华中数控系统介绍(ppt 22页)
- 格式:ppt
- 大小:2.26 MB
- 文档页数:22
自20世纪90年代以来,由于工业PC技术的发展,以工业Pc、I/O装置、监控装置、控制网络组成的数控系统得到了迅速普及,成为实现高性能、低成本、开放性、网络化工业自动化的重要途径。
近年来,随着装备制造业对自动化水平的不断提升,数控系统技术得到了迅速发展,已广泛应用在金属加工、汽车制造、航空航天、消费电子、模具制造、木工机械、注塑机械等行业,并且已经达到一个引人瞩目的市场规模。
华中“世纪星”数控系统采用以工业Pc作为硬件平台的开放式体系结构的创新技术路线,充分利用Pc软、硬件的丰富资源,通过软件技术的创新,实现数控技术的突破。
以工业PC作为数控系统的软硬件平台,不但可以大幅度提高数控系统的性能价格比,而且还可以充分利用通用微机已有的软硬件资源和分享计算机领域的最新成果,如大容量存储器、高分辨率彩色显示器、多媒体信息交换、联网通信等。
数控系统还能伴随Pc技术的进步而发展,从而长期保持技术上的优势。
通过不断的发展和创新,华中数控已经走出了一条民族数控系统产业的发展之路,现已派生出了十多种系列、三十多个特种数控系统产品,广泛用于车、铣、刨、磨、冲、加工中心、车铣复合、齿轮、仿形、激光等加工行业。
本书围绕如何高效地使用华中“世纪星”系列数控系统所提供的功能,详细地介绍了华中车床、铣床(加工中心)数控系统的编程指令和操作方法,阐述了零件从图样到产品的整个实现过程;并以实际应用为背景,介绍了华中“世纪星”数控系统的故障诊断和维修、进给驱动系统故障诊断和维修等内容,使读者在全面掌握华中“世纪星”数控系统的操作和编程等基本原理的同时,理解华中“世纪星”数控系统的软硬件组成原理,并掌握华中“世纪星”数控系统提供的与维修相关的功能,从而有效地提高读者操作、使用、保养维修数控机床的效率。
本书第1章由杨虎编著,第2、3、5、6章由向华编著,第4章由叶伯生编著,第7章由胡涛编著,第8、9章由徐建春、郑小年编著。
全书由向华统稿和定稿。
第一节华中Ⅰ型车削数控系统华中Ⅰ型车削数控系统是(HCNC—1T)华中理工大学、武汉华中数控系统有限公司研制开发出来的。
在保证系统可靠性的基础上,为用户提供了一个简捷、方便的操作平台。
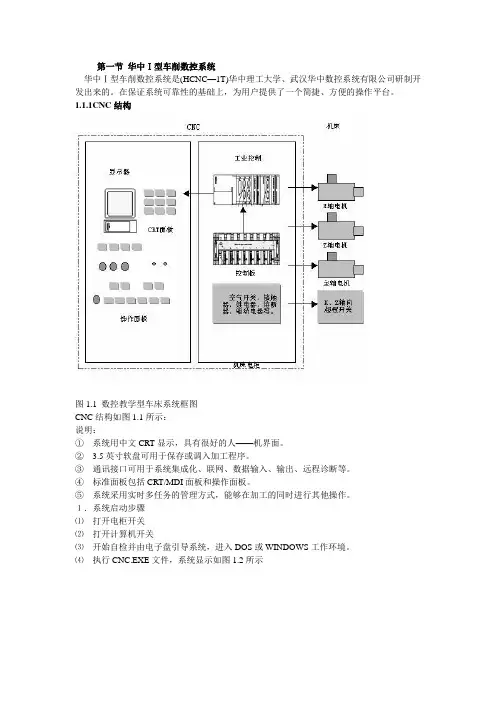
1.1.1CNC结构图1.1 数控教学型车床系统框图CNC结构如图1.1所示:说明:①系统用中文CRT显示,具有很好的人——机界面。
② 3.5英寸软盘可用于保存或调入加工程序。
③通讯接口可用于系统集成化、联网、数据输入、输出、远程诊断等。
④标准面板包括CRT/MDI面板和操作面板。
⑤系统采用实时多任务的管理方式,能够在加工的同时进行其他操作。
1.系统启动步骤⑴打开电柜开关⑵打开计算机开关⑶开始自检并由电子盘引导系统,进入DOS或WINDOWS工作环境。
⑷执行CNC.EXE文件,系统显示如图1.2所示图1.2 系统上电屏幕显示1.1.2系统通电后的屏幕说明⑴系统通电后,系统的屏幕显示如图1.2所示。
⑵工作方式:显示系统目前的运行方式,如:自动运行、回零功能、手摇进给、MDI功能、手动操作、步进功能等。
⑶运行状态:表示在不同的工作方式下有不同的运行状态,如:自动方式的状态显示:100%(进给修调)、机床锁住、程序单段等回零方式的状态显示:X轴回零、Z轴回零手摇功能的状态显示:*10(手摇倍率)、X轴进给、Z轴进给等MDI功能的状态显示:摸态G00 G90 G20 G99等点动功能的状态显示:100%(最大速度的百分比)、X轴进给、Z轴进给等步进功能的状态显示:*10(步进倍率)、X轴进给、Z轴进给等⑷运行文件名:显示自动加工的文件名,如:O2000 表示该文件被读入运行⑸O.N索引:显示自动运行中的O代码和N代码⑹P.L索引:显示自动运行中的P(调用子程序号)代码和L(调用次数)代码⑺M.T索引:显示自动运行中的M(辅助功能为两位)代码和T(刀具号为四位)代码⑻机械坐标:显示从伺服单元反馈的坐标信息图1.3菜单结构⑼F1键的功能:用此键改变显示软键的功能,使其返回到较高层次的菜单1.1.3系统的菜单功能介绍该系统的菜单共分为4级,分一级主菜单和三级子菜单,其结构如图1.3所示⑴第一级菜单(主菜单)基本功能菜单,如下图所示:⑵第二级菜单(第一级子菜单)∙自动方式下的子菜单如下图所示∙回零方式下的子菜单如下图所示∙手摇方式下的子菜单如下图所示∙MDI方式下的子菜单如下图所示∙点动方式下的子菜单如下图所示∙步进方式下的子菜单如下图所示⑶第三级菜单(第二级子菜单)∙刀具参数的子菜单如下图所示∙数据设定的子菜单如下图所示∙零件程序的子菜单如下图所示∙PLC功能的子菜单如下图所示⑷第四级菜单(第三级子菜单)程序编辑下的子菜单如下图所示手动运行此工作方式在调试机床及对刀等情况下。
华中数控系统硬件结构介绍
华中数控系统是国内为数不多具有自主版权的高性能数控系统之一,它以通用的工业PC机(IPC)和DOS、WINDOWS操作系统为基础,采用开放式的体系结构,使华中数控系统的可靠性和质量得到了保证。
它适合多坐标(2~5)数控镗铣床和加工中心,在增加相应的软件模块后,也能适应于其它类型的数控机床(如数控磨床、数控车床等)以及特种加工机床(如激光加工机、线切割机等)。
华中数控装置的硬件基本结构,系统的硬件由工业PC机(IPC)、主轴驱动单元和交流伺服单元等几个部分组成。
各组成部分介绍如下。
(1)虑线框为一台IPC的基本配置,其中ALL-IN-ONE CPU卡的配置是CPU 80386以上、内存2MB以上、cache 128kB以上、软硬驱接口、键盘接口、二串一并通信接口、DMA控制器、中断控制器和定时器;外存是包括软驱、硬驱和电子盘在内的存储器件。
(2)系统总线是一块由四层印刷电路板制成的无源母板。
(3)单点画线部分是数控系统的操作面板,其中数控键盘通过COM2口直接写标准键盘的缓冲区。
(4)双点画线的模块表示是可根据用户特殊要求而定制的功能模块。
(5)位置单元接口根据伺服单元的不同而有不同的具体实施方案;当伺服单元为数字交流伺服单元时,位置单元接口可采用标准RS232C串口;当伺服单元为模拟式交/直流伺服单元时,位置单元接口采用位置环板;当用步进电机为驱动元件时(教学数控机床),位置单元接口采用多功能数控接口板。
(6)光隔I/O板主要处理控制面板上以及机床测量的开关量信号。
(7)多功能板主要处理主轴单元的模拟或数字控制信号,并回收来自主轴编码器、手摇脉冲发生器的脉冲信号。