金刚石线切割机的选用
- 格式:docx
- 大小:491.61 KB
- 文档页数:6
金刚石锯片规格内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展金刚石锯片规格目前,国内石材加工锯片基体规格通常为105--3500mm(国外最大国锯片的规格为5000mm).其中,250mm以下规格锯片主要用在手持式、半专业型切割机上进行装修、饰材加工;P350-500mm规格据片主要用于半成品板材的建材加工成工程切槽(断);600-900mm规格据片主要用于类似墓碑、墓柱等较厚石板(柱)的成型锯切加工。
1000mm 以上的规格锯片主要用于荒料的锯切成材(板)加工,目前尤以例1600mm锯片使用最为普遍。
一般称250mm以下规格的圆锯片为小直径锯片,适用于切割大理石、花岗岩、瓷砖、混凝土、装饰材料及建筑物飞破坏开槽等,具有切割快、割缝孝功耗低、缝里、耐磨等特点,可采用干切和湿切两种类型。
用于板材切割圆锯片主要是指半成品板的切割用锯片。
直径一般在900mm以下。
适用于花岗石、大理石、石灰石、砂岩及板岩等各种石材的切边加工,适用于桥式切机及各种手动锯机。
石材荒料切别是指将从矿山开采出来的立体石材切割成板材,石材荒料的圆锯片切割需要采用大直径锯片,据片直径一般在1600-4500mm之间。
切割荒料的金刚石大据片采用基体和刀头焊接而成。
一般采用高频焊接。
刀头多采用三层、截面为梯形的结构,以消除侧面摩攘和横向偏差,改善刀头导向性能。
提高锯切精度和质最。
根据锯切石材硬度的不同,一般刀头尺寸和结构也不同,刀头在基体宽度方向应有均衡的比例。
保证排屑顺畅及刀头均匀磨损。
厚的据片刀头寿命长、但切割速度低、薄的锯片刀头寿命短,但切割速度高。
较薄刀头据切石材时因有较小的接触面积而锯切阻力校可用于切割石饭材荒料如花岗石,砂岩等各种含石英的石材,适用于桥切机及单臂切机。
金刚石多线切割工艺对高纯4H-SiC晶片翘曲度的影响徐伟;王英民;何超;靳霄曦;谷晓晓【摘要】描述了高纯SiC晶体材料的加工方法,分析了金刚石多线各种切割工艺对高纯SiC晶体的切割效果及效率的影响,并基于金刚石切割SiC晶体的理论依据,结合各种工艺试验数据及切割片数据,总结出相对稳定的工艺条件,并在这类工艺条件下,得出较低翘曲度的高纯SiC晶片,满足下游客户的要求,采用TROPEL FM-100平坦度测试仪分析各种切割工艺条件下的高纯100 mm 4H-SiC切割片表面形貌.【期刊名称】《工业设计》【年(卷),期】2017(000)007【总页数】2页(P126-127)【关键词】金刚石线;高纯4H-SiC晶片;翘曲度【作者】徐伟;王英民;何超;靳霄曦;谷晓晓【作者单位】中国电子科技集团公司第二研究所;中国电子科技集团公司第二研究所;中国电子科技集团公司第二研究所;中国电子科技集团公司第二研究所;中国电子科技集团公司第二研究所【正文语种】中文【中图分类】TG48碳化硅(SiC)具有高功率密度、低热损耗、强抗辐射能力,因此,这种半导体被认为是当前最有研究价值且最适宜产业化推广的新型半导体衬底材料。
由于碳化硅材料的莫氏硬度大约为9.25,尤其是高纯碳化硅晶体材料的切割研磨抛光难度大,使用内圆切割机、单线切割机等传统切割方式已不能有效提高切割效率。
在SiC晶体的切割过程中,SiC晶片切割后的指标参数在加工工序中占有很重要的地位,如果切片几何参数质量好,则可减少后续的磨抛工作量以及生产成本,提高最终SiC抛光片的几何参数加工质量。
因此,目前主体SiC晶体线切割工序均采用金刚石多线切割工艺进行SiC晶体的切割。
晶体切割过程中的工艺参数控制对晶片翘曲度的影响最大,主要受制于切割线速度、进给速率、切割张力以及金刚石线用线量等工艺参数,当这些工艺参数相互匹配时,SiC切割片的翘曲度会被控制在较低范围内。
高纯4H-SiC晶片切割选用高速金刚石多线切割机,试验装置的切割原理为4H-SiC晶棒(见图1所示),垂直于金刚石线向下进给,金刚石线由可正反向旋转的导轮带动,当导轮作顺时针(逆时针)转动使走线达到每步程序设定的最大长度时,导轮在控制系统作用下实现逆向转动,从而使金刚石线往复运转实现切割,同时晶棒在摇摆电机的驱动下实现摆动切割。
晶棒切割工艺 导言 晶棒切割工艺是指将晶体材料制成晶棒并进行切割的工艺过程。晶棒切割是制备半导体元器件和光学器件的重要步骤之一,对于提高器件性能和降低制造成本具有重要意义。本文将介绍晶棒切割工艺的概念和原理、切割方法、设备选型以及切割后的处理方法等相关内容。
1. 概念和原理 晶棒切割工艺是将晶体材料切割成固定尺寸和形状的小片或小块的过程。晶体材料可以是硅、砷化镓、氮化硅等半导体材料,也可以是石英、硼酸盐等光学材料。晶棒切割的目的是为了得到具有特定尺寸和形状的晶体小片,用于制备各种半导体元器件和光学器件。
晶棒切割的原理是基于晶体的结构特性和切割工具的物理性质。晶体是由原子或分子有序排列而成的,具有特定的晶格结构。在切割过程中,切割工具对晶体施加力,产生切割应力。当切割应力超过晶体的断裂强度时,晶体会发生断裂,从而得到切割形状和尺寸符合要求的晶体小片。
2. 切割方法 根据晶体材料的不同特性和切割要求,晶棒切割可以采用多种切割方法。常见的切割方法包括:
2.1 钻石锯切割法 钻石锯切割法是最常用的切割方法之一。它利用高硬度的人造合成金刚石作为切割工具,通过旋转刀片对晶体进行切割。钻石锯切割法适用于较硬的晶体材料,如硅、砷化镓等。 2.2 线切割法 线切割法是利用金属丝线或金刚线作为切割工具进行切割的方法。金属丝线或金刚线通过电解腐蚀或机械方式进行切割,可实现较高精度和较小切割宽度。线切割法适用于脆性较大的晶体材料,如石英、硼酸盐等。
2.3 研磨切割法 研磨切割法是利用研磨砂轮对晶体进行切割的方法。研磨砂轮由研磨颗粒和粘合剂组成,旋转时对晶体进行研磨切割。研磨切割法适用于硬度较低的晶体材料,如玻璃、塑料等。
3. 设备选型 根据切割方法的不同,晶棒切割需要使用不同类型的设备。常见的晶棒切割设备包括:
3.1 钻石锯机 钻石锯机是用于钻石锯切割的设备。它由机架、电机、切割刀片等组成,具有切割速度快、效率高的特点。钻石锯机可根据不同切割需求选择不同规格和型号的切割刀片。
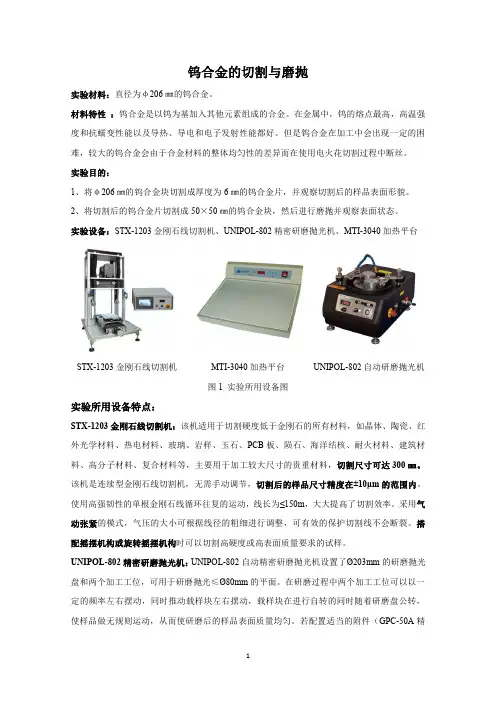
钨合金的切割与磨抛实验材料:直径为φ206㎜的钨合金。
材料特性:钨合金是以钨为基加入其他元素组成的合金。
在金属中,钨的熔点最高,高温强度和抗蠕变性能以及导热、导电和电子发射性能都好。
但是钨合金在加工中会出现一定的困难,较大的钨合金会由于合金材料的整体均匀性的差异而在使用电火花切割过程中断丝。
实验目的:1、将φ206㎜的钨合金块切割成厚度为6㎜的钨合金片,并观察切割后的样品表面形貌。
2、将切割后的钨合金片切割成50×50㎜的钨合金块,然后进行磨抛并观察表面状态。
实验设备:STX-1203金刚石线切割机、UNIPOL-802精密研磨抛光机、MTI-3040加热平台STX-1203金刚石线切割机MTI-3040加热平台UNIPOL-802自动研磨抛光机图1实验所用设备图实验所用设备特点:STX-1203金刚石线切割机:该机适用于切割硬度低于金刚石的所有材料,如晶体、陶瓷、红外光学材料、热电材料、玻璃、岩样、玉石、PCB板、陨石、海洋结核、耐火材料、建筑材料、高分子材料、复合材料等,主要用于加工较大尺寸的贵重材料,切割尺寸可达300㎜。
该机是连续型金刚石线切割机,无需手动调节,切割后的样品尺寸精度在±10μm的范围内。
使用高强韧性的单根金刚石线循环往复的运动,线长为≤150m,大大提高了切割效率。
采用气动张紧的模式,气压的大小可根据线径的粗细进行调整,可有效的保护切割线不会断裂。
搭配摇摆机构或旋转摇摆机构时可以切割高硬度或高表面质量要求的试样。
UNIPOL-802精密研磨抛光机:UNIPOL-802自动精密研磨抛光机设置了Ø203mm的研磨抛光盘和两个加工工位,可用于研磨抛光≤Ø80mm的平面。
在研磨过程中两个加工工位可以以一定的频率左右摆动,同时推动载样块左右摆动,载样块在进行自转的同时随着研磨盘公转,使样品做无规则运动,从而使研磨后的样品表面质量均匀。
若配置适当的附件(GPC-50A精密磨抛控制仪),可批量生产高质量的平面磨抛产品。
无机非金属材料扫描样品的制备流程样品要求:试样经切割和磨抛处理成适宜扫描电镜观察的大小后还应进行喷金或蒸碳处理,使其导电。
切割设备:沈阳科晶自动化设备有限公司生产适用于无机非金属材料切割的的金刚石线切割机的型号有STX-202A、STX-1202A、STX-202AQ、STX-603、STX-2401、STX-402、STX-2017种。
外圆切割机的型号有:SYJ-400、SYJ-200、SYJ-150、SYJ-160、SYJ-800、SYJ-506种。
可根据材料的大小、切割的具体要求选择合适的切割设备。
耗材:金刚石线切割机用的各类直径的金刚石线、外圆切割机用的各类锯片、切割专用油、切割冷却粉、油石。
切割辅助设备:沈阳科晶自动化设备有限公司生产的MTI-3040和MTI-250加热平台,设备操作简单,温度≤200℃。
耗材:陶瓷树脂衬垫、石蜡试样的镶嵌:沈阳科晶自动化设备有限公司生产的适用于无机非金属材料的冷镶嵌机的型号为CXQ-2500。
耗材:水晶胶、硬性冷镶模、软性冷镶模、弹性样品夹(冷镶嵌)样品的磨抛:沈阳科晶自动化设备有限公司生产的手动研磨抛光机型号有UNIPOL-820、UNIPOL-830、UNIPOL-1210三种。
自动精密研磨抛光机型号有UNIPOL-810、UNIPOL-802、UNIPOL-1202、UNIPOL-1502四种。
自动压力研磨抛光机型号有UNIPOL-1000D、UNIPOL-1200S、UNIPOL-1200M、UNIPOL-800M、UNIPOL-1260五种。
及双面研磨抛光机UNIPOL-160D一种。
耗材:砂纸、金刚石磨片、树脂基金刚石磨片、研磨纸、研抛底片、磨料、抛光垫、抛光液、抛光膏、磁力橡胶样品的清洗:沈阳科晶自动化设备有限公司生产的超声波清洗机的型号有VGT-1620QTD、VGT-1620TD 两种。
等离子清洗设备的型号有PCE-6、PCE-8两种。
树脂硬度对金刚石切割线切割性能的影响高伟;李军;马伯江;王东雪【摘要】研究不同树脂结合剂对金刚石切割线切割性能的影响.分别采用纯酚醛树脂、环氧改性酚醛树脂、芳烷基改性酚醛树脂制备树脂固化硬度试样,并检测试样的肖氏硬度.用扫描电镜观察树脂固化后的试样断裂表面,发现不同树脂固化后的致密程度不同.分别制作金刚石切割线进行单晶硅切割实验.实验结果表明:采用固化硬度高、固化后致密性好的纯酚醛树脂制作的切割线在切割时的线弓最小,加切时间较短,金刚石颗粒不易脱落,切割能力强.【期刊名称】《金刚石与磨料磨具工程》【年(卷),期】2019(039)001【总页数】4页(P72-75)【关键词】树脂固化;肖氏硬度;断裂表面;硅片切割【作者】高伟;李军;马伯江;王东雪【作者单位】青岛科技大学机电工程学院,山东青岛 266061;青岛科技大学机电工程学院,山东青岛 266061;青岛科技大学机电工程学院,山东青岛 266061;青岛高测科技股份有限公司,山东青岛 266114【正文语种】中文【中图分类】TG74;TQ164;TG58随着单晶硅尺寸的增大和对切片质量以及切割效率的要求提高,游离磨料线锯切割已经不能满足生产需求,固结磨料金刚石切割线受到广泛关注[1]。
固结磨料金刚石切割线主要分为电镀金刚石切割线和树脂金刚石切割线[2]。
其中,树脂金刚石切割线(简称树脂线)具有制造工艺简单、成本低、效率高、环境污染小、加工表面质量好等优点[3-5]。
树脂线的切割性能很大程度上取决于树脂结合剂的性能。
在切割单晶硅时,要求树脂结合剂同基体和金刚石颗粒结合良好,防止金刚石脱落造成切割线失效;树脂线与工件的摩擦会产生大量的热,要求树脂的耐热性好。
葛培琪等[6]选用双酚 A 型环氧树脂与热固性酚醛树脂作为结合剂、纳米金属粒子作为填料,提高了其耐热性和黏结力。
孙毅等[7]选用酚醛树脂作为结合剂、碳化硅粉体作为填料,并分别加入镍粉和铬粉,提高了树脂结合剂对金刚石的把持力。
混凝土切割锯片型号选择一、背景介绍混凝土是建筑工程中常见的材料之一,其硬度和密度较高,需要使用专门的工具进行切割。
切割锯片是混凝土切割过程中不可或缺的工具,不同型号的切割锯片适用于不同的混凝土切割工作。
因此,在混凝土切割工作中,选择合适的切割锯片型号非常重要。
二、切割锯片的分类根据不同的材料和切割方式,切割锯片可以分为多种类型。
常见的切割锯片类型包括:金刚石切割锯片、硬质合金切割锯片、高速切割锯片等。
三、金刚石切割锯片的选择金刚石切割锯片是混凝土切割中最常用的类型之一,其材料硬度高、耐磨性强、切割效率高。
选择金刚石切割锯片时需要注意以下几点:1. 金刚石颗粒大小:金刚石颗粒越大,切割效率越高,但也会导致锯片寿命变短。
因此,需要根据具体的切割工作来选择金刚石颗粒大小。
2. 金刚石切割层厚度:金刚石切割层厚度越厚,切割效率越高,但也会导致锯片价格更高。
因此,需要根据具体的切割需求和预算来选择金刚石切割层厚度。
3. 金刚石切割锯片的直径和内孔直径:需要根据具体的切割机型号来选择合适的直径和内孔直径。
四、硬质合金切割锯片的选择硬质合金切割锯片是一种适用于混凝土、石材等硬质材料切割的锯片。
选择硬质合金切割锯片时需要注意以下几点:1. 硬质合金颗粒大小和质量:硬质合金颗粒越大、质量越好,切割效率和寿命越高,但也会导致价格更高。
2. 切割锯片的齿数:齿数越多,切割效率越高,但也会导致锯片寿命变短。
因此,需要根据具体的切割需求来选择齿数。
3. 切割锯片的直径和内孔直径:需要根据具体的切割机型号来选择合适的直径和内孔直径。
五、高速切割锯片的选择高速切割锯片适用于对混凝土等材料进行快速切割的工作。
选择高速切割锯片时需要注意以下几点:1. 切割锯片的直径和内孔直径:需要根据具体的切割机型号来选择合适的直径和内孔直径。
2. 切割锯片的材料:高速切割锯片的材料需要具有高强度和耐磨性。
3. 切割锯片的厚度:切割锯片的厚度越大,切割效率越高,但也会导致锯片寿命变短。
线切割机操作使用的方法线切割机是一种常见的金属切割设备,可以通过高速旋转的金刚石线切割轮将金属材料切割成所需尺寸和形状。
下面是关于线切割机的操作使用方法的详细介绍:1.安全注意事项在操作线切割机之前,务必注意以下安全事项:-穿戴适当的个人防护装备,如安全帽、防护眼镜、防护手套等。
-检查机器是否处于正常工作状态,如切割轮是否紧固、电源是否接地等。
-将工作区域清理干净,避免绊倒或滑倒的危险。
-确保工件固定在工作台上,避免在切割过程中移动或滑动。
2.调整切割机设置在操作切割机之前,需要进行一些设置,以确保切割过程的准确性和效率:-选择适当的切割轮,根据切割材料的类型和厚度来选择合适的切割轮。
-调整切割速度和切割压力,根据切割材料的硬度和厚度来调整合适的切割速度和切割压力。
-调整切割深度,根据需要切割的材料厚度来调整切割深度。
3.进行切割操作在进行切割操作之前,需要按照以下步骤进行:-将工件放置在工作台上并夹紧,确保固定牢固。
-启动切割机,并调整切割头位置,使切割轮与工件接触。
-开始切割,通过按下切割按钮或踏下脚踏开关来启动切割机,将切割轮沿着所需切割路径移动。
-在切割过程中,保持切割轮与工件的接触,避免过度施加压力或快速移动导致切割不均匀。
-根据需要,可以调整切割速度、切割深度和切割轮的位置来获得所需的切割效果。
4.切割完毕后的操作在完成切割任务后,需要进行以下操作:-关闭切割机,保持安全状态。
-检查切割结果,确保切割面光滑、尺寸准确。
-清理切割渣和废料,将其妥善处理,避免造成安全隐患。
-维护切割机,包括清洁切割轮和切割头、检查切割轮的磨损情况等。
5.日常维护和保养定期进行切割机的维护保养,可以延长其寿命和维持工作效率:-清洁切割轮和切割头,避免积聚灰尘和金属渣。
-保持机器的润滑,检查润滑系统的工作正常,添加润滑油或润滑脂。
-定期检查切割轮是否磨损,如发现磨损,及时更换切割轮。
-检查电源线和电源插头,确保接口良好,避免漏电或短路的危险。
金刚石衬底的切割和抛光方法
金刚石衬底的切割和抛光方法可以采用以下步骤:
1. 切割:将大块金刚石原料切割成所需尺寸的片状。
可以使用线切割、激光切割或金刚石锯片等方法进行切割。
2. 研磨:将切割后的金刚石片状原料进行研磨,以去除切割过程中产生的毛刺、锐角和表面不平整的部分。
3. 抛光:使用抛光布、抛光液和抛光轮等工具对研磨后的金刚石表面进行抛光,以获得光滑的表面。
可以采用机械抛光、化学抛光或电化学抛光等方法进行抛光处理。
4. 清洗:在抛光后,需要将金刚石衬底进行清洗,以去除表面残留的抛光液、杂质和微粒等。
可以使用各种清洗剂和超声波清洗等方法进行清洗。
5. 检测:最后,需要对金刚石衬底进行检测,以确保其表面质量、光学性能和机械性能等达到要求。
可以采用各种检测方法,如表面形貌测量、光学性能测试和硬度测试等。
需要注意的是,金刚石的硬度非常高,因此需要采用特殊的工具和方法进行处理。
同时,由于金刚石容易受到高温和化学物质的侵蚀,因此在加工过程中需要严格控制温度和化学环境,并避免长时间暴露在空气中或受到紫外线照射等影响。
金刚线线切割设备工作原理Diamond wire cutting equipment is a type of cutting technology that uses a wire with diamond segments to cut various materials such as concrete, stone, and metal. 金刚线切割设备是一种使用带有金刚石片段的金刚线来切割混凝土、石材和金属等各种材料的切割技术。
The working principle of diamond wire cutting equipment involves the use of a continuous wire loop embedded with diamond segments that are pulled through the material to be cut. 金刚线切割设备的工作原理涉及使用嵌有金刚石片段的连续线圈,通过被切割的材料拉动。
One perspective to consider when discussing the working principle of diamond wire cutting equipment is the mechanical process involved in the cutting. 进行讨论金刚线切割设备工作原理时应考虑的一个角度是切割中涉及的机械过程。
The wire is constantly pulled through the material, and as the diamond segments come into contact with the material, they are able to cut through it due to the hardness and abrasive properties ofthe diamonds. 金刚线不断由材料拉过,当金刚石片段接触到材料时,由于金刚石的硬度和磨蚀性能,它们能够切割材料。
第50卷第5期2021年5月人㊀工㊀晶㊀体㊀学㊀报JOURNAL OF SYNTHETIC CRYSTALS Vol.50㊀No.5May,2021金刚石线锯成形加工硬脆材料圆弧的正交试验研究王亚帅1,2,王燕青1,2,杨胜强1,2(1.太原理工大学机械与运载工程学院,太原㊀030024;2.太原理工大学,精密加工山西省重点实验室,太原㊀030024)摘要:针对硬脆材料圆盘件的成形切割问题,提出一种基于电镀金刚石线锯的成形切割方法并进行切割试验,采用3因素4水平正交试验系统研究切割线速度V (A)㊁转台W 轴转速n (B)和金刚石线锯的张紧力F (C)对圆弧面径向跳动㊁线弓角度㊁切割效率以及表面粗糙度的影响规律㊂结果表明:W 轴转速对圆弧的径向跳动(即圆度)㊁切割效率以及表面粗糙度影响最大,张紧力的影响次之,线速度的影响最小;张紧力对线弓角度影响最大,线速度的影响次之,W 轴转速影响最小;在本试验条件范围内,经过试验验证得出的最优工艺参数组合为A3B1C1,即金刚石线锯的线速度为8.96m /s,转台转速为0.25r /h,张紧力为12N㊂且径向跳动㊁线弓角度㊁切割效率和表面粗糙度的极差分析结果与其方差结果一致㊂关键词:金刚石线锯切割;硬脆材料;圆形零件;成形加工;正交试验;圆度中图分类号:TG58;TG669;TH161+.12㊀㊀文献标志码:A ㊀㊀文章编号:1000-985X (2021)05-0900-08Orthogonal Experimental Study on Circular Arc Machining of Hard and Brittle Materials with Diamond Wire SawWANG Yashuai 1,2,WANG Yanqing 1,2,YANG Shengqiang 1,2(1.School of Mechanical and Vehicle Engineering,Taiyuan University of Technology,Taiyuan 030024,China;2.Key Laboratory of Precision Machining of Shanxi Province,Taiyuan University of Technology,Taiyuan 030024,China)Abstract :In order to solve the problem of shape cutting hard brittle material disc parts,a shape cutting method based on electroplated diamond wire saw was proposed and the cutting experiment was carried out.The effects of cutting speed V (A),rotating speed n (B)of rotary table W axis and tension force F (C)of diamond wire saw on radial runout,wire bow angle,cutting efficiency and surface roughness of circular arc surface were studied systematically by using three factor and four level orthogonal test.The results show that the influence of W-axis speed on the radial runout (roundness),cutting efficiency and surface roughness of arc is the largest,followed by the tension force and the linear velocity.The influence of tension force on the wire bow angle is the largest,followed by the linear velocity and the W-axis speed is the smallest.In the range of the testconditions,the optimal combination of process parameters are A3B1C1,that is,the linear speed of diamond wire saw is8.96m /s,the rotating speed of rotary table is 0.25r /h,and the tension force is 12N.The range analysis results of radial runout,wire bow angle,cutting efficiency and surface roughness are consistent with their variance results.Key words :diamond wire saw cutting;hard brittle material;round part;forming processing;orthogonal test;roundness ㊀㊀收稿日期:2021-01-13㊀㊀作者简介:王亚帅(1993 ),男,河北省人,硕士研究生㊂E-mail:1556543671@ ㊀㊀通信作者:王燕青,博士,副教授㊂E-mail:yanqing0680@0㊀引㊀㊀言随着科学技术的飞速发展,硬脆材料在精密机械零件中的应用越来越广泛㊂由文献[1]可知:硬脆材料主要有工程陶瓷㊁硅晶体㊁钕铁硼等,这些硬脆材料具有硬度高㊁耐高温㊁耐腐蚀㊁耐磨损以及自身重量轻和良好的自润滑性等性能㊂其中的工程陶瓷是指应用于机械设备和其他工业领域的陶瓷,主要有氧化铝㊁氧化锆㊁氮化硅㊁碳化硅㊁陶瓷玻璃等,在电子㊁机械㊁航空航天㊁装甲车㊁航母等国防领域得到广泛应用㊂如西方发达国家把工程陶瓷材料应用于发动机上,主要产品有陶瓷转子㊁陶瓷活塞销㊁陶瓷挺柱㊁陶瓷电热塞等㊂陶瓷㊀第5期王亚帅等:金刚石线锯成形加工硬脆材料圆弧的正交试验研究901㊀转子主要用于装甲车发动机中,其优点是质量轻㊁成本低㊁惯性小㊁加速响应性能改善,可以减少烟雾和微粒排放等㊂工程陶瓷在轴承中的应用主要是陶瓷轴承,由于具有高耐磨性,从而显著提高了其极限转速,且因其具有电绝缘性而被应用于航空航天飞行器主电动机中,可避免常规主电动机用轴承的电蚀损伤,提高其使用寿命,并降低噪声,适应复杂多变的飞行环境[1]㊂传统工程陶瓷的圆形零件成形加工方法有[1]:(1)电镀金刚石薄壁钻,其缺点是噪音大㊁表面粗糙度差㊁切缝大㊁材料浪费等[2],且易出现崩裂现象,难以用来加工大直径陶瓷件;(2)水射流切割,其缺点是水射流直径大,切口宽度大,易发生切割面上缘塌肩,且切割面倾斜㊁切割面粗糙度大㊁有缺口等;(3)激光加工,其缺点是加工成本高,激光器维护耗损大,主机耗电量大,不能切割大厚度陶瓷工件;(4)超声加工,其缺点是加工速度慢㊁加工效率低㊂因此,非常需要一种新的加工方法来加工硬脆材料圆形零件㊂目前还没有学者对金刚石线锯成形加工硬脆材料(线锯走曲线切割轨迹)进行研究,与电火花线切割机床利用数控编程驱使X㊁Y工作台做圆周运动成形加工圆形零件不同的是,电火花线切割是非接触式加工,而金刚石线锯是接触式加工,在利用X㊁Y工作台做圆周运动成形加工圆形零件时由于其线弓的存在,最终切割不了圆形,而且会把上下导丝轮磨损导致其失效,这种加工硬脆材料圆形零件的方法不可取,所以研究金刚石线锯成形加工硬脆材料具有非常重要的意义㊂硬脆材料圆形零件的金刚石线锯切割就是一种新型的加工方法,具有切割工件表面粗糙度小㊁切缝小㊁节约贵重硬脆材料㊁环保无污染㊁加工过程噪音小㊁切割圆度好等优点[3]㊂张辽远等[4-5]研究了金刚石线锯切割碳纤维复合材料的锯切工艺,结果表明:适当降低线锯进给速度和提高线锯线速度时,碳纤维复合材料的切缝轨迹更加理想㊂李淑娟等[6]对SiC单晶片加工过程中的切割力进行分析与建模,结果表明:切割力理论模型可以对SiC单晶片在同等线锯切割环境下的切割力进行有效预测,为切削力的优化控制提供了理论依据㊂孟剑峰等[7]利用环形电镀金刚石线锯对硬脆材料单晶硅㊁LT55陶瓷进行切割试验,研究了锯切力㊁材料加工表面质量及锯丝的磨损等;庞继伟等[8]为探究线锯锯切工艺参数对多晶硅切片表面特性的影响,揭示电镀金刚石锯丝的磨损机理,开展了光伏多晶硅的电镀金刚石线锯切片试验㊂金刚石线锯切割作为一种新的硬脆材料成形加工圆形零件方法,探索其加工曲线轨迹,并进行金刚石线锯切割圆形零件工艺试验研究,对拓展该加工方法的应用范围和加工能力具有重要意义[9]㊂为此,本文基于中走丝电火花线切割机床改装而成的单线往复式金刚石线锯切割机床,对硬脆刚玉材料进行圆形工件切割加工,研究金刚石线锯切割线速度㊁W轴转台转速㊁金刚石线锯的张紧力对金刚石线锯切割的刚玉圆弧面影响规律㊂1㊀实㊀㊀验1.1㊀试验条件试验所用设备是由中走丝电火花线切割机床改装而成的单线往复式金刚石线锯切割机床,试验设备如图1所示㊂图1中的金刚石线锯线速度由三相异步电机控制,在该机床基础上增加一个数控主轴转台W轴转台,其控制系统采用FPGA发射脉冲信号给伺服电机驱动器,进而控制转台W轴的转速㊂金刚石线锯选用直径为ϕ0.18mm的电镀金刚石线,通过最大丝张紧力拉断试验测试出金刚石线的最大张紧力为35N㊂试验时切削液为水,试验工件为60mmˑ33mmˑ6mm的长方体刚玉块,用金刚石线对其切割出半径为65mm的六分之一圆弧㊂1.2㊀圆弧面质量检测指标圆弧面的质量指标主要有圆度㊁线弓角度㊁切割效率以及表面粗糙度等[10]㊂切割的刚玉圆弧面的圆度采用基恩士LK-G3001V高速㊁高精度CCD激光位移传感器测量㊂测量时,激光位移传感器采集并记录1万多个点的位置值,用采集数据的极差来分析圆弧面的圆度㊂用圆弧面的径向跳动来反映圆度的好坏程度,并用日本基恩士公司的LK-G85高速㊁高精度激光位移传感器来测量㊂初始加工时,金刚石线锯丝处于竖直状态;随着加工的进行,线弓逐渐形成,当工件的切割速度与转台进给速度匹配时,最终形成稳定线弓,实现稳定加工㊂测量线弓角度方法为:当切割加工终止时,瞬时停止转台转动,线锯丝恢复竖直状态,移动金刚石线至工件上的终止加工位置,采用线切割机床工作台的手轮分别记902㊀研究论文人工晶体学报㊀㊀㊀㊀㊀㊀第50卷录金刚石线移动前后机床的坐标位置(手轮上自带刻度,每圈4mm,刻度盘上分400格,每格位移为0.01mm),坐标位置差即为线弓在水平面内的投影长度,并分别记为G X ㊁G Y ;然后,依据上下导轮间距Z (由刻度尺测量其距离)分别计算X ㊁Y 方向的线弓角:α=arctan(G X /Z )(1)β=arctan(G Y /Z )(2)切割效率定义为每秒内的切割面积㊂采用秒表测量初始加工到切割完成所用的时间t ,切割面积是半径R 为65mm 的六分之一圆弧面的面积S (可用圆弧面积公式计算得出),所以切割效率为η=S /t ㊂圆弧面的表面粗糙度由M2粗糙度仪测量㊂图1㊀金刚石线切割刚玉圆弧面试验平台Fig.1㊀Test platform of diamond wire cutting brown corundum round arc surface 1.3㊀试验设计影响圆弧面圆度㊁切割效率㊁线弓角度以及表面粗糙度的因素主要有线速度㊁W 轴转速㊁张紧力等,本文设计3因素4水平正交试验㊂工艺参数各水平值的来源选择,线速度各水平来源:试验所选的机床上包含丝速值1.12m /s㊁3.36m /s㊁4.48m /s㊁6.72m /s㊁8.96m /s㊁10.08m /s㊁11.2m /s 共七个值,由于1.12m /s 速度太小,在与最快的转速组合时线弓产生会特别大会把丝拉断,所以最小值选取3.36m /s;由于4.48m /s 现象与3.36m /s 相差不大所以中间值选取6.72m /s 和8.96m /s,最大值选择11.2m /s 进行试验㊂张紧力各水平参数选择依据:由于在本机床允许范围内做最大张紧力切割试验发现,最大张紧力超过35N 时丝会发生断裂,所以最大丝张紧力定为30N,做最小丝张紧力试验时发现丝张紧力小于10N 时会出现压丝脱丝现象,所以最小值取12N,每个水平之间相差6N,即12N㊁18N㊁24N㊁30N㊂W 轴转速各水平参数选择依据:在做转台最快切割试验时发现,转速大于1r /h 时在与最小丝速最小张紧力组合时会出现损害导丝轮的现象而且易发生断丝,所以转速最大值选择1r /h,依次按倍数减小选择0.50r /h㊁0.33r /h㊁0.25r /h,当最慢转速低于0.25r /h 时加工效率会特别低,不可取,依次确定转速各水平值㊂选用L 16(43)正交表㊂表1为金刚石线锯切割刚玉圆弧面的锯切工艺参数因素水平表㊂表1㊀工艺参数因素及水平表Table 1㊀Process parameter factors and levels水平因素A B C线速度v /(m㊃s -1)W 轴转速n /(r㊃h -1)张紧力F /N 1 3.360.25122 6.720.331838.960.5024411.20 1.00301.4㊀试验过程工件装夹后,选取表1的特定工艺参数组合对工件进行加工㊂金刚石线锯切割刚玉圆弧加工示意图如图2所示,机床工作台不动,通过伺服电机驱动转台,使装夹工件的转台W 轴转动,从而实现金刚石线锯切割出刚玉圆弧面,并使用激光位移传感器采集所切割的圆弧面数据㊂㊀第5期王亚帅等:金刚石线锯成形加工硬脆材料圆弧的正交试验研究903㊀图2㊀金刚石线切割刚玉圆弧示意图Fig.2㊀Schematic diagram of diamond wire cutting corundum arc 2㊀结果与讨论2.1㊀正交试验设计结果及极差分析结果工艺参数正交试验表及试验结果见表2,表2中的线弓角度只列出α的值㊂表3~表6为各试验结果的极差分析结果,表中的K1㊁K2㊁K3㊁K4分别表示各因素下1㊁2㊁3㊁4水平所对应的切割刚玉圆弧面指标测量值之和,L1㊁L2㊁L3㊁L4分别表示各因素下1㊁2㊁3㊁4水平所对应的切割刚玉圆弧面指标测量值的平均值㊂表2㊀正交试验设计表Table 2㊀Orthogonal experimental design table试验号M 因素组合试验结果A B C 径向跳动H /mm 线弓角度α/(ʎ)切割效率η/(mm 2㊃s -1)表面粗糙度Ra /μm 11110.1000.2860.214 2.039721220.1200.3340.242 1.901531330.1200.7160.380 2.160041440.2500.0480.718 2.394052120.0950.0950.190 1.980562210.0680.0100.222 2.451672340.1200.0680.370 2.698782430.1500.6210.761 2.413393130.0750.0950.183 1.9743103240.1000.0950.250 2.6883113310.1000.1430.372 1.8144123420.1400.3340.680 3.2849134140.0800.0240.194 2.2022144230.1700.1240.254 2.9107154320.2200.2390.361 2.2885164410.1000.2290.756 2.0698904㊀研究论文人工晶体学报㊀㊀㊀㊀㊀㊀第50卷表3㊀径向跳动的极差分析结果Table3㊀Range analysis results of radial runout径向跳动H/mmA B CK10.5900.3500.368K20.4330.4580.575K30.4150.5600.515K40.5700.6400.550L10.1480.0880.092L20.1080.1150.144L30.1040.1400.129L40.1430.1600.138极差R0.0440.0730.052表4㊀线弓角度的极差分析结果Table4㊀Range analysis results of pantograph angle线弓角度α/(ʎ)A B CK1 1.3840.5000.668K20.7940.563 1.002K30.667 1.166 1.556K40.616 1.2320.235L10.3460.1250.167L20.1990.1410.251L30.1670.2920.389L40.1540.3080.059极差R0.1920.1830.330表5㊀切割效率的极差分析结果Table5㊀Range analysis results of cutting efficiency切割效率η/(mm2㊃s-1)A B CK1 1.5540.781 1.564K2 1.5430.968 1.473K3 1.485 1.483 1.578K4 1.565 2.315 1.532L10.3890.1950.391L20.3860.2420.368L30.3710.3710.395L40.3910.5790.383极差R0.0200.3840.026表6㊀表面粗糙度的极差分析结果Table6㊀Range analysis results of surface roughness表面粗糙度Ra/μmA B CK18.4958.1978.376K29.5449.9529.455K39.7628.9629.458K49.47110.1609.898L1 2.124 2.049 2.094L2 2.386 2.488 2.364L3 2.440 2.240 2.365L4 2.368 2.541 2.496极差R0.3170.4910.402㊀第5期王亚帅等:金刚石线锯成形加工硬脆材料圆弧的正交试验研究905㊀㊀㊀表2中的正交试验1~8号和9~16号的数据采集分别如图3和图4所示㊂图3㊀正交试验1~8的数据采集图Fig.3㊀Data acquisition diagram of orthogonal test 1~8图4㊀正交试验9~16的数据采集图Fig.4㊀Data acquisition diagram of orthogonal test 9~16㊀㊀从表3~表6的极差分析结果可看出:W 轴转速㊁张紧力㊁线速度3个工艺参数对径向跳动㊁切割效率和表面粗糙度的影响次序相同,都为B >C >A,即W 轴转速的影响最大,张紧力的影响居中,线速度的影响最小㊂对线弓角度的影响次序为C >A >B,即张紧力的影响最大,线速度的影响居中,W 轴转速的影响最小㊂同时,从表3~表6的还可看出:金刚石线锯切割刚玉圆弧径向跳动最小的最优工艺参数组合为A3B1C1,即线速度为8.96m /s,转台转速为0.25r /h,张紧力为12N;线弓角度最小的最优工艺参数组合为A4B1C4,即线速度为11.20m /s,转台转速为0.25r /h,张紧力为30N;切割效率最大的最优工艺参数组合为A4B4C3,即线速度为11.20m /s,转台转速为1.00r /h,张紧力为24N;表面粗糙度最低的最优工艺参数组合为A1B1C1,即线速度为3.36m /s,转台转速为0.25r /h,张紧力为12N㊂进一步对各工艺参数对各指标的极差分析结果影响进行分析,可发现:A4㊁A3下对线弓角度和切割效率的影响不大,A3下的工件表明粗糙度较A1时的大,但A 参数不是影响粗糙度的主要因素,因此综合起来线速度选A3较合适;对W 轴转速B 参数来说,其是影响径向跳动㊁切割效率和表面粗糙度的主要因素,B4比B1下切割效率差别大,但切割效率过大,会使金刚石线切割过快,金刚石消耗过快,进而影响金刚石线的寿命等,且小W 轴转速下切割,较易控制切割过程及质量,故W 轴转速B 参数选B1较合适;同样,对张紧力C 参数来说,C1参数对各指标的综合影响是最优的㊂因此,综合起来,得出氧化铝陶瓷件圆弧切割的最优工艺参数组合为A3B1C1,即金刚石线锯的线速度为8.96m /s,转台转速为0.25r /h,张紧力为12N㊂具体的各参数影响程度还可以对正交试验数据进行方差分析,根据方差分析结果来优化试验参数,从而达到提高金刚石线锯切割刚玉圆弧面的圆度质量㊂2.2㊀正交试验数据的方差分析通过方差分析中的F 检验法对表2中的数据进行分析,以判断各因素对试验结果的影响程度,对因素进行F 检验时所依据的判断标准一般可以考虑4种情况:(1)若F >F 0.01(f 因,f e ),则该因素对试验结果有非常显著的影响,记为∗∗;(2)若F 0.05(f 因,f e )<F <F 0.01(f 因,f e ),则该因素对试验结果有显著影响,记为∗;(3)若F 0.10(f 因,f e )<F <F 0.05(f 因,f e ),则该因素对试验结果有影响,记为(∗);(4)若F 0.10(f 因,f e )<F ,则该因素对试验结果无影响㊂表7~表10为表2中各试验结果的方差分析结果㊂由表7㊁表9和表10可以看出:各加工参数对圆弧面径向跳动㊁切割效率和表面粗糙度的影响主次顺序为W 轴转速㊁张紧力㊁线速度,这与表3㊁表5和表6的极差分析结果一致㊂由表8可见:各加工参数对线弓角度的影响主次顺序为张紧力㊁锯丝线速度㊁W 轴转速㊂总之,W 轴转速㊁张紧力㊁线速度3个工艺参数对棕刚玉圆弧面切割的径向跳动㊁线弓角度㊁切割效率和表面粗糙度的极差分析结果与方差结果影响是一致的,表明这两种方法都能作为判断及优化切割工艺参数的有效方法㊂906㊀研究论文人工晶体学报㊀㊀㊀㊀㊀㊀第50卷表7㊀径向跳动的方差分析Table7㊀Variance analysis of radial runout来源自由度f平方和SS均方MS均方比F值P值A30.0061750.0020580.860.509B30.0118620.003954 1.660.273C30.0064400.0021470.900.494误差60.0142940.002382合计150.038770表8㊀线弓角度的方差分析Table8㊀Variance analysis of pantograph angle来源自由度f平方和SS均方MS均方比F值P值A30.093910.031300.960.469B30.112450.03748 1.150.402C30.233020.07767 2.390.168误差60.195270.03254合计150.63465表9㊀切割效率的方差分析Table9㊀Variance analysis of cutting efficiency来源自由度f平方和SS均方MS均方比F值P值A30.0009530.0003180.630.620B30.6992740.233091464.580.000C30.0016330.000544 1.080.424误差60.0030100.000502合计150.704870表10㊀表面粗糙度的方差分析Table10㊀Variance analysis of surface roughness来源自由度f平方和SS均方MS均方比F值P值A30.23720.079050.380.768B30.62470.20823 1.010.450C30.34230.114110.560.663误差6 1.23210.20534合计15 2.43623㊀结㊀㊀论用电镀金刚石线锯在单线往复式中走丝线切割机床上,对刚玉块进行圆弧切割试验,并用正交试验方法对W轴转速㊁张紧力㊁线速度3个切割工艺参数进行优化㊂结论如下:(1)W轴转速对圆弧的径向跳动㊁切割效率以及表面粗糙度影响最大,张紧力次之,线速度最小;降低W 轴转速有助于降低圆弧的径向跳动即优化圆弧的圆度,降低表面粗糙度,但切割效率也会降低㊂(2)张紧力对线弓角度的影响最大,线速度次之,W轴转速最小;增大张紧力可以减小线弓角度,进而优化圆弧面的圆度㊂(3)线速度对圆弧面的径向跳动㊁线弓角度㊁切割效率和表面粗糙度有一定影响,但是影响不太显著㊂在本试验条件范围内,通过综合分析各工艺参数对各指标的影响,得出最优工艺参数组合为A3B1C1,即金刚石线锯的线速度为8.96m/s,转台转速为0.25r/h,张紧力为12N㊂(4)径向跳动㊁线弓角度㊁切割效率和表面粗糙度的极差分析结果与方差结果是一致的,这两种方法都能作为判断及优化切割工艺参数的有效方法㊂㊀第5期王亚帅等:金刚石线锯成形加工硬脆材料圆弧的正交试验研究907㊀参考文献[1]㊀田欣利,徐西鹏,袁巨龙.工程陶瓷先进加工与质量控制技术[M].北京:国防工业出版社,2014.TIAN X L,XU X P,YUAN J L,et al.Advanced processing and quality control technology of engineering ceramics[M].Beijing:National Defense Industry Press,2014(in Chinese).[2]㊀孙㊀黎,贾志新,王㊀津,等.金刚石线锯切割绝缘陶瓷的切缝精度研究[J].机床与液压,2017,45(21):113-116.SUN L,JIA Z X,WANG J,et al.Research on kerf accuracy for insulating ceramics in fixed abrasive diamond wire saw cutting[J].Machine Tool&Hydraulics,2017,45(21):113-116(in Chinese).[3]㊀高㊀航,孔维邈.脆性材料用固结金刚石线锯切割技术研究进展[J].金刚石与磨料磨具工程,2019,39(4):97-102.GAO H,KONG W M.Development of consolidated diamond wire saw cutting technology for brittle materials[J].Diamond&Abrasives Engineering,2019,39(4):97-102(in Chinese).[4]㊀张辽远,尚明伟,赵㊀炎,等.金刚石线锯切割碳纤维复合材料实验研究[J].兵工学报,2016,37(11):2044-2049.ZHANG L Y,SHANG M W,ZHAO Y,et al.Study of diamond wire saw cutting of carbon fiber composite material[J].Acta Armamentarii, 2016,37(11):2044-2049(in Chinese).[5]㊀张辽远,褚桂君,慕㊀丽.电镀金刚石线锯锯切轨迹的研究[J].兵工学报,2011,32(5):607-612.ZHANG L Y,CHU G J,MU L.Research on the sawing trajectory of electroplated diamond wire saw[J].Acta Armamentarii,2011,32(5): 607-612(in Chinese).[6]㊀李淑娟,刘㊀永,侯晓莉,等.SiC单晶片加工过程中切割力的分析与建模[J].机械工程学报,2015,51(23):189-195+204.LI S J,LIU Y,HOU X L,et al.Analysis and modeling cutting force for SiC monocrystal wafer processing[J].Journal of Mechanical Engineering,2015,51(23):189-195+204(in Chinese).[7]㊀孟剑峰,韩云鹏,葛培琪.硬脆材料的环形电镀金刚石线锯加工试验研究[J].金刚石与磨料磨具工程,2007,27(3):56-59.MENG J F,HAN Y P,GE P Q.Cutting hard-brittle materials with endless electroplated diamond wire saw[J].Diamond&Abrasives Engineering,2007,27(3):56-59(in Chinese).[8]㊀庞继伟,高玉飞,李㊀升.电镀金刚石线锯切割光伏多晶硅的表面特性与锯丝磨损分析[J].金刚石与磨料磨具工程,2019,39(5):92-96.PANG J W,GAO Y F,LI S.Surface characteristics and wire wear of electroplated diamond wire saw slicing photovoltaic polycrystalline silicon [J].Diamond&Abrasives Engineering,2019,39(5):92-96(in Chinese).[9]㊀卢新郁.磨料水射流圆形零件加工技术研究[D].济南:山东大学,2006.LU X Y.A study on abrasive waterjet machining technology for circular parts[D].Jinan:Shandong University,2006(in Chinese). [10]㊀郭俊文,苏宇飞.线速度对金刚石线锯及硅片表面质量的影响[J].工具技术,2019,53(11):63-66.GUO J W,SU Y F.Influence of wire speed on diamond wire saw and surface quality of silion wafer[J].Tool Engineering,2019,53(11):63-66(in Chinese).。
金刚石钻头硬度选用原则金刚石钻头的质量和金刚石材质有很大的关系,金刚石硬度,决定金刚石钻头硬度。
金刚石钻头的种类有很多种分法,如天然的、人造的;单管的、双管的;绳索取芯的、定向钻进的;取芯的、全面钻进的;矿山的、油井的。
根据钻进和碎岩特点,可分为表镶金刚石钻头、孕镶金刚石钻头和聚晶烧结体钻头。
不同类型的金刚石钻头使用的地方不一样,对金刚石钻头硬度的需求也不一样。
1表镶金刚石钻头英文:surface set diamond bit释文:金刚石钻头的一种。
钢质的圆筒状钻头体,上部车有丝扣,下部烧结有钻头胎体,金刚石的颗粒是包镶在钻头胎体的表面上。
胎体的外径略大于钢体直径、内径略小于钢体内径,内外侧和底部都有可以过水的沟槽,在钻进时流过冲洗液带走岩粉和冷却钻头。
表镶金刚石钻头都是包镶的天然金刚石,故价格昂贵,因而只用在一些特殊难钻进的硬地层。
石油钻井用表镶金刚石钻头较多。
2孕镶金刚石钻头英文:impregnated diamond bit释文:金刚石钻头的一种。
钻头胎体里均匀包镶着金刚石颗粒的钻头。
钻进时胎体磨损,金刚石不断出露克取岩石,可以一直将胎体全部磨完,都有新出露的金刚石进行工作,类似于砂轮磨削金属材料。
胎体有一定高度,外径略大于钻头体外径、内径也略小于钻头体内径,胎体的外侧面、内侧面和底面均有水槽,以便通过冲洗液排除岩粉和冷却钻头。
大多数的孕镶金刚石钻头是使用的人造金刚石,称为人造孕镶金刚石钻头。
人造金刚石比天然金刚石价格便宜很多,也能较广泛地用在硬地层中钻进。
3电镀金刚石钻头英文:electro 〜plated diamond bit释文:又称铸造金刚石钻头。
中国独有的利用电镀原理而制成的金刚石钻头。
金刚石的胎体是在电镀槽里被一层一层镀覆在钻头体上,电镀覆盖电解金属的同时,撒布金刚石颗, 金刚石就被包裹在电镀金属层里。
长时间的反复补砂和镀覆就形成了钻头的工作层。
电镀时钻头钢体也采用塑料模具定型, 使镀层沿钻头轴线方向增长, 并保证胎体的内外径尺寸和小槽等。
1 金刚石线切割机的选用 一、金刚石线切割机 金刚石线切割机原理 金刚石线切割机装有一个绕丝筒。绕丝筒在高速旋转的同时进行往复回转运动进而带动金刚石线做往复运动,金刚石线被两个张紧轮所张紧,为增加切割的精度和面型,在张紧轮下面安装两个导向轮。[1] 通过自动控制工作台向金刚石线方向不断地进给,或是控制金刚石线向工作台方向不断进给,从而使金刚石线与被切割物件间不断产生磨削进而切割。 金刚石线锯切割优势 电火花线切割加工要求被加工材料必须导电,其工作原理是在绝缘油介质中,靠金属切割盘与试样之间产生的电弧起切割作用。将工件接入脉冲电源正极,采用钼丝或铜丝作为切割金属丝,将金属丝接高频脉冲电源负极作为工具电极,利用火花放电对加工零件进行切割。脉冲电源提供加工能量,加工过程中应用专用的线切割工作液清除加工中产生的碎屑[2] 。切割过程中若工件材料过厚时,工作液较难进入和充满放电间隙,会对加工精度和表面粗糙度造成影响。有时某些工件可能会在表面出现裂纹、变形等问题。切割后的金属表面没有裸露最原始的金属,而是覆盖一层氧化皮,若想观察原始金属层,需先将金属表面的氧化皮磨掉,否则影响整个样品表面的形态。对于一些熔点特别高的金属,如钨合金,切割时接触点放电的热量所提供的温度达不到其熔点,因此难以对其进行切割。当被加工材料不导电且需要采用线切割的方式进行加工时,此时电火花线切割机不再适用。而金刚石线切割机的加工优势便显现出来,金刚石线切割机同时适用于导电材料和不导电材料(硬度要比金刚石线小)的切割。因此,金刚石线切割机被广泛用于各种金属和非金属及复合材料的切割,如陶瓷、玻璃、岩石、宝石、玉石、陨石、单晶硅、碳化硅、多晶硅、耐火砖、环氧板、铁氧体、PCB以及建筑材料、牙科材料、生物材料及仿生复合材料等,特别适用于切割各种高硬度、高价值、易破碎的脆性材料。[3-4] 金刚石线切割机常用的金刚石线有电镀型和树脂型两种。 1、电镀型:用电镀的方法在金属丝上沉积一层金属(一般为镍和镍钴合金),并在金属内固结金刚石磨料制成的一种线性超硬材料工具。金属镀层是结合剂,金刚石磨料则用于切削加工。 2
目前人们研究和应用较多的是截面为圆形的单根钢丝的金刚石长切割线和环形电镀金刚石切割线。电镀金刚石长切割线是指采用电镀的方法将金刚石磨料固结到金属基体上形成的切割线,常用基体截面形状为圆形,一般为0.12~0.5mm,主要用于硅晶体、蓝宝石的切割加工。环形电镀金刚石切割线是指将金刚石磨料电镀到环形金属基体上形成的切割线。该类切割线使用时一般缠绕到几个导轮上进行单向循环切割,切割过程中无需换向,因此切割速度高。但环形金刚石线的焊接接头处在旋转过程中容易受向外的张力而断裂,因此实际切割过程中为延长环形金刚石线的使用寿命会适当降低切割速度来缓解接头处所承受的张力,因而实际使用速度达不到理想速度。环形电镀金刚石切割线中的由单根钢丝焊接成环形的切割线的线径一般不大于1 mm,因此切缝较小,适合于硅晶体和蓝宝石等比较贵重的硬脆材料的切割。虽然有很多优点,但环形金刚石焊接接头处的焊接和热处理技术要求都比较高,生产成本高而使用寿命却比较短,因而得不到普遍的应用。另外,通过缠绕的方法将单根钢丝编织成环形钢绞线或环形钢丝绳。这类环形切割线的线径一般难做到1 mm以下,因此切缝较宽,且使用多根金刚石线的设备在设置切割间距时程序较复杂,但切割线不易断裂,使用寿命较长,适合石墨、复合非金属材料等的切割[5]。相比之下将单根金刚石线缠绕在绕丝筒上,通过绕丝筒高速往复旋转来带动单根金刚石线往复旋转来切割样品,不仅不会出现接头断裂的情况,而且保留了单根金刚石线直径较小的优点,可以根据切割材料的不同来选择不同的线径,使切割缝隙宽度得到控制,在切割样品时,切割间距可随意设置,设置程序非常简单,因此这种切割方式有明显的优势,且单根金刚石线与环形金刚石线相比造价较低,因而现在得到了普遍的应用。 2,、树脂型:树脂金刚石线是在原有镀铜超细钢丝线上喷涂一种增强耐磨合金、特种树脂和金刚石超微粉的切割线,主要应用于单晶硅、多晶硅、蓝宝石、水晶、陶瓷和半导体材料的切割上,能取代目前碳化硅砂浆法,解决了环境污染。树脂金刚石线的特点是高强度树脂及金刚石相结合带来的强的切割能力,线径及金刚石粒度的配合及控制表现出了更好的硅
基材是否为环形
基材种类
金刚石磨料
电镀金刚石长切割线 环形电镀金刚石切割线 单根钢丝基体金刚石切割线 多根钢丝基体金刚石切割线
不带金属衣的普通金刚石切割带金属衣的金刚石切割线
电镀金刚石切割线 3
片表面质量及切割表现,高耐扭曲能力的母线带来了非常低的断线率。但树脂金刚石线的工艺复杂,目前主要依靠进口,其成本较高,因此还得不到广泛的应用。 沈阳科晶自动化设备有限公司生产的STX系列金刚石线切割机属于高精密柔性切割,操作简单,金刚石线锯切割精度高,加工质量优良,切割面平整(Ra≤1.6μm),边缘无破边(如图4利用STX-202A小型金刚石线切割机切割玻璃柱放大200倍可以观察到切割后的玻璃柱平面度极好,边缘无破边现象)。机身采用铝型材结构,美观轻便,不易生锈。STX系列金刚石线切割机各机型各有其特点和优势,可根据所要切割样品的特性来选择合适的切割机。
图4 STX-202A金刚石线切割机切割玻璃柱的截面图 金刚石线切割机的选择: 1、当切割样品较小,切割深度≦50㎜时通常可选用:STX-202A和STX-202AQ两种型号的小型金刚石线切割机。这两种机器都是专为材料研究人员而设计,用于脆性材料样品的精密切割。且都具有:可用于各种不同硬度材料的切割,特别是适用于脆性、易解理的晶体切割;操作简便,加工质量优良;设备小巧,无需占用大面积位置放置。两种切割机的区别是STX-202A型金刚石线切割机采用弹簧对张紧轮进行张紧,无需额外的配套设备;STX-202AQ型金刚石线切割机采用气动张紧,张紧力输出均匀、气压可调整,最小可以使用φ0.08mm金刚石线,但须额外配备一台空气压缩机。若不要求使用特别细的金刚石线两种设备都可以应用。
图5 STX-202A小型金刚石线切割机 图6 STX-202AQ小型金刚石线切割机
2、当切割的样品相对较大且切割深度≥50㎜时,可根据样品尺寸在以下5种型号的设备中进行选择。
200× 4
图7 STX-1202A全自动金刚石线切割机,最大切割直径可达300㎜。 图8 STX-2401全自动金刚石线切割机,最大切割直径可达600㎜。
图9 STX-603 精密金刚石线切割机,最大切割直径可达150㎜。 图10 STX-4001金刚石线切割机,最大切割直径可达1米,工作台最大载重1.5吨
图11 STX-402台式金刚石线切割机,最大切割直径可达100㎜,采用80m长的金刚石线进行往复式切割,线速度在0-2m/s间可调。
金刚石线径的选择: 金刚石线径通常根据材料的特性选择,一般硬度高、强度大、耐磨损、耐腐蚀的材料不易被切割,因此应选用线径较粗、金刚石颗粒大的金刚石线,以此来保证金刚石线切割机对材料的切割能力和切割速度。当切割的材料易于切割时不需要很大的摩擦力便能将材料切削,因此一般选用小线径小颗粒的金刚石线。一些时候实验者会根据个人实验目的或被切割材料的特性对切割线径进行具体要求,如要求切割下来的样品表面平整度Ra在一定范围内或要求尽可能节约样品,这时所用金刚石线应按规定选择适当的线径。当切割贵重的样品时,考虑到材料的成本及节约材料的目的,一般选用较细的、颗粒小的金刚石线进行切割。通常情况下,对于绝大多数的样品我们选用直径为φ0.35㎜的金刚石线就能满足切割要求。目前,沈阳科晶自动化设备有限公司所使用金刚石线的线径有φ0.125±0.02㎜、φ0.25±0.02㎜、φ0.35±0.03㎜、φ0.42±0.03㎜四种规格,也可以根据需要,定制所需要直径的金刚石线。 切割速度的选择: 金刚石线锯的切割属于柔性切割,利用金刚石颗粒的硬度比被切割的材料坚硬,切割过 5
程中不锈钢线上镀有的金刚石颗粒层与被切材料进行往复磨削,达到切割的目的。根据材料特性,一般硬度适中(莫氏硬度<9)的脆性材料切割速度可适当快一些,如硅、石墨、压电陶瓷、玻璃等。这是因为这些材料远没有金刚石坚硬,当金刚石线与其进行磨削时会很容易将材料磨削成颗粒进而切割。当切割金属或混合型材料或者难于切割的陶瓷材料,切割速度要尽可能慢。如各类硬质合金钢、氮化硅陶瓷、金属陶瓷、钛合金、电机等。这是因为金属类的样品具有粘刀的特性,降低金刚石线的磨削率,若切割速度设置过快会使与样品接触处的金刚石线出现一定向上的弧度,两个导向轮间线的跨距越大,允许的弧度越大,一般跨距是100㎜时允许金刚石线与样品接触处出现弧度的最高点与金刚石线的水平位置的距离不超过5㎜;坚硬材料切割时由于材料的硬度与金刚石颗粒硬度差小,因此切割时金刚石颗粒对被切材料表面的磨削速率减小,因而要适当减慢切割速度;当切割混合型材料时,由于被切割面的材质不均匀,金刚石颗粒对不同材料的磨削速率不同,若切割速度设置过快容易损坏金刚石线,因而应尽量放慢切割速度。 切割速度的大小不仅与材料的性质有关,与切割面的大小也有关系,同种材料切割时,被切面较大的切割速度设置就要相对较小一些。无论切割何种材料切割速度太快都不利于切割出光滑平整的试样面,速度太快切割后的样品表面会有明显的切割线痕迹,因此当要求切断试样同时还要有很好的面型(平面度、平行度、表面粗糙度)时一般选用较慢的切割速度。若设置的切割速度与实际切割速度不匹配容易发生夹线,进而使金刚石线断开,切割速度的设定没有具体规定,一般根据经验选择。切割过程中当发现所选用的速度过大时可进行适当的调整,速度的大小可根据金刚石线出现弧度的速度进行调整,若切割过程中金刚石线几乎一直处于平直状态,说明所选用的切割速度还可以适当增加,直到调整到金刚石线的弧度状态一直保持不变的,说明所选用的切割速度适于材料的切割;当切割过程中金刚石线很快出现弧度,说明所选用的切割速度过快,因此要进行适当减小,切割过程中继续观察,直到调整到适于切割的速度为止,这样可尽可能降低设备和金刚石线的损耗程度,提高切割速率。 切割行程的设置: 切割行程=样品的高度+5㎜。为保证将样品切断,通常会在样品的实际高度之上增加5㎜。当要求对样品进行开槽时,实际切割行程应与开槽深度相同,为保证停止切割时所开槽口深度达到要求,当切割行程达到设定行程时应暂停切割,但主轴带动绕丝筒和金刚石切割线继续运行一段时间,从而使样品未达到切割深度的位置继续被切割,直到样品被切割部位每一点都达到所要求的切割深度。 切割次数的选择:切割次数一般为所要求的试样片的个数加一。 参考文献: [1]高玉飞,葛培琪,李绍杰.往复式电镀金刚石线锯切割单晶硅片特性研究【J】.人工晶体学报,38(2):373 [2]邢晨. 线切割技术分析与应用[J]. 中国新技术新产品, 2017(13):45-46. [3]周世威,郑超,刘莹,等.金刚石线锯切割设备现状分析【J】.超硬材料工程,2012,24(3):50 [4]向波,贺跃辉,谢志刚,黄艳华.电镀金刚石线锯的研究现状【J】.材料导报,2007,21(8):26-28