制力。
轧制是金属加工中常用的一种方法,通过在两个辊子之间挤压金属坯料来改变其形状和尺寸。
在轧制过程中,轧制压力是一个重要的参数,对于保证轧制质量和效率具有重要意义。
单位轧制压力的大小直接影响到轧制过程中金属变形的程度。
单位轧制压力越大,金属坯料受到的挤压力越大,变形程度也就越大。
相反,单位轧制压力越小,变形程度越小。
因此,合理调节单位轧制压力可以控制金属的变形量,从而得到所需的形状和尺寸。
单位轧制压力的确定需要考虑多个因素。
首先是金属的力学性质,包括其屈服强度、塑性和变形能力等。
不同金属的力学性质不同,需要根据具体情况来确定合适的单位轧制压力。
其次是轧制工艺参数,包括轧制速度、轧制温度和轧制次数等。
这些参数的选择也会对单位轧制压力产生影响。
最后是轧制设备的性能,包括辊子的直径、辊缝的大小和辊缝的形状等。
这些设备参数也会对单位轧制压力的大小产生影响。
在实际生产中,单位轧制压力往往通过试验和经验来确定。
首先可以进行小试验,通过调节轧制工艺参数和设备参数,观察金属的变形情况,从而确定合适的单位轧制压力范围。
然后进行大试验,在生产线上进行轧制,通过实时监测和控制,逐步调整单位轧制压力,以达到最佳的轧制效果。
单位轧制压力的大小对于轧制质量和效率都有着重要的影响。
单位轧制压力过大会造成金属坯料的过度变形,容易引起裂纹和变形不均匀等质量问题;单位轧制压力过小则会导致金属坯料的变形不足,无法得到所需的形状和尺寸。
因此,合理选择单位轧制压力是保证轧制质量的关键。
在轧制过程中,还需要注意单位轧制压力的均匀性。
如果单位轧制压力在不同位置上存在差异,会导致金属坯料的变形不均匀,甚至引起轧制不良。
因此,在轧制设备的设计和调试过程中,需要合理设计辊子和辊缝的形状,以保证单位轧制压力的均匀分布。
单位轧制压力是轧制过程中一个重要的参数,对于保证轧制质量和效率具有重要意义。
合理选择单位轧制压力需要考虑金属的力学性质、轧制工艺参数和设备性能等因素,并通过试验和经验来确定。
综合实验报告课程名称:金属材料专业综合实验专业:金属材料工程班级:金属材料姓名:学号:指导教师:冶金工程学院2011-2012 学年第 1 学期目录实验一轧测力能参数综合测试实验二金属材料力学性能综合测试实验一轧制力能参数综合测试一、实现轧件咬入轧制参数的设定1.实验目的(1)掌握轧件咬入的条件(2) 掌握最大咬入角的测定(3) 学会分析最大咬入角与各轧制参数的关系2、相关理论知识背景轧辊与轧件的接触弧所对应的角称为接触角或咬入角。
为使轧件能够咬入轧辊,作用于轧件的出轧辊方向摩擦力F的水平分量必须大于或等于作用于轧件的轧制力Pr的水平分量.轧件能够被咬入的条件为:由上式可见,只有摩擦系数大于咬入角的正切值时,轧件才能被咬入轧辊。
对于给定的辊缝值,摩擦力越大,能够咬入的轧件的高度也越大。
tan α的值与轧辊的半径R,轧件的轧前高度h0和轧件的轧后高度h f有关。
轧辊的中心线与轧件和轧辊的入口接触点的距离用g表示. 用简单的几何学知识,可得下式:tan α为对边与邻边的比值,可得:3、实验内容根据设置辊子直径、轧件轧前厚度、轧件轧后厚度、摩擦系数不同的轧制参数实现轧件的咬入。
4、实验步骤(1)设置轧制参数:辊子直径为350㎜,轧件轧前厚度为134㎜,摩擦系数为0.4,调整轧件轧后厚度,得轧件轧后厚度最小为84㎜。
如下图所示:(2)设置轧制参数:辊子直径为450㎜,轧件轧前厚度为174㎜,摩擦系数为0.4,调整轧件轧后厚度,得轧件轧后厚度最小为110㎜。
如下图所示:(3)设置轧制参数:辊子直径为550㎜,轧件轧前厚度为204㎜,摩擦系数为0.4,调整轧件轧后厚度,得轧件轧后厚度最小为126㎜。
如下图所示:5、实验结果在实现轧件的咬入的前提下选择不同的参数,通过调节压下量来达到最大咬入h R g f。
所以,对于确定的轧辊直径和摩擦系角。
由前面的公式得到压下量2(/)数及轧件轧后厚度后,通过改变轧前厚度来达到最大咬入角。
轧制力的计算1.校核咬入条件第一道次:△h = 2 ( R-Rcos 0)又••• △h = F H?B - F h?b = ( 150*150 )/150 - [ ( 150-5+165.75 )*105?2 ]/165.75=51.2mm△ h•••0 = arc cos (1 - 灵)=arc cos (1 - 51.2/ 500 ) = 25.8 °•/ tan 0 即tan 25 .8 ° v ? = 0.48故可以顺利自然咬入。
2.轧制力的计算轧制压力:P= ??F??—平均单位压力 F —接触面积B+ b /F = -- v △h R2??? = (1 + m ) (K+ n £ )B、b ――轧件轧制前与轧制后宽度△h ---- 压下量R——轧辊半径m——外摩擦对单位轧制压力影响系数粘性系数K――化学成分修正系数?£ ――平均变形速度第一道次计算:B+b 150 + 165.75 ------------F = 2^Ah R = ——2v5l .2 ? 250 = 17861.52 mm取a = 0.8f = a (1.05 —0.0005t ): =0.8* (1.05-0.0005*1150 °)= 0.38查资料取v = 8 m ?s 故C C=0.8n= 0.1 (14 —0.01t )C Z=0.1 (14-0.01 ) *0.8 =1.12 Mpa s= 2V vAh?R / (H+h )£=2*8* “A 512?250 / (150+105 ) = 0.028K = 9.8 ( 14-0.01T ) (1.4+C+Mn )=9.8* (14-0.01*1150 ) * (1.4+0.2 %) = 34.35 Mpam = [ ( 1.6 ?vR -Ah ) - 1.2 A h ] /(H+h)=[(1.6 *0.36 v51 .2 -250 ) - 1.251.2] / (150+105) = 0.015 ??? = (1 + m ) (K+ n £ )=(1 + 0.015 ) (34.35+ 1.12*0.028 ) = 34.90P= ??F=34.90 * 17861.52 = 623.37同理第二道次计算:B+ b 105 + 115.07 2F =〒VA h R = ―2—必.14?250= 3082.94 mm取a = 0.8f = a (1.05 —0.0005t ) = 0.8* (1.05-0.0005*1150 ° )= 0.38查资料取v = 8 m?s 故C = 0.8n= 0.1 (14 —O.OIt )C=0.1 (14-0.01 ) *0.8 = 1.12 Mpa •? -----------= 2V VAh?R / (H+h )£=2*8* V3.14?250/ (105+115.4 ) = 0.01K = 9.8 ( 14-0.01T ) (1.4+C+Mn )=9.8* (14 - 0.01*1150 ) * (1.4+0.2 %) = 34.35 Mpam = [ ( 1.6 ?VR -Ah ) - 1.2 A h ] / (H+h)=[(1.6 *0.36 V3.14 -250 ) - 1.251.2] / (105+115.4) = 0.056 ??? = (1 + m ) (K+ n £ )=(1 + 0.056 ) (34.35+ 1.12*0.01 ) = 36.28P= ??F = 111.85 k N其他道次如上,故可得:P1 = =623.37 k N P2 : =111.85 k N P3 =418.1 k NP4 = =333.03 k N P5 : =528.62 k N P6 =210.82 k NP7 = =360.45 k N P8 : =152.64 k N P9 =172.96 k NP10 =69.54 k N P11 =81.79 k N P12 = :44.77 k NP13 =78.56 k N P14 =20.39 k N P15 =59.05 k N P16 = 34.28 k N学习课件等等THANKS !!!致力为企业和个人提供合同协议, 策划案计划书,打造全网一站式需求欢迎您的下载,资料仅供参考。