连铸机塞棒自动控制
- 格式:pdf
- 大小:196.50 KB
- 文档页数:3

连铸工艺参数对45#、70#钢铸坯冶金效果影响的探讨詹书申白瑞娟赵良江晁霞董文利(河南济源钢铁(集团)有限公司炼钢厂河南济源454650) 摘要:通过对45#、70#钢铸坯低倍组织情况的分析以及连铸工艺参数的总结,探讨出钢水过热度、拉速、塞棒自动控制、二冷配水及电磁搅拌等连铸工艺参数对铸坯低倍组织的影响。
通过对45#、70#钢中心碳偏析分析,表明随着钢中碳含量升高,连铸拉速、钢水过热度的增加,铸坯中心碳偏析有增大趋势。
关键词:铸坯的低倍组织;过热度;二冷配水;电磁搅拌参数;拉速;中高碳钢;中心碳偏析。
前言连铸工艺参数对钢坯的质量有着重要的影响。
尤其对优质钢的质量影响更大。
2004年9月份开始,河南济源钢铁(集团)公司(以下简称济钢)逐步开发生产了中高碳优质碳素结构钢。
用户对产品的质量提出了很高要求。
为此,炼钢厂对影响连铸坯质量的工艺参数进行了摸索。
为了进一步改善中高碳钢连铸坯质量,减轻中心偏析,提高等轴晶比例,又应用了结晶器电磁搅拌技术。
实践证明,通过优化连铸工艺参数和采用结晶器电磁搅拌技术,对产生优良的连铸坯低倍组织,减少中心偏析有明显的作用。
现以济钢所炼45#、70#钢铸坯的低倍情况和中心碳偏析情况加以总结分析。
1、连铸机的基本情况济钢3#连铸机系上海重型矿山机械有限公司制造安装其基本参数为:流数:4流间距:1200mm弧形半径:8m结晶器长度:900mm连铸坯规格:150mm ×150mm电磁搅拌方式:结晶器电磁搅拌M —EMS 液面控制方式:塞棒自动控制系统2.1所取45#、70#钢铸坯低倍样的炼钢工艺流程及执行标准,济钢品种钢铸坯低倍样连铸的工艺流程如图1所示:图1铸坯低倍样炼钢工艺流程图2.2执行标准为:GB226-91《钢的低倍组织及缺陷酸浊检验方》和YB/T153-1999《优质碳素结构钢和合金结构钢连铸方坯低倍组织评级图》。
3、铸坯低倍组织试验 3.1试样的制度从现场红坯上割取150mm ×30mm 的横剖样及150mm ×250mm 的纵剖样。
短流程连铸连轧成套装备的自动控制系统及其功能和特点随着工业化进程的不断发展,铁路、建筑、汽车等行业对高强度钢材的需求逐渐增加。
而短流程连铸连轧工艺由于其高效率、低成本的优势,成为满足这些需求的重要生产方式。
短流程连铸连轧成套装备的自动控制系统作为其中的核心组成部分,具有重要的作用。
本文将详细介绍短流程连铸连轧成套装备的自动控制系统及其功能和特点。
首先,短流程连铸连轧成套装备自动控制系统的主要功能之一是实现整个生产过程的自动化。
传统的连铸连轧工艺中,操作人员需要手动控制铸机、轧机等设备的运行,存在操作不准确、效率低下等问题。
而自动控制系统通过引入先进的控制算法和传感器技术,实现对设备各项参数的自动监测和调节,从而大大提高了生产效率和产品质量。
其次,短流程连铸连轧成套装备自动控制系统还能实现生产过程中的数据采集和分析。
通过传感器对设备运行状态、温度、速度等关键参数进行实时监测,自动控制系统能够将这些数据收集起来,并进行处理和分析。
通过对数据的分析,可以发现生产过程中的潜在问题,并及时采取相应的措施进行调整,从而降低了生产事故的发生率,提高了工作安全性。
与此同时,短流程连铸连轧成套装备自动控制系统还具有良好的系统稳定性和可靠性。
在生产过程中,自动控制系统具有快速响应的特点,能够在毫秒级的时间内对设备进行调节和控制。
同时,自动控制系统还具备良好的抗干扰能力,能够在强电磁干扰、温度变化等复杂环境下稳定工作。
这使得自动控制系统能够适应不同的工作环境和生产要求,实现连铸连轧工艺的高质量生产。
另外,短流程连铸连轧成套装备自动控制系统还具备一定的人机交互功能。
在系统界面设计上,考虑到操作人员的使用习惯和操作需求,自动控制系统采用直观简洁的操作界面,方便操作人员对设备进行监视和调整。
操作面板上的指示灯和图形显示,能够直观地显示设备运行状态和异常情况,方便操作人员进行故障诊断和处理,提高了系统的可操作性。
此外,短流程连铸连轧成套装备自动控制系统还具有良好的灵活性和可扩展性。
连铸机电气自动化控制系统的设计与实现摘要在冶钢工艺中,连铸过程是连接轧钢与炼钢过程的关键环节,因此,其生产过程顺利与否直接关系着炼钢生产过程的顺利进行,并影响着轧钢质量及其成材率,因此,如何实现连铸机电气自动化控制就显得十分重要了。
鉴于此,本文重点就连铸机电气自动化控制系统的设计及其实现进行研究,希望能为相关领域的研究提供借鉴。
关键词连铸机;电气自动化控制系统;设计作为将炼钢及轧钢相连接的中间环节,连铸过程通过浇铸、冷凝以及切割等环节有效实现了液态钢到铸坯的转换,由此可见,连铸生产过程能否正常进行不仅会对冶钢生产过程带来影响,更会直接影响到轧钢质量及其成材率。
因此,如何进一步完善连铸技术,提高连铸机自动化控制水平对于带动冶金技术的发展具有十分重要的意义。
本文重点就连铸机的工艺流程及其电气自动化控制系统的设计及实现进行了研究,希望能够推动冶钢企业产品及工艺结构的优化。
1 连铸工艺分析对于连铸机而言,其主要包括如下几个部分,即钢包的运载装置、中间包及其包车、结晶器及其振动装置、拉坯矫直相关装置、切割装置、二次冷却装置以及铸坯运出等装置。
进行浇铸的过程中应先将携带钢液的钢包经相关运载装置运送于连铸机的上方,这样,通过钢包底部所具有的水口将钢液直接注入中间包中。
将中间包的塞棒或者滑动水口打开之后,待钢液注入下口后,通过引锭杆头将其进行堵塞。
这样一来,钢液将会沿着结晶器的周边发生冷凝,最终形成坯壳。
待结晶器的下端出口上坯壳的厚度达到一定程度时,将拉坯机以及结晶器振动装置进行启动,使得携带液心的铸坯直接进入到由夹辊所构成的弧形导向段中。
此时,由于二次冷却区域中呈一定规律进行布置的喷嘴所喷出的雾化水能够进行强制性的冷却,这样,铸坯在下行的同时还会受到冷却继续发生凝固。
一旦引锭杆将扇形段送出之后,将会使其同铸坯发生脱开,这样铸坯就能够在全凝固状态下得到矫直。
等到铸坯矫直并彻底凝固之后,水平方位通过切割装置将铸坯进行定尺长度的切割,并通过输送辊道直接运送出去。
1、液位自动控制系统工作原理与硬件组成1.1系统工作原理本控制系统主要由两部分组成:SC3000仪表检测系统和液位自动控制系统。
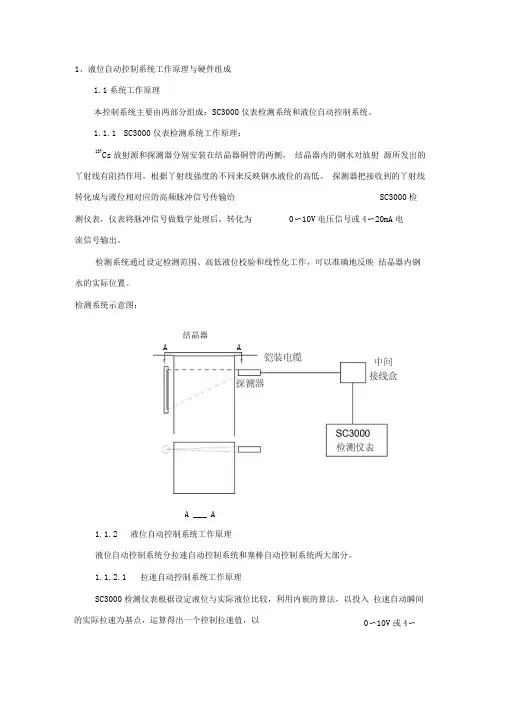
1.1.1SC3000仪表检测系统工作原理:137Cs放射源和探测器分别安装在结晶器铜管的两侧,结晶器内的钢水对放射源所发出的丫射线有阻挡作用,根据丫射线强度的不同来反映钢水液位的高低。
探测器把接收到的丫射线转化成与液位相对应的高频脉冲信号传输给SC3000检测仪表,仪表将脉冲信号做数字处理后,转化为0〜10V电压信号或4〜20mA电流信号输出。
检测系统通过设定检测范围、高低液位校验和线性化工作,可以准确地反映结晶器内钢水的实际位置。
检测系统示意图:结晶器A AA ___ A1.1.2液位自动控制系统工作原理液位自动控制系统分拉速自动控制系统和塞棒自动控制系统两大部分。
1.1.2.1拉速自动控制系统工作原理SC3000检测仪表根据设定液位与实际液位比较,利用内嵌的算法,以投入拉速自动瞬间的实际拉速为基点,运算得出一个控制拉速值,以0〜10V或4〜20mA信号送给连铸PLC用于控制拉矫机的速度,或直接送给拉矫机变频器来控制拉矫机的速度。
通过调整拉矫机的速度来调整结晶器内钢水液位,以达到实际液位稳定的目的,实现恒液位变拉速控制。
拉速自动控制原理图设定液位SC3000仪表控制拉速结晶器钢注:拉速反馈用于切换拉速自动瞬间作为PID运算的拉速基点1.1.2.2塞棒自动控制系统工作原理SC3OO0佥测仪表将钢水液位信号处理为0〜10V或4〜20mA言号给塞棒自动控制系统PLC塞棒自动控制系统PLC根据设定液位与实际液位的比较,利用PLC 程序运算得出一个动作量,输出给驱动器来驱动电缸动作,带动执行机构来调整塞棒的开启度,从而调节中包水口的钢水流量,以保证结晶器内钢水液面稳定,实现恒液位恒拉速控制。
塞棒自动控制原理图1.2系统工作示意图1.2.1 功能描述示意图1.2.2现场安装示意图现场分线盒电缸电缆1.3 系统硬件组成1.3.1PLC硬件组成动作执行设备1.3.3 检测系统1.3.4 HMI135 现场操作箱操作箱中装有系统控制相关的现场控制组件(按钮、指示灯)和状态显示组件(液位显示表)。
方坯小矩形坯圆坯连铸机自动控制说明1.连铸机工艺流程:连铸机浇注前,先进行上引锭操作。
在确保液压站正常工作的前提下可进行送引锭操作:首先拔出防止引锭杆下滑的定位销子,确认销子拔到位以后送引锭,拉矫辊和脱锭辊会自动抬起经10秒延时后引锭存放电机启动,送引锭杆入拉矫机拉矫上辊下,当引锭杆送达拉矫机下时,引锭杆停止,跟踪位灯点亮,拉矫辊自动压下且一压压紧,10秒后,确保一压完成,引锭电机和拉矫机同时启动并保持线速度一致。
开始送引锭至结晶器下口。
当引锭杆送至结晶器下1000mm左右时,停止送引锭。
拉矫台的操作权交给结晶器操作箱,由机旁箱的按钮盒点动按钮把引锭杆送入结晶器内,送引锭过程完成。
经过预热的中间包由位于浇注平台一侧的中间包车运行至结晶器上方,通过中间包车上的对中机构对位。
合格钢水由出钢跨吊车吊运至钢包回转台上,操作工在钢包操作台上操作转台,钢包回转台经转动、减速、停止,回转180°后,钢包置于中间包上方。
操作工开启钢包滑动水口,钢水进入中间包;待中间包钢水液位达到一定高度后,加入保温剂,打开定径水口,开始浇注;钢水液位在结晶器内上升,当钢水液位达到一定高度时,启动结晶器振动装置和拉矫机,拉坯开始,二冷水阀门打开,对铸坯进行二次冷却。
当引锭杆头部到拉坯辊,存放电机慢速启动,此时电气控制使拉矫机的速度不能低于存放电机速度,延时,拉坯辊压力由引锭杆压力转为热坯压力,当引锭头出拉矫机的矫直辊时(取引锭杆尾端的行程开关信号),矫直辊以高压压力向热坯头部压下,将引锭杆与铸坯脱离,压下到位后,延时,矫直辊压力转为热坯压力。
脱离热坯后的引锭杆由存放电机继续驱动到达引锭杆存放位时,存放电机停转(取引锭杆尾端的行程开关信号),引锭杆停在存放位,等待下一次浇钢。
当铸坯头部触及定尺检测装置的吊链,发出电信号时,切割机抱夹夹紧铸坯,进行定尺切割操作,当切割机完成定尺切割操作时,该流的切割后辊道启动,同时横移区X流公用辊道启动,切断后的铸坯经切割后辊道输送至钢坯横移区前的升降档板位置。
1 引言太钢不锈炼钢厂立式连铸机控制系统全部采用西门子S5-115U系列可编程控制器, 传动调速系统采用西门子6SE70系列变频器。
为提高不锈钢质量,扩大生产能力,2004年3月,对立式连铸机进行了改造,托辊系统改造也是其中内容之一。
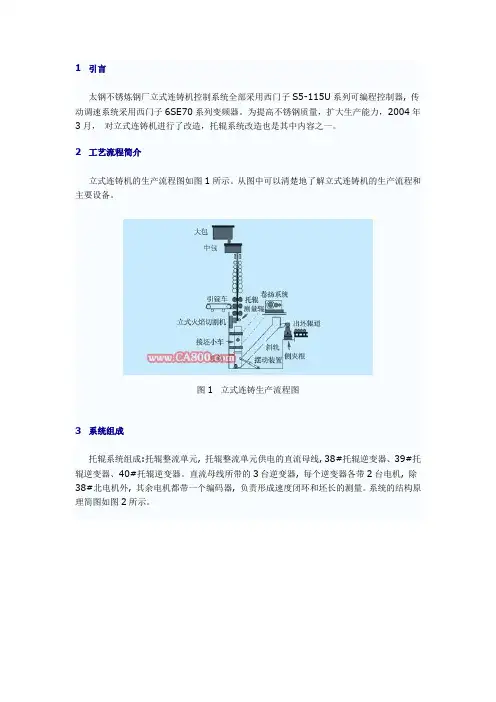
2 工艺流程简介立式连铸机的生产流程图如图1所示。
从图中可以清楚地了解立式连铸机的生产流程和主要设备。
图1 立式连铸生产流程图3 系统组成托辊系统组成:托辊整流单元, 托辊整流单元供电的直流母线, 38#托辊逆变器、39#托辊逆变器、40#托辊逆变器。
直流母线所带的3台逆变器, 每个逆变器各带2台电机, 除38#北电机外, 其余电机都带一个编码器, 负责形成速度闭环和坯长的测量。
系统的结构原理简图如图2所示。
图2 系统结构原理简图采用整流/回馈的直流母线供电连接3个逆变器,一是可以保证公共母线的电压恒定,二是可以在传动装置制动时,将能量反馈回公共母线,实现能量的再生利用,从而得到节能的目的。
4 系统参数(1) 整流回馈单元型号: 6SE7033-1EE85-1AA0,输入电压: 380~460V,输入电流: 269A,输出电流: 310A;进线电抗器型号:4EU3051-7UA00,输入电压:400V,输入电流:280A;自耦变压器型号:4BU4795-00A11-8A,最大回馈电流:297A。
(2) 逆变器型号:6SE7027-2TD61输入电压:540V,输入电流:85.7A,输出电压:0V~380V,输出电流:72A;输出电抗器型号:6SE7027-2ES87-1FF0最大功率,190kW。
(3) 电机型号: YTSP160C-4功率:15kW,额定电压:380V; 额定电流:29A;频率:0~50Hz(恒转矩调速),50~100Hz(恒功率调速)。
(4) 编码器型号:TYRD-J1000-RZCW, TYRD-J300-RZCW,工作电压:9~30V。
5 速度闭环控制原理托辊传动系统主要负责拉钢的速度控制和传送引锭链的速度控制,同时利用转速反馈形成对钢坯的定尺测量,利用其速度变化率dv/dt完成对卷扬系统速度控制与转矩控制的转换,拉钢速度的快慢直接影响钢坯的质量,转速反馈的精度直接影响定尺的准确。
打印无效大连特殊钢有限责任公司技术操作规程GC/DL31.13 -2010第一炼钢厂 连铸机技术操作规程2010.02.25发布 2010.03.01实施受控状态受 控受控编号 持 有 者大连特殊钢有限责任公司发布打印无效目 录1. 主题内容与适用范围2. 浇注前的准备3. 浇注操作4. 标识5. 质量记录附件A :钢种及温度制度附件B :拉速及工艺制度 附件C :连铸机基本技术参数2010 0毕 胜 吴安民 姜文宝 王会民 2010.03.01 2006 2.10条 第9页 吴 鹏 吴安民 姜文宝 张晓军 2008.05.28 2006 2 全部 胡永才 吴安民 李 健 唐律今 2006.06.15 2004 1 全部 胡永才 孙启斌 李 瑛 刘 勇 2004.07.06 2004 0 0 胡永才 孙启斌 李 瑛 刘 勇 2004.02.20 版本修订修订页起草人负责人审 核批 准实 施提出单位:技术中心起草单位:第一炼钢厂打印无效1主题内容与适用范围本规程规定了连铸机生产的工器具准备、中间包机构安装及烘烤、钢的浇注、铸坯缓 冷保温等技术操作和工艺制度。
本规程适用于大连金牛一炼钢二机二流小方坯连铸机生产。
2浇注前的准备2.1 工器具及相关工作的准备准备浇注用的保护渣、稻壳、中包覆盖剂、Φ6mm,Φ8mm 烧氧管、堵锥、冷料、长水口、托架、撬棍、石棉绳、热电偶及取样器等有关工器具。
2.2 中间包塞棒安装2.2.1 将塞棒操作机构的开度指示标定在中间位,并锁定手轮; 2.2.1.1 将塞棒放在水口,并将连接芯棒放在横臂叉钳内; 2.2.1.2 拧松横臂螺母,固定横臂;2.2.1.3 先拧塞棒的下部螺母,与横臂下沿贴紧,调整塞棒,使塞棒与水口中心线重合,然后做啃里调整,啃头3~5mm ,预紧上螺母,手动进行塞棒打开和关闭的动作;2.2.1.4 关闭塞棒,将塞棒的上部螺母拧紧;2.2.1.5 在中间包吊运时,必须将塞棒置于关闭位。
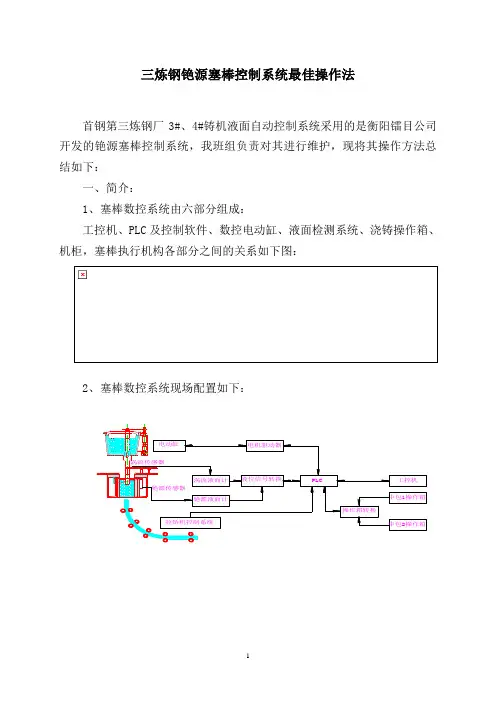
三炼钢铯源塞棒控制系统最佳操作法首钢第三炼钢厂3#、4#铸机液面自动控制系统采用的是衡阳镭目公司开发的铯源塞棒控制系统,我班组负责对其进行维护,现将其操作方法总结如下:一、简介:1、塞棒数控系统由六部分组成:工控机、PLC 及控制软件、数控电动缸、液面检测系统、浇铸操作箱、机柜,塞棒执行机构各部分之间的关系如下图:2、塞棒数控系统现场配置如下:电动缸电机驱动器PLC 涡流液面计涡流传感器工控机操作箱转换拉矫机控制系统铯源液面计铯源传感器液位信号转换中包1操作箱中包2操作箱3、控制过程:控制系统的铯源发射的 射线通过结晶器水套和铜管射到接受器上,产生电脉冲。
电脉冲通过屏蔽电缆输入到二次仪表,经放大、分析之后送PLC 主机,形成脉冲计数N值,随结晶器内实际的液面高度成比例变化。
因此,可通过N值,计算出液面高度H及与H成线性的电压或电流模拟量,送到二次仪表后面板,用于控制塞棒位置或拉矫机的拉速,保持结晶器中的钢水液位稳定。
控制仪的工作参数可根据现场的实际情况,通过二次仪表前面板上的键盘进行修改。
经二次仪表处理的液位等信息可在液晶屏上显示出来。
出现浇钢异常时,会产生报警信息。
二、系统维护:我班组负责维护除液面检测传感器及液面检测系统外的所有自动控制设备,通过对其不断的研究与摸索,总结出了如下维护及故障处理经验:1、硬件部分:本控制系统的PLC使用西门子公司的S7-300系列模块,数字缸控制使用的是伺服之星驱动器,液面显示仪表及现场操作箱是镭目公司的成套设备。
其中模块、工控机和驱动器理论上是免维护设备,但基于设备的使用过程中的不断老化和日常的误操作,难免不出现故障,故针对硬件部分可能出现的故障总结如下:工控机和PLC之间通过DP网进行通讯连接,PLC和驱动器、显示仪表和操作箱之间通过电缆连接。
针对网络部分,由于PLC的CPU本身具有诊断功能,故网络及PLC部分故障可以通过CPU本身的故障显示灯进行状态判断,正常情况下,CPU的BUF灯处于灭的状态,当BUF灯闪烁或常亮时,表示网络部分故障。
炼钢厂连铸自动控制系统设计与应用发表时间:2020-11-19T14:49:50.267Z 来源:《中国电业》2020年第19期 作者: 王林[导读] 在炼钢工业设备中,连铸是必不可少的设备。
王林
首钢水钢维检中心
摘要:在炼钢工业设备中,连铸是必不可少的设备。对连铸的自动控制系统进行设计是非常重要的工序,能够有效提高炼钢工业的工作效率。下面本文首先探究连铸的自动控制系统组成部分,将系统中需要的数据信息进行精确处理,合理控制运行工作的水量,通过国际标准网络的方式进行全面控制,结合PID控制技术控制所需冷却水的量,使其满足炼钢的生产要求,从而提高炼钢的整体工作效率。
关键词:连铸;炼钢;自动控制系统;设计与应用
引言:对连铸自动控制系统的设计,首先应当对系统的数据进行精确处理,这样才能够使自动控制工艺满足工作需要。应用连铸自动控制系统可以有效提高炼钢工业的工作效率,减轻工作人员的工作压力。由此可见,设计连铸自动控制系统是非常重要的。 1、概述
连铸通常是三机三流,炼钢工业的连铸系统由公用部分、1#流铸机部分、2#流铸机部分和3#流铸机部分共同运行来展开相关的炼钢工作。这四大部分分别通过一台S7- 300PLC进行控制,采用MPI技术对四台PLC控制机共同操作,从国际层面上来说,连铸自动控制系统的设计方案已经达到当前社会的最高水平层面,设计出来的连铸自动系统已经在炼钢厂得到全部验收,并大量使用于炼钢厂中。连铸自动控制系统通常都会加入安全警报的功能,在设计时将每个操作台都安装警报信号指示灯,并设置精确的流量数字显示控制仪,上级为监控,通过西门子Win CC设置界面开展有关参数的设置、报警设置等功能。在连铸自动控制系统中,冷却水的给水量是控制自动系统的关键。一般利用二冷水一段和二冷水二段对电动调节阀进行自动控制,同时结合先进PID控制来调节电动调节阀的开度,PID控制一般有两种类型,一种是自动控制,另一种是采用手动的方式进行控制,二冷却水的状态控制主要由主操作台的CT2进行工作,将其在自动状态和手动状态之间进行切换。当CT2控制处于手动状态时,通过按钮的操作对开度进行调控,以每次5%的范围进行增减调节。当CT2控制处于自动状态时,利用拉矫速度对二冷水的量进行掌控,通过输入的配水公式进行自动调整,将合理地配水公式输入FC25系统中,设立准确的公式使系统顺利运行,其中的配水系数一般有两种,一种是A1、B1配水系数,一种