机械制造技术基础 切削基础刀具角度
- 格式:ppt
- 大小:3.56 MB
- 文档页数:34

切削运动一般是主运动和进给运动的合成主运动必须有且只有一个。
它可以是旋转运动、直线运动,可以由工件完成、刀具完成,可以是简单运动,也可以是复合运动。
进给运动:是在切削运动中不断地把切削层投入,它保证切削工作连续或反复进行.进给运动的速度较低,功率消耗也较少,可以是连续进行的,也可以是断续进行的(?),可以由工件完成,也可以由刀具完成,可以是简单运动,也可以是复合运动。
合成切削运动:由同时进行的主运动和进给运动合成的运动。
切削层是指在切削过程中,刀具的切削刃一次走刀所切除的工件材料层。
切削层参数:切削厚度:垂直于过渡表面度量的切削层尺寸切削宽度:沿过渡表面度量的切削层尺寸切削面积:切削层在切削层尺寸度量平面内的横截面积切削速度v c、进给量f(或进给速度v f), 背吃刀量值a p,称为切削用量三要素。
切削速度Vc (m/s或m/min)切削刃选定点相对于工件的主运动瞬时线速度。
进给速度:单位时间内的进给位移量,mm/s;进给量:工件或刀具转一周(或每往复一次),两者在进给运动方向上的相对位移量,mm/r(或mm/双行程)。
切削深度/背吃刀量ap一般为工件上已加工表面和待加工表面之间的垂直距离。
(1)前刀面直接作用于被切削的金属层,并控制切屑沿其排出的刀面。
根据前刀面与主、副切削刃相毗邻的情况分为:主前刀面:与主切削刃毗邻的称为主前刀面;副前刀面:与副切削刃毗邻的称为副前刀面。
(2)后刀面后刀面分为主后刀面与副后刀面。
主后刀面:是指与工件上加工表面相互作用和相对着的刀面;副后刀面:是与工件上已加工表面相互作用和相对着的刀面。
(3)切削刃:切削刃是前刀面上直接进行切削的锋边,有主切削刃和副切削刃之分。
主切削刃:指前刀面与主后刀面相交的锋边,它完成主要的切除或表面成形工作;副切削刃:指前刀面与副后刀面相交的锋边,它配合主切削刃完成切除工作,并最终形成以加工表面。
(4)刀尖刀尖是主、副切削刃的连接部位。


第二章2-1.金属切削过程有何特征?用什么参数来表示?答:2-2.切削过程的三个变形区各有什么特点?它们之间有什么关联?答:第一变形区:变形量最大。
第二变形区:切屑形成后与前刀面之间存在压力,所以沿前刀面流出时有很大摩擦,所以切屑底层又一次塑性变形。
第三变形区:已加工表面与后刀面的接触区域。
这三个变形区汇集在切削刃附近,应力比较集中,而且复杂,金属的被切削层在此处于工件基体分离,变成切屑,一小部分留在加工表面上。
2-3.分析积屑瘤产生的原因及其对加工的影响,生产中最有效地控制它的手段是什么?答:在中低速切削塑性金属材料时,刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面,两接触表面的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上,产生了冷焊,并加工硬化,形成瘤核。
瘤核逐渐长大成为积屑瘤,且周期性地成长与脱落。
积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作前角大,有利于减小切削力;积屑瘤伸出刀刃之外,使切削厚度增加,降低了工件的加工精度;积屑瘤使工件已加工表面变得较为粗糙。
由此可见:积屑瘤对粗加工有利,生产中应加以利用;而对精加工不利,应以避免。
消除措施:采用高速切削或低速切削,避免中低速切削;增大刀具前角,降低切削力;采用切削液。
2-4切屑与前刀面之间的摩擦与一般刚体之间的滑动摩擦有无区别?若有区别,而这何处不同?答:切屑形成后与前刀面之间存在压力,所以流出时有很大的摩擦,因为使切屑底层又一次产生塑性变形,而且切屑与前刀面之间接触的是新鲜表面,化学性质很活跃。
而刚体之间的滑动摩擦只是接触表面之间的摩擦,并没有塑性变形和化学反应2-5车刀的角度是如何定义的?标注角度与工作角度有何不同?答:分别是前角、后角、主偏角、副偏角、刃倾角(P17)。
工作角度是以切削过程中实际的切削平面、基面和正交平面为参考平面确定的刀具角度。
2-6金属切削过程为什么会产生切削力?答:因为刀具切入工具爱你,是被加工材料发生变形并成为切屑,所以(1)要克服被加工材料弹性变形的抗力,(2)要克服被加工材料塑性变形的抗力,(3)要克服切屑与前刀面的摩擦力和后刀面与过度表面和以加工表面之间的摩擦力。
机械制造技术基础A、B、C、D实验指导书(*************系)武汉理工大学机电工程学院实验中心年月日目录实验一刀具认识及刀具角度三维测量 (1)实验二车床及滚齿机传动分析 (7)实验三加工误差综合分析 (10)实验一、刀具认识及刀具角度三维测量一、实验目的1. 熟悉外圆车刀刀头部分的构造,掌握刀具参考系及参考平面的确定方法;2. 了解万能角度尺的结构,并掌握其使用方法;3. 一般了解生产中常用各种金属切削刀具的形状、结构、切削加工原理及用途。
二、实验设备外圆车刀、外圆车刀模型、万能角度尺;生产中常用的各种金属切削刀具实物。
三、实验原理及方法㈠一般了解生产中常用各种金属切削刀具由实验指导教师向学生展示生产中常用各种金属切削刀具,并讲授刀具的形状、结构、切削加工原理及用途。
㈡外圆车刀几何角度的测量1. 测量原理根据刀具几何角度的定义利用量具进行测量。
2.测量方法将量具的测量平面置于刀具代测角度所在的平面上,调整量具的测量边,使其与相应平面重合,读数即可。
(用万能角度尺测量外圆车刀的具体方法见附录二)四、实验步骤1.实验准备(预习)复习有关刀具参考系、参考平面的知识:掌握刀具角度的标注方法;熟悉刀具基本角度(γ0、α、λs、κr、κr’)的定义;阅读本实验指导书,重点了解万能角度尺的使用方法及刀具角度的测量方法。
2.实验①测量刀具角度并作记录;②认真考察各种常用金属切削刀具的外形、刀具结构和切削原理,了解各类刀具的生产用途。
3.完成实验报告五、思考题1、主剖面参考系中,参考平面:基面、切削平面和主剖面的定义是什么?2、车刀的刃倾角在哪个参考平面中测量?刃倾角在切削中起什么作用?3、车刀的前刀面的型面有哪几种?各起何种作用?附录一万能角度尺的使用方法万能角度尺是在实际生产中常用的角度测量量具,其测量范围0~320°,测量精度为2′。
它由基尺、直尺、直角尺及夹持件组成,见图1-2所示。

机械加工方法与装备一、填空题1. 实现切削加工的基本运动是______ ____ _和______ ______。
2. 机床型号中必须包含机床的_______代号、_______代号、_______代号和____ ___代号。
3. 目前在切削加工中最常用的刀具材料是 ____ _和____ __ __。
4. 切削用量一般包括 ____ __、 ____ __和___ __ ___。
5. 车削加工中,影响切削层宽度的因素有 ____ _和____ __ __。
二、选择题1.在外圆磨床上磨削工件外圆面时,其主运动是()。
A砂轮回转运动 B工件回转运动 C砂轮直线运动 D 工件直线运动2.在立式钻床上钻孔,其主运动和进给运动()。
A均由工件来完成 B均由刀具来完成 C分别由工件和刀具来完成 D 分别由刀具和工件来完成3. 背吃刀量是指主切削刃与工件切削表面的接触长度()。
A 在切削平面的法线方向上测量的值 B在正交平面的法线方向上测量的值C在基面上的投影值 D在主运动和进给运动方向所组成平面的法线方向上测量的值4.普通车床的主参数是()。
A 车床最大轮廓尺寸B 主轴与尾座之间最大距离C 主轴中心高D 床身上工件最大回转直径5. 确定刀具标注角度的参考系选用的三个主要基准平面是()。
A 切削平面、已加工平面和待加工平面B 前刀面、主后刀面和副后刀面C 基面、切削平面和正交平面(主剖面)D 基面、进给平面和法平面6. 通过切削刃上选定点,垂直于主运动方向的平面称为()。
A 切削平面B 进给平面C 基面 D主剖面7. 刃倾角是在切削平面内测量的主切削刃与()之间的夹角。
A 切削平面 B基面C 主运动方向 D进给方向8. 刀具在基面内测量的角度有()。
A 前角和后角B 主偏角和副偏角C 刃倾角D 副后角9. 在正交平面内测量的角度有()。
A 前角和后角B 主偏角和副偏角C 副后角D 刃倾角10. 车外圆时若刀尖低于工件轴线,其工作角度与标注角度相比将会()。
精密机械制造基础实验报告信息工程学院光机电测控专业13级1班 学号 姓名 (合作者 ) 实验日期 实验室实验一 车刀几何角度的测量一、 实验目的1.了解车刀量角台的结构、工作原理及使用方法; 2.掌握车刀主要几何参数的测量方法;3.加深对车刀各几何角度、各参考平面及其相互关系的理解,并了解车刀几何角度在切削过程中的作用。
二、 实验内容和要求1.熟悉车刀结构及其相关基本概念,熟悉车刀量角台的使用;2.测量记录四把不同类型的车刀(包括直头外圆车刀、弯头外圆车刀、偏刀、切断刀)的几个主要几何角度,读数要求精确至0.5度;3.在测量过程中应小心细致避免车刀伤及身体及碰坏刀刃。
三、 实验主要仪器设备和材料车刀量角台;被测量用车刀。
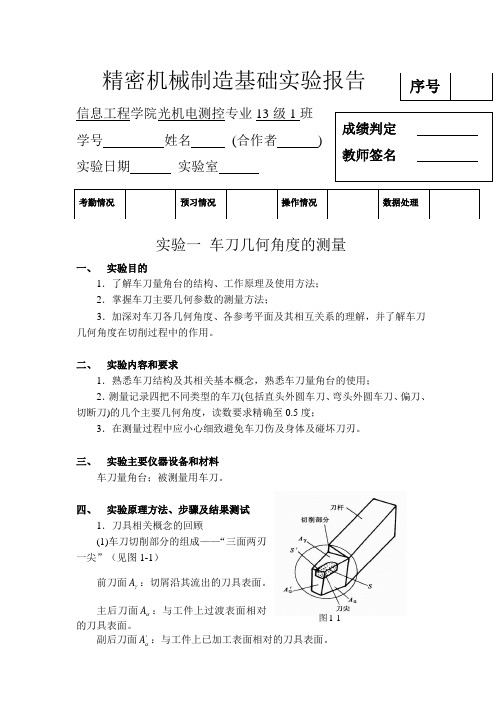
四、 实验原理方法、步骤及结果测试1.刀具相关概念的回顾(1)车刀切削部分的组成——“三面两刃一尖”(见图1-1)前刀面A γ:切屑沿其流出的刀具表面。
主后刀面A α:与工件上过渡表面相对的刀具表面。
副后刀面'A α:与工件上已加工表面相对的刀具表面。
序号考勤情况预习情况操作情况数据处理成绩判定 教师签名图1-1主切削刃S :前刀面与主后刀面的交线,它承担主要切削工作,也称为主刀刃。
副切削刃'S :前刀面与副后刀面的交线,它协同主切削刃完成切削工作并最终形成已加工表面,也称为副刀刃。
刀尖:连接主切削刃和副切削刃的一段刀刃,它可以是一段小的圆弧,也可以是一段直线。
(2)刀具角度参考坐标系——正交平面参考坐标系(见图1-2)刀具角度是确定刀具切削部分几何形状的重要参数,要确定刀具的角度,必须先确定用于定义和规定刀具角度的各种基准坐标平面,组成各种参考坐标系。
根据有无考虑进给运动与安装条件,参考坐标系可分为标注(静止)参考坐标系和工作(动态)参考坐标系。
标注参考系中最常用的是正交平面参考坐标系,其主要有以下三个平面组成。
基面P γ:通过主切削刃上某一指定点,并与该点切削速度方向相垂直的平面。
《机械制造技术基础》部分习题参考解答第二章 金属切削过程2-1 什么是切削用量三要素?在外圆车削中,它们与切削层参数有什么关系? 答:切削用量三要素是指切削速度v 、进给量f 、背吃刀量a p (切削深度)。
在外圆车削中,它们与切削层参数的关系是:sin /sin D rD p r D ph f b a A fa κκ===切削层公称厚度: 切削层公称宽度: 切削层公称横截面积:2-2 确定外圆车刀切削部分几何形状最少需要几个基本角度?试画图标出这些基本角度。
答:确定外圆车刀切削部分几何形状最少需要7个基本角度:前角、后角、主偏角、副偏角、副前角、副后角和刃倾角,这些基本角度如下图所示(其中副前角、副后角不做要求)。
2-3 试述刀具标注角度和工作角度的区别。
为什么车刀作横向切削时,进给量取值不能过大?答:刀具标注角度是在静态情况下在刀具标注角度参考系中测得的角度;而刀具工作角度是在刀具工作角度参考系中(考虑了刀具安装误差和进给运动影响等因素)确定的刀具角度。
车刀作横向切削时,进给量取值过大会使切削速度、基面变化过大,导致刀具实际工作前角和工作后角变化过大,可能会使刀具工作后角变为负值,不能正常切削加工(P23)。
2-4 刀具切削部分的材料必须具备哪些基本性能?答:(P24)(1) 高的硬度和耐磨性;(2) 足够的强度和韧性;(3) 高耐热性;(4) 良好的导热性和耐热冲击性能;(5)良好的工艺性。
2-5 常用的硬质合金有哪几类?如何选用?答:(P26)常用的硬质合金有三类:P类(我国钨钴钛类YT),主要用于切削钢等长屑材料;K类(我国钨钴类YG),主要用于切削铸铁、有色金属等材料;M类(我国通用类YW),可以加工铸铁、有色金属和钢及难加工材料。
2-6 怎样划分切削变形区?第一变形区有哪些变形特点?答:切削形成过程分为三个变形区。
第一变形区切削层金属与工件分离的剪切滑移区域,第二变形区前刀面与切屑底部的摩擦区域;第三变形区刀具后刀面与已加工表面的摩擦区域。
机械制造技术基础(第三版)2--6章课后答案2-2.切削过程的三个变形区各有什么特点,它们之间有什么关联,答:第一变形区:变形量最大。
第二变形区:切屑形成后与前刀面之间存在压力,所以沿前刀面流出时有很大摩擦,所以切屑底层又一次塑性变形。
第三变形区:已加工表面与后刀面的接触区域。
这三个变形区汇集在切削刃附近,应力比较集中,而且复杂,金属的被切削层在此处于工件基体分离,变成切屑,一小部分留在加工表面上。
2-3.分析积屑瘤产生的原因及其对加工的影响,生产中最有效地控制它的手段是什么, 答: 在中低速切削塑性金属材料时,刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面,两接触表面的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上,产生了冷焊,并加工硬化,形成瘤核。
瘤核逐渐长大成为积屑瘤,且周期性地成长与脱落。
积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作前角大,有利于减小切削力;积屑瘤伸出刀刃之外,使切削厚度增加,降低了工件的加工精度;积屑瘤使工件已加工表面变得较为粗糙。
由此可见:积屑瘤对粗加工有利,生产中应加以利用;而对精加工不利,应以避免。
消除措施:采用高速切削或低速切削,避免中低速切削;增大刀具前角,降低切削力;采用切削液。
2-4切屑与前刀面之间的摩擦与一般刚体之间的滑动摩擦有无区别,若有区别,而这何处不同, 答:切屑形成后与前刀面之间存在压力,所以流出时有很大的摩擦,因为使切屑底层又一次产生塑性变形,而且切屑与前刀面之间接触的是新鲜表面,化学性质很活跃。
而刚体之间的滑动摩擦只是接触表面之间的摩擦,并没有塑性变形和化学反应2-5车刀的角度是如何定义的,标注角度与工作角度有何不同,答:分别是前角、后角、主偏角、副偏角、刃倾角(P17)。
工作角度是以切削过程中实际的切削平面、基面和正交平面为参考平面确定的刀具角度。
2-6金属切削过程为什么会产生切削力,答:因为刀具切入工具爱你,是被加工材料发生变形并成为切屑,所以(1)要克服被加工材料弹性变形的抗力,(2)要克服被加工材料塑性变形的抗力,(3)要克服切屑与前刀面的摩擦力和后刀面与过度表面和以加工表面之间的摩擦力。