机械制造基础作业讲评12
- 格式:pdf
- 大小:9.71 MB
- 文档页数:67

![[09]机械制造基础作业讲评[3]](https://img.taocdn.com/s1/m/33579f2eed630b1c59eeb5c5.png)
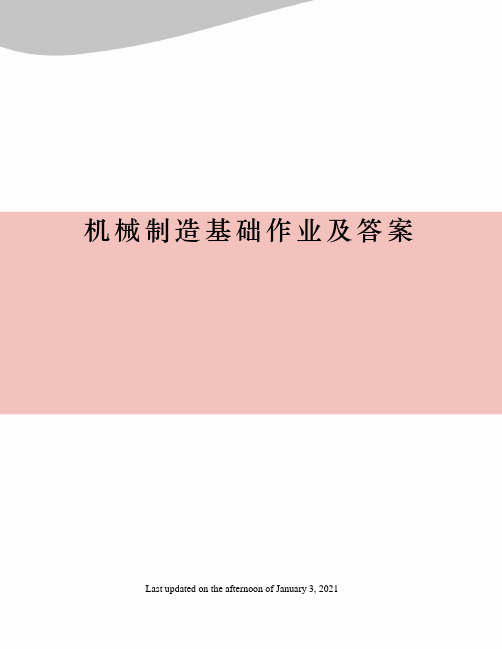
机械制造基础作业(Ⅲ)讲评一、 作业完成情况(1)(数量:共有8人未交作业)其中:交通2009级1班3人未交 交通2009级2班4人未交 过控2009级1班交齐 过控2009级2班1人未交(2)质量;绝大多数同学能认真的完成作业;个别同学潦草从事,从完成作业的思路看缺少查阅其他资料的能力和创新思维,在图纸绘制中,表现突出独立处理问题的能力欠缺。
二、 作业题目分析(1) P168-8 钨极氩弧焊与焊条电弧焊相比有哪些特点?应用范围如何? 答:钨极氩弧焊保护效果优秀,防氢、氧、氮对焊缝引起不利的影响(吸氢;氧化;气孔);主要用于不锈钢和有色金属的焊接使用。
焊条电弧焊主要用于黑色金属的焊接,主要靠焊条药皮起保护作用,保护效果比氩气保护效果差,但是经济。
(2) P168-9 什么叫焊接性?影响焊接性的因素有哪些?解题思路:P150 除了按标准定义回答,加大对定义中三个方面的理解。
1)施焊条件:环境温度、焊接空间位置、焊接设备条件等。
2)构件规范:结构设计的合理性、入系列问题、可操作性。
3)服役条件:规范的力学计算方法、使用条件等。
(3)P168-10 什么叫碳当量?如何计算?有何用处?解题思路:P151除了按标准定义回答外,分析其不完善性。
答(1):将各种化学元素对焊接的影响计算为相当于碳对焊接性的影响。
答(2):1556Cu Ni V Mo Cr Mn C C E ++++++= 答(3):评价焊接性用,其值划分为3个区段。
该公式是简单的数学处理,工程中的实际影响因素较多(如环境温度)。
(4)P168-11 普通低合金钢和奥氏体钢焊接时的主要问题是什么?答:严格控制含碳量,碳会引起裂纹的产生,最好焊接后缓慢冷却,采用消氢处理。
注意晶间腐蚀问题和热裂纹的问题。
快速不摆动,小的线能量。
最好采用氩保护焊接法。
(5)P169-14 0.5吨液氨钢瓶的简化结构,瓶体材料为16MnR,保护罩材料为Q235-A ,阀体外径为65mm,内孔为42mm,高度为60mm 。
机械制造基础作业及答案 Last updated on the afternoon of January 3, 2021一、问答题(每题4分,共20分)1·影响切削变形的因素有哪些,分别是怎样影响切削变形的?答:影响切屑变形的因素很多,主要有:工件材料、刀具前角、切削速度、切削厚度。
工件材料的强度,硬度越大,切屑变形越小,刀具的前角越大,切削刃就越锋利,对切削层金属的挤压也就越小,剪切角就越大,所以,切屑变形也就越小。
切削速度主要是通过积屑瘤和切削温度使剪切角变化而影响切屑变形的,随着切削厚度的增加,使切屑的平均变形减小。
2·简述定位基准中的精基准和粗基准的选择原则。
(1)基准重合原则应尽量选择加工表面的工序基准作为定位基准,称为基准重合原则。
采用基准重合原则,可以直接保证加工精度,避免基准不重合误差。
(2)基准统一原则在零件的加工过程中,应采用同一组精基准定位,尽可能多地加工出零件上的加工表面。
这一原则称为基准统一原则。
(3)自为基准原则选择加工表面本身作为定位基准,这一原则称为自为基准原则。
(4)互为基准原则对于零件上两个有位置精度要求的表面,可以彼此互为定位基准,反复进行加工。
粗基准的选取择原则。
(1)有些零件上的个别表面不需要进行机械加工,为了保证加工表面和非加工表面的位置关系,应该选择非加工表面作为粗基准。
(2)当零件上具有较多需要加工的表面时,粗基准的选择,应有利于合理地分配各加工表面的加工余量。
(3)应尽量选择没有飞边、浇口、冒口或其他缺陷的平整表面作为粗基准,使工件定位可靠。
(4)粗基准在零件的加工过程中一般只能使用一次,由于粗基准的误差很大,重复使用必然产生很大的加工误差。
3·简述提高主轴回转精度应该采取的措施。
答:①提高主轴部件的制造精度首先应提高轴承的回转精度,如选用高精度的滚动轴承或采用高精度的多油楔动压轴承和静压轴承。
其次是提高与轴承相配合零件(箱体支承孔、主轴轴颈)的加工精度。
![【精品】机械制造基础作业讲评[1]](https://img.taocdn.com/s1/m/ace71d1c83c4bb4cf7ecd17c.png)

机械制造基础线下作业第一次作业、主观题 ( 共 8 道小题 )2. 已知下列车刀的主要角度,试画出它们切削部分的示意图。
1) 端面车刀: γ0=15° α0=10° κ r=45 ° κ r ' =452)切断刀:γ0=10° α 0=6° κ r=90 ° κr '=20° 3) 外圆车刀: γ0=15° α0=8°κ r=75 ° κr '=15°(3)3. 实现切削加工的必要条件是什么?答:切削运动,刀具材料,刀具角度加工方法 机床主运动 进给运动车 卧式车床立式车床 工件的旋转运动 刀具的纵向或横向进给 钻台式钻床立式钻床 摇臂钻床刀具的旋转运动刀具的轴向进给镗 卧式镗床 ( 坐标镗床 )刀具的旋转运动工作台纵向进给或横向进给 刀具径向或轴向进给铣 立式铣床、卧式铣床 刀具的旋转运动工作台纵向、横向和垂直进给 刨牛头刨床 龙门刨床 刀具的往复移动 工作台的往复移动 工作台横向进给 刀架水平或垂直进给 插 插床 (圆形工作台 )刀具的往复移动 工作台纵向、横向和圆周进给 拉 拉床 (拉刀 ) 刀具的轴向移动 (靠刀具结构实现)磨平面磨床 外圆磨床内孔磨床 无心磨床砂轮的旋转运动工作台纵向、横向进给 工件圆周进给、 砂轮架纵向、横向进给 纵磨法:靠 Vx 和 Vy 磨削横磨法:横向进给刀具材料 性能特征 适用加工条件1.车外圆时,已知工件转速 n=320r/min ,车刀移动速度v f =64mm/min ,试求切削速度 v c ,进给量 f ,背吃刀量 a p 。
已知待加工表面直径 100mm, 已加工表面直径 94mm.答: V=1.27m/s f=0.2mm/s ap=3mm 答:6. 切削三要素包括那些?各自的定义是什么?答:切削速度,进给量,切削深度,切削速度: 在单位时间内, 刀具(或工件)沿主运动方向的相对位移. 进给量: 主运动在每行程(或每转)内, 工件与刀具之间沿进给运动方向的相对位移. 切削深度: 工件已加工表面与待加工表面间的垂直距离, 即在垂直于进给运动的方向上测量的主切削刃切入工件的深度, 单位mm。
《机械制造基础》作业评讲(doc 11页)《机械制造基础》作业评讲(1)责任教师张莉《机械制造基础》是机械类各专业专科的重要技术基础必选课。
本课程包含金属材料及热处理的基本知识、金属材料的热加工、公差配合与技术测量、形状和位置公差及检测、表面粗糙度及检测、金属切削机床及刀具、机械加工工艺知识等方面的内容,是数控技术专业必须掌握的一门综合性应用技术基础课程。
通过本课程的学习,使学生掌握机械制造的基本知识,为以后其他专业课程的开展打下良好度稍快,所得组织比退火细,硬度和强度有所提高,退火与正火主要用于各种铸件、锻件、热轧型材及焊接构件,由于处理时冷却速度较慢,故对钢的强化作用较小,在许多情况下不能满足使用要求。
除少数性能要求不高的零件外,一般不作为获得最终使用性能的热处理,而主要用于改善其工艺性能,故称为预备热处理。
对于力学性能要求不高的零件,正火可作为最终热处理,低碳钢退火后硬度偏低,切削加工后表面粗糙度高。
正火后可获得合适的硬度,改善切削性能,过共析钢球化退火前进行一次正火,可消除网状二次渗碳体,以保证球化退火时渗碳体全部球粒化。
3、一批45钢(含碳量0.45%)试样(尺寸15 mm×10 mm),因其组织晶粒大小不均匀,需采用退火处理。
应采用以下哪种退火工艺?(1)缓慢加热至700℃,保温足够时问,随炉冷却至室温;(2)缓慢加热至840℃,保温足够时间,随炉冷却至室温;(3)缓慢加热至1l00℃,保温足够时间,随炉冷却至室温。
涉及的知识点及答题分析:这个题的考核知识点是退火的原理和分类。
答:采用(2)种,即完全退火,:“完全”是退火件加热获得完全的奥氏体组织,也就是钢的组织全部进行了重结晶,所以,原来的晶粒组大,组织不匀,有内应力,塑性、韧性差,易裂,变形可以解决,但必须控制退火加热温度,否则晶粒仍粗大。
4、现有40Cr钢制造的机床主轴,心部要求良好的强韧性(200~300HBS),轴颈处要求硬而耐磨(54~58HRC),试问:(1)应进行哪种预处理和最终热处理?(2)热处理后获得什么组织?(3)热处理工序在加工工艺路线中位置如何安排?涉及的知识点及答题分析:这个题的考核知识点是热处理的应用。