信号细分与变相电路(2)
- 格式:ppt
- 大小:211.00 KB
- 文档页数:9
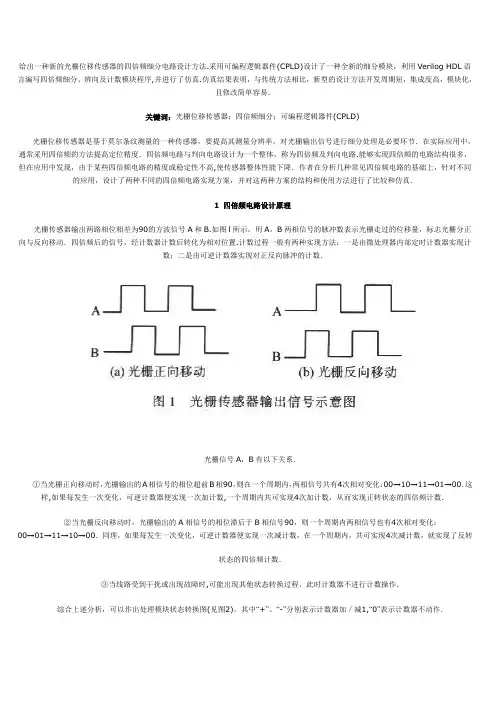
给出一种新的光栅位移传感器的四倍频细分电路设计方法.采用可编程逻辑器件(CPLD)设计了一种全新的细分模块,利用Verilog HDL语言编写四倍频细分、辨向及计数模块程序,并进行了仿真.仿真结果表明,与传统方法相比,新型的设计方法开发周期短,集成度高,模块化,且修改简单容易.关键词:光栅位移传感器;四倍频细分;可编程逻辑器件(CPLD)光栅位移传感器是基于莫尔条纹测量的一种传感器,要提高其测量分辨率,对光栅输出信号进行细分处理是必要环节.在实际应用中,通常采用四倍频的方法提高定位精度.四倍频电路与判向电路设计为一个整体,称为四倍频及判向电路.能够实现四倍频的电路结构很多,但在应用中发现,由于某些四倍频电路的精度或稳定性不高,使传感器整体性能下降.作者在分析几种常见四倍频电路的基础上,针对不同的应用,设计了两种不同的四倍频电路实现方案,并对这两种方案的结构和使用方法进行了比较和仿真.1 四倍频电路设计原理光栅传感器输出两路相位相差为90的方波信号A和B.如图l所示,用A,B两相信号的脉冲数表示光栅走过的位移量,标志光栅分正向与反向移动.四倍频后的信号,经计数器计数后转化为相对位置.计数过程一般有两种实现方法:一是由微处理器内部定时计数器实现计数;二是由可逆计数器实现对正反向脉冲的计数.光栅信号A,B有以下关系.①当光栅正向移动时,光栅输出的A相信号的相位超前B相90,则在一个周期内,两相信号共有4次相对变化:00→10→11→01→00.这样,如果每发生一次变化,可逆计数器便实现一次加计数,一个周期内共可实现4次加计数,从而实现正转状态的四倍频计数.②当光栅反向移动时,光栅输出的A相信号的相位滞后于B相信号90,则一个周期内两相信号也有4次相对变化:00→01→11→10→00.同理,如果每发生一次变化,可逆计数器便实现一次减计数,在一个周期内,共可实现4次减计数,就实现了反转状态的四倍频计数.③当线路受到干扰或出现故障时,可能出现其他状态转换过程,此时计数器不进行计数操作.综合上述分析,可以作出处理模块状态转换图(见图2),其中“+”、“-”分别表示计数器加/减1,“0”表示计数器不动作.2 传统模拟细分电路传统的倍频计数电路如图3所示,它由光栅信号检测电路,辨向细分电路,位置计数电路3部分组成.光栅信号检测电路由光敏三极管和比较器LM339组成.来自光栅的莫尔条纹照射到光敏三极管T a和Tb上,它们输出的电信号加到LM339的2个比较器的正输入端上,从LM339输出电压信号Ua,Ub整形后送到辨向电路中.芯片7495的数据输入端Dl接收Ua,D0接收Ub,接收脉冲由单片机的ALE端提供.然后信号经过与门Y1,Y2和或门E1,E2,E3组成的电路后,送到由2片74193串联组成的8位计数器.单片机通过P1口接收74193输出的8位数据,从而得到光栅的位置采用上述设计方案,往往需要增加较多的可编程计数器,电路元器件众多、结构复杂、功耗增加、稳定性下降.3 基于CPLD实现的光栅四细分、辨向电路及计数器的设计采用CPLD实现光栅传感器信号的处理示意图如图4所示,即将图3中3个部分的模拟逻辑电路全部集成在一片CPLD芯片中,实现高集成化.由于工作现场的干扰信号使得光栅尺输出波形失真,所以将脉冲信号通过40106施密特触发器及RC滤波整形后再送入CPLD,由CPLD对脉冲信号计数和判向,并将数据送入内部寄存器.3.1 CPLD芯片的选择CPLD芯片选用ALTERA公司的MAX7000系列产品EPM7128S,该芯片具有高阻抗、电可擦、在系统编程等特点,可用门单元为2 500个,管脚间最大延迟为5μs工作电压为+5 V.仿真平台采用ALTERA公司的QUARTUSⅡ进行开发设计.3.2 四细分与辨向电路四细分与辨向模块逻辑电路如图5所示,采用10MB晶振产生全局时钟CLK,假设信号A超前于B时代表指示光栅朝某一方向移动,A 滞后于B时表示光栅的反方向移动.A,B信号分别经第一级D触发器后变为A',B'信号,再经过第二级D触发器后变为A″,B″信号.D 触发器对信号进行整形,消除了输入信号中的尖脉冲影响,在后续倍频电路中不再使用原始信号A,B,因而提高了系统的抗干扰性能.在四倍频辨向电路中,采用组合时序逻辑器件对A'A″,B'B″信号进行逻辑组合得到两路输出脉冲:当A超前于B时,ADD为加计数脉冲,MIMUS保持高电平;反之,当A滞后于B时,ADD保持高电平,MINUS为减计数脉冲.对比图5和图2可以看出,新型设计方法使用的器件数较传统方法大大减少,所以模块功耗显著降低.系统布线在芯片内部实现,抗干扰性强.由于采用的是可编程逻辑器件,对于系统的修改和升级只需要修改相关的程序语句即可,不用重新设计硬件电路和制作印刷电路板,使得系统的升级和维护的便捷性大大提高.4 四倍频细分电路模块的仿真根据图2所示的状态转换图,利用硬件描述语言Verilog HDL描述该电路功能,编程思想为将A,B某一时刻的信号值的状态合并为状态的判断标志state,并放入寄存器prestate.当A,B任一状态发生变化时,state值即发生改变,将此时的state值与上一时刻的prestate 进行比较,则能根据A,B两个脉冲的状态相对变化确定计数值db的加减,得出计数器输出值的加减标志.仿真结果如图6所示.当信号A上跳沿超前于B时,计数值db进行正向计数;当A上跳沿滞后于B时,计数值db进行反向计数.即db将细分、辨向、计数集于一身,较好地实现了光栅细分功能.比较图3和图5可以看出,用FPGA设计信号处理模块,设计过程和电路结构更加简洁.另外,在应用中需注意FPGA时钟周期应小于光栅信号脉冲的1/4.5 结论①新型设计方法结构简单,集成度高,比传统设计方法所用器件数大大减少.②集成化设计使系统功耗降低,抗干扰性增强.③用Verilog HDL设计电路,改变电路结构只需修改程序即可,且系统维护和升级的便捷性提高.。

深圳市雷赛智能控制股份有限公司地址:深圳市南山区学苑大道1001号南山智园A3栋10-11楼邮编:518000电话:400-885-5521传真:*************Email:********************网址:上海分公司地址:上海市淞江区九亭镇涞寅路1881号10栋电话:************传真:************北京办事处地址:北京市朝阳区北苑路13号院office1号楼A单元606号电话:************传真:************DMA882S数字式两相步进驱动器使用说明书版权所有不得翻印【使用前请仔细阅读本手册,以免损坏驱动器】深圳市雷赛智能控制股份有限公司目录一、产品简介 (2)1.概述 (2)2.特点 (2)3.应用领域 (2)二、电气、机械和环境指标 (2)1.电气指标 (2)2.使用环境及参数 (3)3.机械安装图 (3)4.加强散热方式 (3)三、驱动器接口和接线介绍 (3)1.接口描述 (3)2.控制信号接口电路 (4)3.报警信号接口电路 (4)4.控制信号模式设置 (5)5.接线要求 (5)四、电流、细分拨码开关设定和参数自整定 (5)1.电流设定 (5)2.细分设定 (6)3.参数自整定功能 (6)4.电机参数设定 (6)五、供电电源选择 (6)六、电机选配 (7)1.电机选配 (7)2.电机接线 (7)3.输出电流的设定值 (7)七、典型接线案例 (8)八、保护功能 (8)九、常见问题 (8)1.应用中常见问题和处理方法 (8)2.驱动器常见问题答用户问 (8)DMA882S数字式两相步进驱动器一、产品简介1.概述DMA882S是雷赛公司最新推出的数字式两相步进电机驱动器,采用最新32位DSP技术,采用最新算法,相比市面上的驱动器,中高速力矩提升15%,而且用户可以设置51200内的任意细分以及额定电流内的任意电流值,能够满足大多数场合的应用需要。

第一章绪论1-1为什么说在现代生产中提高产品质量与生产效率都离不开测量与控制技术?为了获得高质量的产品,必须要求机器按照给定的规程运行。
例如,为了加工出所需尺寸、形状的高精度零件,机床的刀架与主轴必须精确地按所要求的轨迹作相对运动。
为了炼出所需规格的钢材,除了严格按配方配料外,还必须严格控制炉温、送风、冶炼时间等运行规程。
为了做到这些,必须对机器的运行状态进行精确检测,当发现它偏离规定要求,或有偏离规定要求的倾向时,控制它,使它按规定的要求运行。
为了保证产品质量,除了对生产过程的检测与控制外,还必须对产品进行检测。
这一方面是为了把好产品质量关,另一方面也是为了检测机器与生产过程的模型是否准确,是否在按正确的模型对机器与生产过程进行控制,进一步完善对生产过程的控制。
生产效率一方面与机器的运行速度有关,另一方面取决于机器或生产系统的自动化程度。
为了使机器能在高速下可靠运行,必须要求机器本身的质量高,其控制系统性能优异。
要做到这两点,还是离不开测量与控制。
产品的质量离不开测量与控制,生产自动化同样一点也离不开测量与控制。
特别是当今时代的自动化已不是本世纪初主要靠凸轮、机械机构实现的刚性自动化,而是以电子、计算机技术为核心的柔性自动化、自适应控制与智能化。
越是柔性的系统就越需要检测。
没有检测,机器和生产系统就不可能按正确的规程自动运行。
自适应控制就是要使机器和系统能自动地去适应变化了的内外部环境与条件,按最佳的方案运行,这里首先需要的是对外部环境条件的检测,检测是控制的基础。
智能化是能在复杂的、变化的环境条件下自行决策的自动化,决策的基础是对内部因素和外部环境条件的掌握,它同样离不开检测。
1-2试从你熟悉的几个例子说明测量与控制技术在生产、生活与各种工作中的广泛应用。
为了加工出所需尺寸、形状的高精度零件,机床的刀架与主轴必须精确地按所要求的轨迹作相对运动。
为了炼出所需规格的钢材,除了严格按配方配料外,还必须严格控制炉温、送风、冶炼时间等运行规程。
