P2805储能式电焊机的电路图
- 格式:doc
- 大小:405.50 KB
- 文档页数:3
P2805储能式点焊机的电路图本文介绍一种储能式点焊机的电路部分,本图只是用于维修用切勿用于产品制造,转载请说明出处。
图1. 点焊机的控制板电路
上图为点焊机的控制电路,弱电部分的。
控制可控硅的导通以及焊接时放电。
下面简单说一下各个插头的作用:
1.插头J1用于控制充电电压的调节及反馈。
J1的3,4,5脚
接一个电位器,用于设定充电的高低。
2脚接的是充电电容
的正端,检测充电电压。
1脚用于焊接期间关断充电电路。
2.插头J2由于控制充电可控硅。
1,2脚输入交流20伏的控制
电源。
3,4,5,6脚接可控硅触发脚,控制可控硅的导通。
3.插头J3用于控制焊接期间的放电。
3,2脚接一个微动开关,
控制焊接时放电,1脚接焊接时放电可控硅的触发脚。
下图为点焊机的供电电源部分电路图:
图2.主供电电源电路
220伏交流电经过16安的断路器加到主变压器上,其中短路器电源指示灯,辅助电源保险装在有控制面板上。
主变压器输出两路电压,20Vac去控制控制板的控制电源端,380Vac去可控整流桥给储能电容充电。
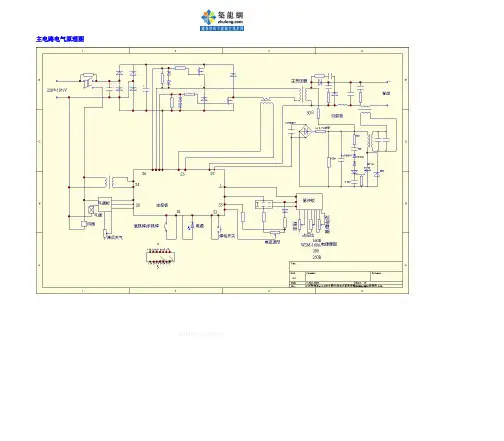
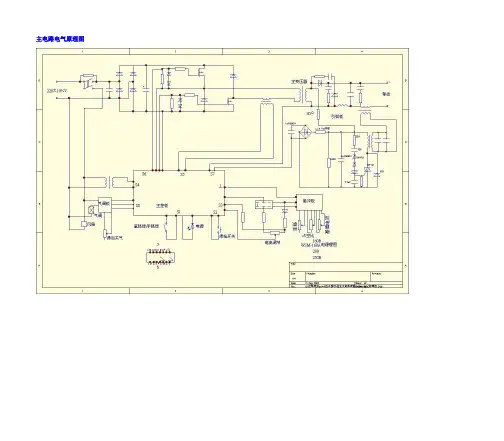
图3是点焊机的主电路的电路图。
380Vac经过可控整流桥,再通过1500W的炉丝给三组电容充电。
每组电容有10个330uF耐压450V的电容并联组成。
每组电容正端接有16安培的保险丝,用于一旦电容短路时的保护。
而放电时,则从电容的正端,经过保险,到焊接变压器的一端,而变压器的另一端则由3,4,5,6脚接入控制箱,在控制箱内经过一半桥的一个二极管,再接到焊接放电可控硅,然后经由13,14,15,16脚出控制箱,接到电容的负端。
焊接时放电的电流流过焊接变压器的初级,在焊接变压器的次级感应出低压的大电流流过焊接缝,从而产生热量融化金属,将器件上下壳焊接上。
焊接时将选择开关拨到充电一侧,这时整流桥的可
控硅可以正常触发,而重新调节充电电压时,先将开关拨到放电端,将电容上的电压降低,然后拨回充电端进行调节。
图3. 点焊机的主电路
机器不用或则维修时,将开关拨到放电端,以免被电容上残存的电荷被电击。
放电时,从电容的正端经过控制箱的2脚进入控制箱的选择开关,开关的另一脚经7脚出控制箱,再经过100欧50瓦的电阻接到电容的负极进行放电。