金属表面处理工艺及技术全解
- 格式:ppt
- 大小:2.27 MB
- 文档页数:73
金属表面处理工艺一、表面热处理1、表面淬火 n 表面淬火是指在不改变钢的化学成分及心部组织情况下,利用快速加热将表层奥氏体化后进行淬火以 强化零件表面的热处理方法。
感火焰加热 应加 热n 表面淬火目的: n ① 使表面具有高的硬度、耐磨性和疲劳极限; n ② 心部在保持一定的强度、硬度的条件下,具有足够的塑性和韧性。
即表硬里韧。
n 适用于承受弯曲、扭转、摩擦和冲击的零件。
轴 的 感 应 加加 热 表 面 淬淬 火n ①表面淬火用材料 n ⑴ 0.4-0.5%C的中碳钢。
n 含碳量过低,则表面硬度、耐磨性下降。
n 含碳量过高,心部韧性下降; n ⑵ 铸铁 提高其表面耐磨性。
机床导轨表面淬火齿轮n ②预备热处理 n ⑴工艺: n 对于结构钢为调质或正火。
n 前者性能高,用于要求高的重要件,后者用于要求不高的普 通件。
n ⑵目的: n 为表面淬火作组织准备; n 获得最终心部组织。
回火索氏体 索氏体n ③表面淬火后的回火 n 采用低温回火,温度不高于200℃。
n 回火目的为降低内应力,保留淬火高硬度、耐磨性。
n ④表面淬火+低温回火后的组织 n 表层组织为M回;心部组织为S回(调质)或F+S(正火)。
感应加热表面淬火 感应淬火机床n ⑤表面淬火常用加热方法 n ⑴ 感应加热: 利用交变电流在工件表面感应巨大涡流, 使工件表面迅速加热的方法。
感应加热 表面淬火示意图n 感应加热分为: n 高频感应加热频率为250-300KHz,淬 硬层深度0.5-2mm火传 感动 应轴 器连续 淬感应加热表面淬火齿轮的截面图n 中频感应加热 频 率 为 25008000Hz , 淬 硬 层 深度2-10mm。
中频感应加热表面淬火的机车凸轮轴各种感应器n 工频感应加热 n 频率为50Hz,淬硬层深度10-15 mm感应穿透加热各种感应器n ⑵ 火焰加热: 利用乙炔火焰直接加 热工件表面的方法。
成本低,但质 量不易控制。
金属表面处理的工艺改进与技术应用金属表面处理技术是金属加工的重要环节,它直接影响着金属产品的质量、性能和使用寿命。
本文将详细探讨几种常见的金属表面处理工艺的改进与技术应用。
1. 喷涂技术喷涂技术是在金属表面形成一层保护层,以防止金属腐蚀和提高金属表面的耐磨性。
目前,喷涂技术已经发展出了多种方法,如空气喷涂、高压喷涂、等离子喷涂和激光喷涂等。
1.1 空气喷涂空气喷涂是利用压缩空气将涂料雾化成小颗粒,然后喷射到金属表面上。
这种方法设备简单,操作方便,适用于各种形状的金属表面处理。
但是,空气喷涂的涂层厚度均匀性较差,而且涂料利用率低。
1.2 高压喷涂高压喷涂是利用高压将涂料雾化成极细的颗粒,使其能够更好地覆盖金属表面,形成均匀的涂层。
与空气喷涂相比,高压喷涂的涂层质量更高,涂料利用率也更高。
1.3 等离子喷涂等离子喷涂是利用等离子弧将涂料加热至熔融状态,然后喷射到金属表面上。
这种方法可以获得高性能的涂层,如陶瓷涂层、金属陶瓷复合涂层等。
但是,等离子喷涂设备成本较高,操作复杂。
1.4 激光喷涂激光喷涂是利用激光束将涂料熔化,然后喷射到金属表面上。
这种方法可以获得高质量、高性能的涂层,但是设备成本极高,操作复杂,适用于小批量、高精度的金属表面处理。
2. 电镀技术电镀技术是在金属表面沉积一层金属,以提高金属的耐腐蚀性、耐磨性和装饰性。
电镀技术已经发展出了多种方法,如传统电镀、脉冲电镀和电化学镀等。
2.1 传统电镀传统电镀是在含有金属离子的溶液中,通过外加电流,使金属离子在金属表面上沉积形成金属层。
这种方法操作简单,成本低,但是镀层质量较差,生产效率低。
2.2 脉冲电镀脉冲电镀是在电镀过程中,通过改变电流的脉冲宽度和脉冲频率,以提高镀层的质量。
与传统电镀相比,脉冲电镀可以获得更均匀、更致密的镀层,提高生产效率。
2.3 电化学镀电化学镀是利用电化学反应,在金属表面沉积金属。
这种方法可以在复杂形状的金属表面上获得均匀的金属层,适用于小批量、高精度的金属表面处理。
金属表面处理技术资料金属表面处理技术是指对金属材料表面进行一系列工艺处理,以提高其耐腐蚀性、耐磨性、耐热性和美观度等综合性能的一项工艺。
在工业生产领域中,金属制品的表面处理技术起到非常重要的作用,可以改善产品的质量和使用寿命。
一、金属表面处理的原理和分类金属表面处理的主要原理是通过改变金属表面的物理和化学性质,形成一层或多层功能性覆盖物,以达到改善金属表面性能的目的。
根据处理方法和处理液的不同,金属表面处理技术可以分为以下几种分类:1. 电化学处理:包括镀层、阳极氧化、电解抛光等技术。
其中,镀层技术是最常见的金属表面处理技术之一,通过在金属表面形成一层金属或合金的覆盖层,可以提高金属材料的耐腐蚀性和装饰性。
2. 化学处理:如酸洗、碱洗、酸溶解等。
这些化学处理技术可以去除金属表面的氧化层、锈蚀物和污染物,清洁金属表面并提供良好的附着力。
3. 热处理:如淬火、回火等。
通过改变金属的组织结构和力学性能,来提高金属的强度、硬度和韧性。
4. 物理处理:包括喷砂、抛光、拉丝等技术。
这些处理技术可以改变金属表面的粗糙度和光洁度,增加金属表面的美观度和触感。
二、金属表面处理技术的应用金属表面处理技术广泛应用于各个行业和领域,主要包括以下几个方面:1. 汽车制造:金属表面处理技术在汽车制造中起到至关重要的作用。
通过对汽车零部件表面进行镀层、喷涂等处理,可以提高汽车的抗腐蚀性和耐磨性。
2. 电子产品:金属表面处理技术也广泛应用于电子产品的制造过程中。
例如,手机外壳经过阳极氧化处理,可以增加其抗氧化和耐磨性能。
3. 建筑装饰:金属表面处理技术在建筑装饰领域中用于处理铝合金、不锈钢等材料的表面。
这些处理技术可以增加建筑材料的耐候性和美观度。
4. 机械设备:金属表面处理技术在机械设备制造领域中也起到重要作用。
例如,对机械零件进行热处理可以提高其硬度和耐磨性。
三、金属表面处理技术的发展趋势随着科学技术的进步和工业发展的需要,金属表面处理技术也在不断创新和发展。
金属材料表面处理技术的使用方法与注意事项在现代工业生产中,金属材料的表面处理技术起着至关重要的作用。
通过适当的表面处理,可以提高金属材料的耐腐蚀性、机械性能和装饰效果,延长使用寿命,并满足特定的功能和外观要求。
本文将介绍金属材料表面处理技术的使用方法和注意事项。
一、常见的金属材料表面处理技术1. 喷涂工艺:喷涂是一种常见且简便的金属材料表面处理方法。
在这种工艺中,通过喷涂设备将涂料均匀地喷涂在金属物体表面,形成保护膜。
喷涂可以提供耐腐蚀、耐磨损和装饰性能。
常用的喷涂方法包括电泳涂装、喷粉涂装和喷涂。
2. 镀层工艺:镀层是在金属表面上电化学沉积一层金属薄膜的方法。
通过这种工艺可以改善金属的耐腐蚀性能、机械性能和外观效果。
常见的金属镀层方法包括镀铬、镀镍、镀锌等。
3. 氧化工艺:氧化是指金属表面与氧气反应生成氧化物层的过程。
氧化可以增加金属材料的耐腐蚀性能和装饰效果。
常见的氧化方法包括阳极氧化和化学氧化。
4. 热处理工艺:热处理是通过控制金属材料的加热和冷却过程,使其获得特定的力学性能和组织结构。
热处理可以改善金属材料的强度、韧性和耐磨性。
常见的热处理方法包括退火、正火和淬火。
二、金属材料表面处理技术的使用方法1. 选择合适的表面处理技术:在进行金属材料表面处理之前,需要根据金属材料的特性、使用环境和要求,选择合适的表面处理技术。
不同的表面处理技术适用于不同的金属材料和应用场景,例如,喷涂适用于大面积物体,而镀层适用于需要改善耐腐蚀性能的材料。
2. 准备工作:在进行金属材料表面处理之前,需要做好准备工作。
首先,要对金属材料进行清洗,去除表面的油污、杂质和氧化物。
然后,进行必要的预处理,如蚀刻、激活和除锈等,以提高表面处理效果。
3. 控制处理参数:在进行金属材料表面处理时,需要控制好处理参数,如处理时间、温度、涂料涂布量等。
不同的处理参数会对金属材料的性能产生不同的影响。
因此,在实际操作中需要根据具体情况进行优化和调整。
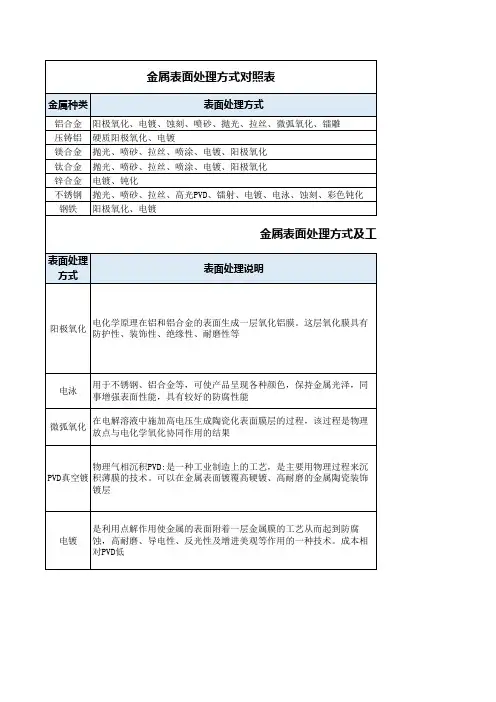
金属表面处理工艺大全!阳极氧化、电镀、拉丝、抛光等一次讲明白表面处理是在基体材料表面上人工形成一层与基体的机械、物理和化学性能不同的表层的工艺方法。
表面处理的目的是满足产品的耐蚀性、耐磨性、装饰或其他特种功能要求。
金属表面处理方法汇总图一、阳极氧化阳极氧化:主要是铝的阳极氧化,是利用电化学原理,在铝和铝合金的表面生成一层Al2O3(氧化铝)膜。
这层氧化膜具有防护性、装饰性、绝缘性、耐磨性等特殊特性。
工艺流程:单色、渐变色:抛光/喷砂/拉丝→除油→阳极氧化→中和→染色→封孔→烘干双色:①抛光/喷砂/拉丝→除油→遮蔽→阳极氧化1→阳极氧化2 →封孔→烘干②抛光/喷砂/拉丝→除油→阳极氧化1 →镭雕→阳极氧化2 →封孔→烘干技术特点:1、提升强度,2、实现除白色外任何颜色。
3、实现无镍封孔,满足欧、美等国家对无镍的要求。
技术难点及改善关键点:阳极氧化的良率水平关系到最终产品的成本,提升氧化良率的重点在于适合的氧化剂用量、适合的温度及电流密度,这需要结构件厂商在生产过程中不断探索,寻求突破。
二、电泳 ( ED-Electrophoresis deposition )电泳:用于不锈钢、铝合金等,可使产品呈现各种颜色,并保持金属光泽,同时增强表面性能,具有较好的防腐性能。
工艺流程:前处理→电泳→烘干技术特点:优点:1、颜色丰富;2、无金属质感,可配合喷砂、抛光、拉丝等;3、液体环境中加工,可实现复杂结构的表面处理;4、工艺成熟、可量产。
缺点:掩盖缺陷能力一般,压铸件做电泳对前处理要求较高。
.三、微弧氧化 (MAO)微弧氧化:在电解质溶液中(一般是弱碱性溶液)施加高电压生成陶瓷化表面膜层的过程,该过程是物理放电与电化学氧化协同作用的结果。
工艺流程:前处理→ 热水洗→ MAO → 烘干技术特点:优点:1、陶瓷质感,外观暗哑,没有高光产品,手感细腻,防指纹;2、基材广泛:Al, Ti, Zn, Zr, Mg, Nb, 及其合金等;3、前处理简单,产品耐腐蚀性、耐候性极佳,散热性能佳。
金属表面处理工艺金属表面处理是利用金属材料的表面特性和工艺手段,通过一系列技术措施对金属表面进行加工和处理,以提高其性能、延长使用寿命、增强美观等方面的要求。
金属表面处理工艺广泛应用于各个领域,如机械制造、汽车、建筑、电子、航空航天等。
金属表面处理工艺主要包括清洗、除锈、防锈、涂装、电镀等步骤。
首先是清洗环节,通过物理或化学手段去除金属表面的污垢、油脂和其他有害物质。
清洗可以采用溶剂、水洗或喷砂等方式,确保金属表面的干净和准备好接受下一步的处理。
清洗完成后,接下来需要进行除锈处理。
金属材料容易受到腐蚀和氧化,导致表面产生锈斑和疲劳现象。
除锈工艺主要包括机械除锈、化学除锈和电化学除锈等方式。
机械除锈使用机械设备和磨料对金属表面进行研磨或打磨,除去氧化层和污垢。
化学除锈利用一定的化学试剂溶解金属表面的氧化层,达到除锈的效果。
电化学除锈则是利用电解原理将金属表面的氧化层电解溶解,达到除锈的目的。
除锈完成后,金属表面需要进行防锈措施。
防锈的目的是避免金属表面再次受到氧化和腐蚀的侵害。
常用的防锈方法有化学镀膜、热处理和电镀等。
化学镀膜是将一层防锈剂涂覆在金属表面,形成一层不易被氧化和腐蚀的保护膜。
热处理则是通过加热金属材料,使其内部结构发生改变,提高金属的硬度和耐蚀性。
电镀利用电解原理,在金属表面沉积上一层金属或合金薄层,提高金属表面的保护性能。
最后一步是涂装工艺。
涂装可以保护金属表面免受氧化和腐蚀的侵害,同时也能提高产品的美观和耐用性。
常用的涂装方式有喷涂、喷塑和粉末涂装等。
喷涂是将涂料均匀地喷洒在金属表面,形成一层保护膜。
喷塑则是通过将涂料加热溶解后,喷洒到金属表面,形成一层坚硬的保护膜。
粉末涂装是将涂料粉末喷洒在金属表面,经过烘干后,形成一层坚硬的保护膜。
综上所述,金属表面处理工艺在提高金属材料性能和美观方面发挥着重要作用。
不同的金属材料和具体的应用领域,需要采用不同的表面处理工艺和方法。
随着科学技术的发展和工艺技术的不断创新,金属表面处理工艺也在不断完善和改进,以适应不同的需求和挑战。
一、热处理工艺简解1、退火操作方法:将钢件加热到Ac3+30~50°C或Ac1+30~50°C或Ac1以下的温度(能够查阅有关材料)后,通常随炉温缓慢冷却。
意图:1•下降硬度,进步塑性,改进切削加工与压力加工功能;2•细化晶粒,改进力学功能,为下一步工序做准备;3•消除冷、热加工所发生的内应力。
运用关键:1•适用于合金布局钢、碳素东西钢、合金东西钢、高速钢的锻件、焊接件以及供给状况不合格的原材料;2•通常在毛坯状况进行退火。
2、正火操作方法:将钢件加热到Ac3或Accm以上30~50C,保温后以稍大于退火的冷却速度冷却。
意图:1•下降硬度,进步塑性,改进切削加工与压力加工功能;2•细化晶粒,改进力学功能,为下一步工序做准备;3•消除冷、热加工所发生的内应力。
运用关键:正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。
关于功能需求不高的低碳的和中碳的碳素布局钢及低合金钢件,也可作为最终热处理。
关于通常中、高合金钢,空冷可致使彻底或部分淬火,因而不能作为最终热处理工序。
3、淬火操作方法:将钢件加热到相变温度Ac3或Ac1以上,保温一段时刻,然后在水、硝盐、油、或空气中疾速冷却。
意图:淬火通常是为了得到高硬度的马氏体安排,有时对某些高合金钢(如不锈钢、耐磨钢)淬火时,则是为了得到单一均匀的奥氏体安排,以进步耐磨性和耐蚀性。
运用关键:1•通常用于含碳量大于百分之零点三的碳钢和合金钢;2•淬火能充分发挥钢的强度和耐磨性潜力,但一起会构成很大的内应力,下降钢的塑性和冲击韧度,故要进行回火以得到较好的归纳力学功能。
4、回火操作方法:将淬火后的钢件从头加热到Ac1以下某一温度,经保温后,于空气或油、热水、水中冷却。
意图:1•下降或消除淬火后的内应力,削减工件的变形和开裂;2•调整硬度,进步塑性和耐性,取得作业所需求的力学功能;3•安稳工件尺度。
运用关键:1•坚持钢在淬火后的高硬度和耐磨性时用低温回火;在坚持必定韧度的条件下进步钢的弹性和屈从强度时用中温回火;以坚持高的冲击韧度和塑性为主,又有满足的强度时用高温回火;2•通常钢尽量防止在230~280°C、不锈钢在400~450C之间回火,因为这时会发生一次回火脆性。
常用金属表面处理工艺类别详解一、表面热处理表面热处理主要有表面火焰淬火、感应加热两个方法表面淬火表面淬火是指在不改变钢的化学成分及心部组织情况下,利用快速加热将表层奥氏体化后进行淬火以强化零件表面的热处理方法。
1、感应加热利用交变电流在工件表面形成巨大感应涡流,使工件表面迅速加热的方法。
感应加热分为:(1)高频感应加热,频率为250-300KHz,淬硬层深度0.5-2mm;(2)中频感应加热,频率为2500-8000Hz,淬硬层深度2-10mm;(3)工频感应加热,频率为50Hz,淬硬层深度10-15mm。
2、火焰加热利用乙炔火焰直接加热工件表面的方法。
其成本低但质量不易控制。
3、激光加热利用高能量密度的激光对工件表面进行加热的方法。
其效率高,质量好。
发蓝和磷化1、发蓝(也称发黑)钢材或钢件在空气、水蒸汽或化学药品中加热到适当的温度使其表面形成一层蓝色或黑色氧化膜的工艺。
发蓝工艺常用于精密仪器、光学仪器、工具、硬度块机机械行业中的标准件等。
2、磷化工件浸入磷化液(酸式磷酸盐为主的溶液),在表面沉积形成一层不溶于水的结晶型磷酸盐转换膜的过程,称之为磷化。
磷化广泛用于防蚀技术,金属冷变形加工工业。
二、化学表面热处理1、化学表面热处理化学热处理是将工件置于特定的介质中加热保温,使介质中活性原子渗入工件表成从而改变工件表层化学成分和组织,进而改变其性能的热处理工艺。
化学热处理也是使工件表面增加硬度,里面增大韧性性能的方法之一。
与淬火相比,化学热处理不仅改变表层组织,还改变其化学成分。
根据渗入的元素不同,可分为渗碳、氮化、多元共渗、渗其它元素等。
化学热处理包括“分解-吸收-扩散”三个基本过程。
三、表面覆层强化通过物理或化学的方法在金属表面涂覆一层或多层其它金属或非金属的表面强化工艺。
目的是提高钢件的耐磨性、耐蚀性、耐热性或进行表面装饰。
1、金属喷涂技术将金属粉末加热至熔化或半熔化状态,用高压气流使其雾化并喷射于工件表面形成涂层的工艺称为热喷涂。
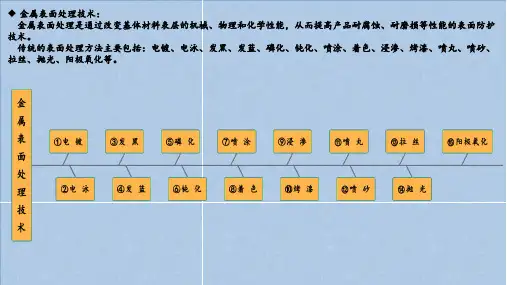
史上最全的金属表面处理工艺汇总作者:本网整理来源:富甸化工,新材料在线人参与评论用微信扫描二维码分享至好友和朋友圈表面处理最早是通过改变基体材料表层的机械、物理和化学性能,从而提高产品耐腐蚀、耐磨损等性能的表面防护技术,传统的表面处理方法主要包括:镀锌、电泳,发蓝,发黑,钝化,磷化,喷涂,着色,烤漆,浸渗,喷丸喷砂等。
但目前已经广泛开发出各种应用在金属、玻璃、塑料等材料构件表面的装饰或其他特种功能要求的表面加工技术中,实现产品耐蚀、外观、质感、功能等多个方面优异性能。
如:外观:颜色、图案、logo、光泽\线条(3D、2D);质感:手感、粗糙度、寿命(品质)、流线型等等;功能:硬化、抗指纹、抗划伤;下面就金属、塑料、玻璃的多种表面处理工艺做详尽介绍:金属表面处理技术一、阳极氧化阳极氧化:主要是铝的阳极氧化,是利用电化学原理,在铝和铝合金的表面生成一层Al2O3(氧化铝)膜。
这层氧化膜具有防护性、装饰性、绝缘性、耐磨性等特殊特性。
工艺流程:单色、渐变色:抛光/喷砂/拉丝→除油→阳极氧化→中和→染色→封孔→烘干双色:①抛光/喷砂/拉丝→除油→遮蔽→阳极氧化1→阳极氧化2 →封孔→烘干②抛光/喷砂/拉丝→除油→阳极氧化1 →镭雕→阳极氧化2 →封孔→烘干技术特点:1、提升强度,2、实现除白色外任何颜色。
3、实现无镍封孔,满足欧、美等国家对无镍的要求。
技术难点及改善关键点:阳极氧化的良率水平关系到最终产品的成本,提升氧化良率的重点在于适合的氧化剂用量、适合的温度及电流密度,这需要结构件厂商在生产过程中不断探索,寻求突破。
阳极氧化处理相关厂商1、比亚迪2、富士康3、大禹化工4、鸿荣恒铝制品……二、电泳 ( ED-Electrophoresis deposition )电泳:用于不锈钢、铝合金等,可使产品呈现各种颜色,并保持金属光泽,同时增强表面性能,具有较好的防腐性能。
工艺流程:前处理→电泳→烘干技术特点:优点:1、颜色丰富;2、无金属质感,可配合喷砂、抛光、拉丝等;3、液体环境中加工,可实现复杂结构的表面处理;4、工艺成熟、可量产。