圆柱滚子轴承
- 格式:pdf
- 大小:1.80 MB
- 文档页数:8
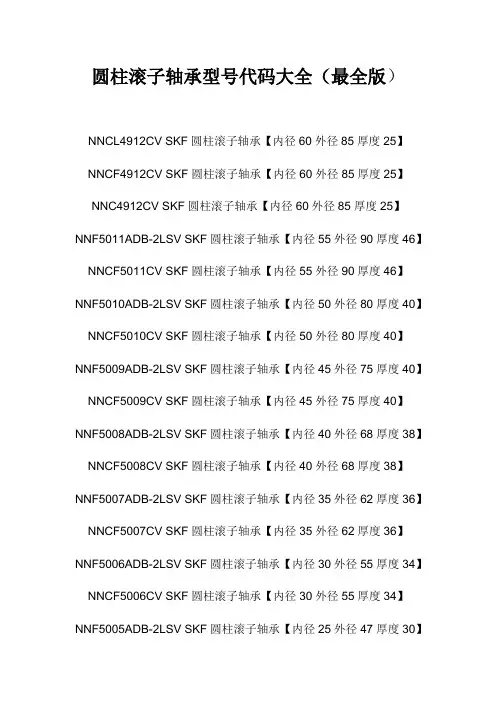
圆柱滚子轴承型号代码大全(最全版)NNCL4912CV SKF圆柱滚子轴承【内径60外径85厚度25】NNCF4912CV SKF圆柱滚子轴承【内径60外径85厚度25】NNC4912CV SKF圆柱滚子轴承【内径60外径85厚度25】NNF5011ADB-2LSV SKF圆柱滚子轴承【内径55外径90厚度46】NNCF5011CV SKF圆柱滚子轴承【内径55外径90厚度46】NNF5010ADB-2LSV SKF圆柱滚子轴承【内径50外径80厚度40】NNCF5010CV SKF圆柱滚子轴承【内径50外径80厚度40】NNF5009ADB-2LSV SKF圆柱滚子轴承【内径45外径75厚度40】NNCF5009CV SKF圆柱滚子轴承【内径45外径75厚度40】NNF5008ADB-2LSV SKF圆柱滚子轴承【内径40外径68厚度38】NNCF5008CV SKF圆柱滚子轴承【内径40外径68厚度38】NNF5007ADB-2LSV SKF圆柱滚子轴承【内径35外径62厚度36】NNCF5007CV SKF圆柱滚子轴承【内径35外径62厚度36】NNF5006ADB-2LSV SKF圆柱滚子轴承【内径30外径55厚度34】NNCF5006CV SKF圆柱滚子轴承【内径30外径55厚度34】NNF5005ADB-2LSV SKF圆柱滚子轴承【内径25外径47厚度30】NNCF5005CV SKF圆柱滚子轴承【内径25外径47厚度30】NNF5004ADB-2LSV SKF圆柱滚子轴承【内径20外径42厚度30】NNCF5004CV SKF圆柱滚子轴承【内径20外径42厚度30】NCF18/1120V SKF圆柱滚子轴承【内径1120外径1360厚度106】NCF29/1000V SKF圆柱滚子轴承【内径1000外径1320厚度185】NCF28/1000V SKF圆柱滚子轴承【内径1000外径1220厚度128】NCF18/1000V SKF圆柱滚子轴承【内径1000外径1220厚度100】NCF29/950V SKF圆柱滚子轴承【内径950外径1250厚度175】NCF28/950V SKF圆柱滚子轴承【内径950外径1150厚度118】NCF18/950V SKF圆柱滚子轴承【内径950外径1150厚度90】NCF29/900V SKF圆柱滚子轴承【内径900外径1180厚度165】NCF28/900V SKF圆柱滚子轴承【内径900外径1090厚度112】NCF18/900V SKF圆柱滚子轴承【内径900外径1090厚度85】NCF29/850V SKF圆柱滚子轴承【内径850外径1120厚度155】NCF28/850V SKF圆柱滚子轴承【内径850外径1030厚度106】NCF18/850V SKF圆柱滚子轴承【内径850外径1030厚度82】NCF29/800V SKF圆柱滚子轴承【内径800外径1060厚度150】NCF28/800V SKF圆柱滚子轴承【内径800外径980厚度106】NCF18/800V SKF圆柱滚子轴承【内径800外径980厚度82】NCF29/750V SKF圆柱滚子轴承【内径750外径1000厚度145】NCF28/750V SKF圆柱滚子轴承【内径750外径920厚度100】NCF18/750V SKF圆柱滚子轴承【内径750外径920厚度78】NCF29/710V SKF圆柱滚子轴承【内径710外径950厚度140】NCF28/710V SKF圆柱滚子轴承【内径710外径870厚度95】NCF18/710V SKF圆柱滚子轴承【内径710外径870厚度74】NCF29/670V SKF圆柱滚子轴承【内径670外径900厚度136】NCF28/670V SKF圆柱滚子轴承【内径670外径820厚度88】NCF18/670V SKF圆柱滚子轴承【内径670外径820厚度69】NCF29/630V SKF圆柱滚子轴承【内径630外径850厚度128】NCF28/630V SKF圆柱滚子轴承【内径630外径780厚度88】NCF18/630V SKF圆柱滚子轴承【内径630外径780厚度69】NCF29/600V SKF圆柱滚子轴承【内径600外径800厚度118】NCF28/600V SKF圆柱滚子轴承【内径600外径730厚度78】NCF18/600V SKF圆柱滚子轴承【内径600外径730厚度60】NCF30/560V SKF圆柱滚子轴承【内径560外径820厚度195】NCF29/560V SKF圆柱滚子轴承【内径560外径750厚度112】NCF28/560V SKF圆柱滚子轴承【内径560外径680厚度72】NCF18/560V SKF圆柱滚子轴承【内径560外径680厚度56】NCF30/530V SKF圆柱滚子轴承【内径530外径780厚度185】NCF29/530V SKF圆柱滚子轴承【内径530外径710厚度106】NCF28/530V SKF圆柱滚子轴承【内径530外径650厚度72】NCF18/530V SKF圆柱滚子轴承【内径530外径650厚度56】NCF30/500CV SKF圆柱滚子轴承【内径500外径720厚度167】NCF29/500V SKF圆柱滚子轴承【内径500外径670厚度100】NCF28/500V SKF圆柱滚子轴承【内径500外径620厚度72】NCF18/500V SKF圆柱滚子轴承【内径500外径620厚度56】NCF3096CV SKF圆柱滚子轴承【内径480外径700厚度165】NCF2996V SKF圆柱滚子轴承【内径480外径650厚度100】NCF2896V SKF圆柱滚子轴承【内径480外径600厚度72】NCF1896V SKF圆柱滚子轴承【内径480外径600厚度56】NCF3092CV SKF圆柱滚子轴承【内径460外径680厚度163】NCF2992V SKF圆柱滚子轴承【内径460外径620厚度95】NCF2892V SKF圆柱滚子轴承【内径460外径580厚度72】NCF1892V SKF圆柱滚子轴承【内径460外径580厚度56】NCF3088CV SKF圆柱滚子轴承【内径440外径650厚度157】NCF2988V SKF圆柱滚子轴承【内径440外径600厚度95】NCF2888V SKF圆柱滚子轴承【内径440外径540厚度60】NCF1888V SKF圆柱滚子轴承【内径440外径540厚度46】NCF3084CV SKF圆柱滚子轴承【内径420外径620厚度150】NCF2984CV SKF圆柱滚子轴承【内径420外径560厚度82】NCF1884V SKF圆柱滚子轴承【内径420外径520厚度46】NCF3080CV SKF圆柱滚子轴承【内径400外径600厚度148】NCF2980CV SKF圆柱滚子轴承【内径400外径540厚度82】NCF1880V SKF圆柱滚子轴承【内径400外径500厚度46】NCF3076CV SKF圆柱滚子轴承【内径380外径560厚度135】NCF2976CV SKF圆柱滚子轴承【内径380外径520厚度82】NCF1876V SKF圆柱滚子轴承【内径380外径480厚度46】NCF3072CV SKF圆柱滚子轴承【内径360外径540厚度134】NCF2972CV SKF圆柱滚子轴承【内径360外径480厚度72】NCF1872V SKF圆柱滚子轴承【内径360外径440厚度38】NCF3068CV SKF圆柱滚子轴承【内径340外径520厚度133】NCF2968CV SKF圆柱滚子轴承【内径340外径460厚度72】NCF1868V SKF圆柱滚子轴承【内径340外径420厚度38】NCF3064CV SKF圆柱滚子轴承【内径320外径480厚度121】NCF2964CV SKF圆柱滚子轴承【内径320外径440厚度72】NCF1864V SKF圆柱滚子轴承【内径320外径400厚度38】NCF3060CV SKF圆柱滚子轴承【内径300外径460厚度118】NCF2960CV SKF圆柱滚子轴承【内径300外径420厚度72】NCF1860V SKF圆柱滚子轴承【内径300外径380厚度38】NCF3056CV SKF圆柱滚子轴承【内径280外径420厚度106】NCF2956CV SKF圆柱滚子轴承【内径280外径380厚度60】NCF1856V SKF圆柱滚子轴承【内径280外径350厚度33】NJG2352VH SKF圆柱滚子轴承【内径260外径540厚度165】NCF3052CV SKF圆柱滚子轴承【内径260外径400厚度104】NCF2952CV SKF圆柱滚子轴承【内径260外径360厚度60】NCF1852V SKF圆柱滚子轴承【内径260外径320厚度28】。
圆柱滚子加工工艺一、引言圆柱滚子是一种常用的滚动轴承零件,广泛应用于机械设备中。
为了保证圆柱滚子的质量和性能,需要进行精密的加工工艺。
本文将对圆柱滚子的加工工艺进行探讨。
二、圆柱滚子的加工工艺流程圆柱滚子的加工工艺主要包括原材料准备、车削加工、热处理、磨削加工、表面处理等环节。
1. 原材料准备圆柱滚子的原材料通常采用高品质的合金钢或不锈钢。
首先需要对原材料进行检验,确保其质量符合要求。
然后按照滚子的尺寸要求进行切割或锻造,得到初步的滚子坯料。
2. 车削加工将滚子坯料放置在车床上,进行车削加工。
首先进行外圆的粗车和精车,确保圆柱滚子的外径尺寸和圆度符合要求。
然后进行内孔的粗车和精车,确保圆柱滚子的内径尺寸和圆度符合要求。
3. 热处理经过车削加工后的圆柱滚子需要进行热处理,以提高其硬度和耐磨性。
常用的热处理方法包括淬火和回火。
淬火可使滚子达到一定的硬度,而回火则可提高其韧性。
热处理过程需要控制好温度和时间,以确保圆柱滚子的性能达到要求。
4. 磨削加工经过热处理的圆柱滚子需要进行磨削加工,以提高其精度和表面质量。
磨削过程分为外圆磨削和内孔磨削。
外圆磨削采用圆柱磨床进行,通过磨削来达到滚子的精度要求。
内孔磨削通常采用内圆磨床进行,通过磨削来达到滚子的内径尺寸和圆度要求。
5. 表面处理经过磨削加工后的圆柱滚子需要进行表面处理,以提高其表面光洁度和耐腐蚀性。
常用的表面处理方法有镀铬、氮化等。
镀铬可以提高滚子的硬度和耐磨性,氮化可以提高滚子的表面硬度和耐蚀性。
三、加工工艺的关键点圆柱滚子的加工工艺中,有几个关键点需要特别注意。
1. 加工精度控制圆柱滚子作为滚动轴承零件,其加工精度直接影响到轴承的性能。
因此,在车削和磨削加工过程中,需要严格控制加工精度,确保滚子的尺寸和形状误差在允许范围内。
2. 热处理温度控制热处理是圆柱滚子加工过程中不可或缺的环节,热处理温度的控制对滚子的性能至关重要。
需要根据滚子的材料和要求,合理选择热处理温度,并严格控制温度的稳定性和均匀性。
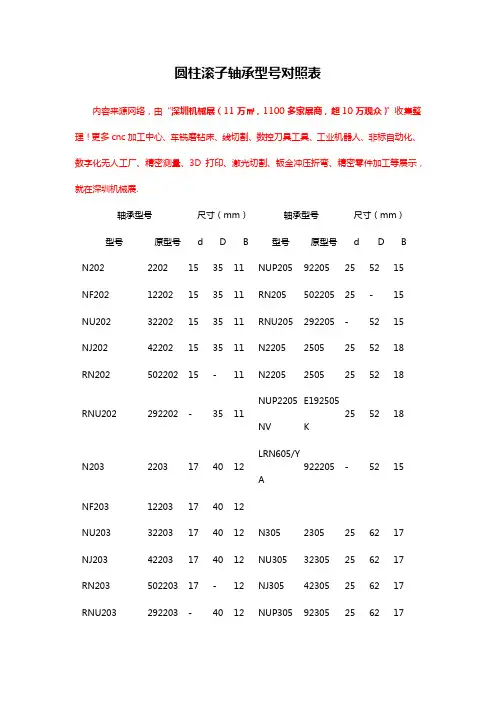
圆柱滚子轴承型号对照表内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.轴承型号尺寸(mm)轴承型号尺寸(mm)型号原型号 d D B 型号原型号 d D BN202 2202 15 35 11 NUP205 92205 25 52 15NF202 12202 15 35 11 RN205 502205 25 - 15 NU202 32202 15 35 11 RNU205 292205 - 52 15NJ202 42202 15 35 11 N2205 2505 25 52 18 RN202 502202 15 - 11 N2205 2505 25 52 18RNU202 292202 - 35 11NUP2205NV E192505K25 52 18N203 2203 17 40 12LRN605/YA922205 - 52 15 NF203 12203 17 40 12NU203 32203 17 40 12 N305 2305 25 62 17 NJ203 42203 17 40 12 NU305 32305 25 62 17 RN203 502203 17 - 12 NJ305 42305 25 62 17 RNU203 292203 - 40 12 NUP305 92305 25 62 17N204 2204 20 47 14 RN305 502305 25 - 17 NF204 12204 20 47 14 NF305 12305 25 62 17 NU204 32204 20 47 14 RNU305 292305 - 62 17 NJ204 42204 20 47 14 NCL2305 102605 25 62 24 NUP204 92204 20 47 14RN204 502204 20 - 14 N206 2206 30 62 16 RNU204 292204 - 47 14 NF206 12206 30 62 16RN-V604ENV/P 6 E392704K- 55 20 NU206 32206 30 62 16NJ206 42206 30 62 16N304 2304 20 52 15 NUP206 92206 30 62 16 NF304 12304 20 52 15 RN206 502206 30 - 16 NU304 32304 20 52 15 RUN206 292206 - 62 16 NJ304 42304 20 52 15 NCL206 102206 30 62 16 NUP304 92304 20 52 15RN304 502304 20 - 15 N306 2306 30 72 19 RNU304 292304 - 52 15 NF306 12306 30 72 19NU306 32306 30 72 19 N205 2205 25 52 15 NJ306 42306 30 72 19 NF205 12205 25 52 15 NUP306 92306 30 72 19 NU205 32205 25 52 15 RN306 502306 30 - 19NJ205 42205 25 52 15内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
单列圆柱滚子轴承型号及尺寸单列圆柱滚子轴承是机械工程领域中一种常见的滚动轴承类型,在许多应用领域都有着广泛的应用。
它由一个内圈、一个外圈、一组圆柱形滚子和一个保持架组成。
这种轴承可以承受很大的径向负载和适度的轴向负载。
在市场上,有许多不同型号和尺寸的单列圆柱滚子轴承可供选择,以满足不同应用的需求。
其中较常见的型号有NU、NJ、NUP、N、NF等。
以下将介绍几种常见的单列圆柱滚子轴承型号及其尺寸。
NU型圆柱滚子轴承是最为常见的一种,其内圈无肩片,即可当作是无肩圈型,并可承受较大的径向负载。
其尺寸一般由内径、外径、宽度三个参数来描述。
例如,NU 2205 ECP轴承的内径为25mm,外径为52mm,宽度为18mm。
NJ型圆柱滚子轴承与NU型相似,但其内圈带有肩片,可承受轻度的轴向负载并具有一定的定位能力。
同样地,它的尺寸也由内径、外径、宽度三个参数来描述。
例如,NJ 2205 ECP轴承的内径为25mm,外径为52mm,宽度为18mm。
NUP型圆柱滚子轴承是具有斜肩的轴承,既能承受径向负载,又能承受轻微轴向负载并具有一定的定位能力。
与NU型和NJ型相比,NUP型的内圈和外圈均带有肩片。
尺寸方面仍由内径、外径、宽度三个参数来描述。
例如,NUP 2205 ECP轴承的内径为25mm,外径为52mm,宽度为18mm。
N型圆柱滚子轴承类似于NU型,但其外圈被固定在内圈上,因此无法相对旋转。
这种轴承主要用于支承轴、滚筒或其他部件。
尺寸方面也由内径、外径、宽度三个参数来描述。
NF型圆柱滚子轴承与N型相似,但外圈上有定位肩。
它适用于承受有限的轴向负载时具有定位能力的应用。
尺寸方面与其他类型的单列圆柱滚子轴承相似。
当选购单列圆柱滚子轴承时,需根据具体应用需求选择合适的型号和尺寸。
一般来说,内径、外径、宽度越大,轴承的承载能力也越大。
此外,还需要注意轴承使用的环境条件和工作温度范围,以选择合适的轴承材料和润滑方式。
对于安装和使用单列圆柱滚子轴承,也需要遵循一定的操作规范。
轴承的主要分类引言轴承是机械设备中常见的零部件之一,用于减少摩擦和支撑旋转或往复运动的力。
根据不同的结构和用途,轴承可以分为多种类型。
本文将对轴承的主要分类进行全面、详细、完整和深入的探讨。
滚动轴承滚动轴承是最常见的一种轴承类型,其特点是通过滚动体来减少摩擦和支撑载荷。
滚动轴承分为以下几种子类型:1. 深沟球轴承深沟球轴承是最简单、最常见的滚动轴承之一。
它由一个外圈、一个内圈、一组钢球和一个保持器组成。
深沟球轴承适用于承受径向和轴向载荷,并且能够在高速运转时保持较好的稳定性。
2. 圆柱滚子轴承圆柱滚子轴承的滚动体是圆柱形的滚子,它们的长度略大于直径。
圆柱滚子轴承能够承受较大的径向载荷,并适用于高速运转和较高的轴向载荷。
3. 锥形滚子轴承锥形滚子轴承的滚动体是锥形的滚子,它们的轴向长度略大于径向长度。
锥形滚子轴承适用于承受高径向和轴向载荷,并且可以调整轴承之间的间隙,以适应不同的工作条件。
4. 自调心滚子轴承自调心滚子轴承具有两个滚道,其滚动体是圆柱形的滚子。
自调心滚子轴承可以在轴承与轴或壳体之间产生一定的偏转,从而适应不同的工作条件。
它们适用于承受大径向和轴向载荷,并且具有较好的自我调节能力。
滑动轴承滑动轴承是另一种常见的轴承类型,其特点是通过滑动摩擦来减少摩擦和支撑载荷。
滑动轴承分为以下几种子类型:1. 液体润滑滑动轴承液体润滑滑动轴承是利用液体润滑剂形成润滑膜,减少摩擦和磨损的轴承。
常见的液体润滑滑动轴承有油膜轴承和气体轴承。
2. 干摩擦滑动轴承干摩擦滑动轴承是利用干摩擦材料之间的摩擦力来减少摩擦和支撑载荷的轴承。
常见的干摩擦滑动轴承有干摩擦材料轴承和干摩擦涂层轴承。
磁悬浮轴承磁悬浮轴承是一种先进的轴承技术,它利用磁力来支撑和悬浮转子,减少轴与轴承之间的接触。
磁悬浮轴承可以实现无接触、无摩擦、无磨损的工作状态,具有高速、高精度、低噪音和长寿命等优点。
磁悬浮轴承广泛应用于高速列车、风力发电机组、离心压缩机等领域。

圆柱滚子轴承能否承受轴向力
nu型、n型nj型nup型圆柱滚子轴承能否承受轴向力
NU(内圈无挡边的圆柱滚子轴承)不能受轴向力,内外环可分开;
NUP(内圈单挡边并带平挡圈的圆柱滚子轴承)可调节轴向间隙;不能承受轴向力;
NJ(内圈单挡边圆柱滚子轴承)单边不可移动,能承受小量的轴承向力;
N(外圈无挡边圆柱滚子轴承)这种轴承不能承受轴向力。
这类轴承设计时是不能有轴向力的。
使用中轴承内外圈可有较大的轴向位移,目的是补偿两轴承间的转动部分因温升等原因造成的长度变化。
轴承滚子的加工技术一,圆柱滚子柱面加工方法现状及发展方向:圆柱滚子是滚柱轴承的重要部件,其加工质量影响着滚柱轴承的品质。
传统圆柱滚子加工方法主要有无心磨削、无心研磨和超精加工等。
在一整个滚子的加工过程中,磨削加工占总加工量的70%以上,而其中的重要工序则是对滚动面的加工。
滚动体圆柱面加工质量是滚柱轴承质量提高的一个技术瓶颈。
1.无心磨削是工件不定中心的磨削,最大的优点是无需对工件进行装夹定位,这使之能很好地用于大批量生产的场合,每个工件的安装调试时间几乎为零。
而且一旦机床调整完毕,则工件在加工过程中基本上是自行找修正的。
无心贯穿磨削是无心磨削的一种,因其具有高效的生产效率和相对低廉的生产成本,是生产圆柱滚子较为常用的方法。
无心磨削因其高效廉价是最常用的磨削手段之一。
但由于工件采用不定中心的固定方式,磨削后的工件能否改善几何形状具有不确定性,并且在加工过程中影响因素较多,需要对各种要素进行合理的调整设置。
在滚子加工中,除了较为常用的无心贯穿磨削,还有其他多种磨削方式,如: 定程磨削法,横磨法,摆头磨削法等。
2.无心研磨:研磨是一种较早出现的光整加工方法,既能用于平面加工,也适用于曲面加工。
研具在一定的压力下与被加工表面作复杂的相对运动,磨粒则在两者之间发生滑动和滚动,从而产生切削和挤压作用。
同时,研磨液中的液体与工件表面发生化学反应,这样,研磨既有机械切削作用,又有化学作用。
3.超精研加工特点: ①磨粒能保持较长时间的切削作用,所以较研磨加工切削效率高;②切削过程能自动循环,从而能自动进行粗、细、精,完整的循环;③加工时工件发热低,不会产生加工变质层。
4.磁流体磨削:目前,在某些应用中,普通钢制轴承已经无法满足要求,以氮化硅( Si3N4)、碳化硅( SiC) 为代表的工程陶瓷作为结构用材料代替以往的金属材料的应用正在各个方面取得进展。
其中,氮化硅陶瓷以其高硬度、低密度、疲劳寿命长等优点作为轴承滚动体制作材料。
滚动轴承圆柱滚子1 范围本标准规定了滚动轴承用成品钢制圆柱滚子的尺寸、技术要求、测量及检验方法、检验规则、标志、包装及贮存。
本标准适用于滚动轴承配套用和商品用钢制圆柱滚子(以下简称滚子)。
2 术语和定义GB/T 4199和GB/T 6930 界定的以及下列术语和定义适用于本文件。
滚子公称直径 nominal roller diameterD w用于标识滚子直径的直径值。
[GB/T 6930-2002,05.05.01定义]滚子单一直径 single roller diameterD ws在径向平面内,与滚子实际表面相切的两条平行切线间的距离。
注:根据GB/T 6930-2002,05.05.02定义改编。
单一平面滚子平均直径 mean roller diameter in a single planeD wmp单一径向平面内,滚子的最大与最小单一直径的算术平均值。
[GB/T 6930-2002,05.05.03定义]滚子平均直径变动量 variation of mean roller diameterV D wmp在滚子圆柱部分,对称于滚子长度中部排列的两径向平面内所测得的滚子最大与最小平均直径之差。
单一平面滚子直径变动量 variation of roller diameter in a single planeV D wsp单一径向平面内,滚子最大与最小单一直径之差。
[GB/T 6930-2002,05.05.04定义]滚子长度 roller lengthL w用于标识滚子长度的长度值。
注:根据GB/T 6930-2002,05.05.05定义改编。
倒角尺寸 chamfer dimensionr作为基准的滚子倒角尺寸值。
单一倒角尺寸 single chamfer dimensionr s单一轴向平面内,滚子的假想尖角到倒角表面与滚子端面交点间的〈径向〉距离。
单一轴向平面内,滚子的假想尖角到倒角表面与滚子外径表面交点间的〈轴向〉距离注:根据GB/T 4199-2003,5.4.2定义改编。
FAG超精密圆柱滚子轴承代码N 10 13 -K -M1 -SPHCN 10 13-C-K -PVPA-SPN 10 13-C-K HS-PVPA-SPN 10 13-C-K-DLR-HS-PVPA-SPHCN 10 13-C-K -PVPA-SP-H193N 19 20 -K -M1 -SP -C2轴承类型N圆柱滚子轴承,单列内圈上有挡边外圈上无挡边HCN圆柱滚子轴承,单列陶瓷滚子内圈上有挡边外圈上无挡边尺寸系列19轻载系列10中载系列内径代码06 6 · 5 = 30 mm088 · 5 = 40 mm改型设计C内部设计更改锥形内孔K锥孔 (锥度 1:12)径向游隙C2标准径向游隙R40.50特殊径向游隙;精度等级为SP和U P的轴承采用C1NA径向游隙规格标准规格H193半数滚子(提高转速)精度SP特殊精度UP超精密保持架M1黄铜保持架,滚子引导PVPA实体P EE K保持架(聚醚乙酮)外圈引导特殊设计HS高速钢质滚子轴承外部形式直接润滑直接润滑并集成了O型密封圈NNU 49 20- S-K-M-SPNN 30 20-AS-K-M-SPNN 30 20-AS-K-M-SP-C2轴承类型NNU圆柱滚子轴承,双列外圈上有挡边内圈上无挡边NN圆柱滚子轴承,双列内圈上有挡边外圈上无挡边尺寸系列49轻载系列30中载系列内径代码06 6 · 5 = 30 mm088 · 5 = 40 mm 径向游隙C2标准径向游隙R40.50个别的径向游隙特别介绍精度等级为SP和U P的轴承采用C1NA径向游隙规格精度SP特殊精度UP超精密保持架M保持架,滚子引导锥形内孔K锥孔 (锥度 1:12)外部形式S外圈上有润滑沟槽和孔AS外圈上有润滑沟槽和孔,适于NN30系列请见“安装指导”一节中关于圆柱滚子轴承游隙调整的说明型号示例标准设计圆柱孔NN U4918-S-K-M-SP NN U4918-S-M-SPNN3018-AS-K-M-SP NN3018-AS-M-SP请见“安装指导”一节中关于圆柱滚子轴承游隙调整的说明型号示例标准设计圆柱孔NN U4934-S-K-M-SP NN U4934-S-M-SPNN3034-AS-K-M-SP NN3034-AS-M-SP请见“安装指导”一节中关于圆柱滚子轴承游隙调整的说明型号示例标准设计圆柱孔NN U4976-S-K-M-SP NN U4976-S-M-SPNN3076-AS-K-M-SP NN3076-AS-M-SP请见“安装指导”一节中关于圆柱滚子轴承游隙调整的说明型号示例标准设计圆柱孔NN U4992-S-K-M-SP NN U4992-S-M-SPNN3092-AS-K-M-SP NN3092-AS-M-SP。
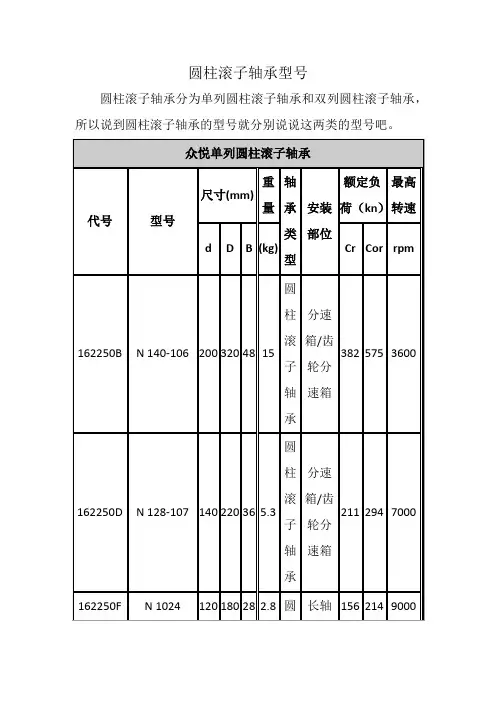
圆柱滚子轴承规格型号表
圆柱滚子轴承内部结构采用滚子呈90°相互垂直交叉排列(这也是交叉滚子轴承的名称由来),滚子之间装有间隔保持器或者隔离块,可以防止滚子的倾斜或滚子之间相互磨察,有效防止了旋转扭矩的增加。
圆柱滚子与滚道为线接触轴承。
负荷能力大,主要承受径向负荷。
滚动体与套圈挡边摩擦小,适于高速旋转。
根据套圈有无挡边,可以分有NU、NJ、NUP、N、NF等单列圆柱滚子轴承,及NNU、NN等双列圆柱滚子轴承。
该轴承是内圈、外圈可分离的结构。
圆柱滚子轴承规格型号:。
都说工欲善其事必先利其器,这句话是很有道理的,机器在日常生活中可以说是必不可少的,尤其是一些机械类器具,例如生活中常见的机车车辆。
如果你仔细观察过这些机器的话,那一定能发现它们的共同点,它们的构造都离不开圆柱滚子轴承,由此可见,圆柱滚子轴承对于机械制造有多重要了。
今天小编就为大家带来了圆柱滚子轴承型号规格尺寸表,圆柱滚子轴承的类型及构造、特点,以供大家了解,下面赶紧来看看吧!在介绍圆柱滚子轴承型号规格尺寸之前,我们先来简单了解一下什么是圆柱滚子轴承。
滚动体是圆柱滚子的向心滚动轴承。
圆柱滚子轴承内部结构采用滚子呈平行排列,滚子之间装有间隔保持器或者隔离块,可以防止滚子的倾斜或滚子之间相互摩擦,有效防止了旋转扭矩的增加。
圆柱滚子轴承型号规格尺寸表:圆柱滚子轴承的类型:分为以下几种1.单列圆柱滚子轴承单列圆柱滚子轴承根据套圈挡边结构的不同分为外圈无挡边,而内圈有双挡边的N型和内圈无挡边而外圈有双挡边的NU型结构,N型或NU型轴承均能在一定范围内允许轴相对于轴承箱做双向位移,多用作非定位轴承。
NJ 型的特点为外圈有双挡边而内圈为单挡边,NF型则为内圈双挡边而外圈单挡边结构,NJ和NF型的特点是可允许机轴在一个方向产生轴向位移。
根据不同的使用场合,NU型与NJ型还可与HJ型斜挡圈组合使用。
2.双列圆柱滚子轴承双列圆柱滚子轴承有圆柱内孔和圆锥内孔两种结构,该类轴承具有结构紧凑、刚性大、承载能力大、受负荷后变形小等优点,特别适用于机床主轴支承,NN型轴承的结构特点是内圈两侧带挡边外圈无挡边,而NU型轴承则为外圈两侧有挡边而内圈无挡边,这两种型式轴承均不限制轴与外壳间的相对轴向位移,用作非定位轴承。
3.四列圆柱滚子轴承用于冷、热轧机、开胚机等重型机械上,轴承为分离式,轴承套圈和滚动体组件可方便分离,轴承的清洗、检查和拆装均很方便。
后缀带E的轴承为近年来进过优化设计的加强型圆柱滚子轴承,具有较高的负荷能力,应优先选用,圆柱滚子轴承一般不允许轴相对外壳倾斜。
不同类型轴承的滚子数不同,具体如下:
1. 单列球轴承:滚动体是钢球,个数通常为4-36个,承载能力较小,适用于低速低负荷的场合。
2. 双列球轴承:滚动体也是钢球,个数更多,通常为18-64个,承载能力较单列球轴承更大,适用于中等负荷的场合。
3. 角接触球轴承:滚动体为钢球,个数常为20-60个,适用于高速高负荷的场合。
4. 圆锥滚子轴承:滚动体为圆锥形滚子,个数通常为20-30个,承载能力较大,适用于中高负荷的场合。
5. 圆柱滚子轴承:滚动体为圆柱形滚子,个数通常为4-32个,承载能力大,适用于高负荷场合。
6. 自动调心球轴承:滚动体为钢球,个数较多,超过12个,适用于振动和倾斜的设备。
如需获取更多关于轴承滚子数的信息,建议咨询专业人士获取帮助。