连铸自动控制
- 格式:ppt
- 大小:568.50 KB
- 文档页数:44
连铸结晶器液面自动加渣掌握系统简介一、概述连铸机浇筑时结晶器加保护渣是连铸生产中最重要的工作,保护渣在连铸生产中起着极为重要的作用,如防止二次氧化、润滑与吸附杂质等。
连铸工艺要求保护渣在浇铸过程中形成熔融层、烧结层与粉渣层等三层构造,以便更好的发挥作用。
少加勤加是添加保护渣的一条重要原则。
二、现场现状目前连铸机上承受的加渣方式大都还是人工方式,每个工人治理着一流或两流,需时刻观看着结晶口的状态,需要加时就用任凭的推上一堆,心情好或领导在时加的还均匀些,领导不在那就看自己的心情了,心情好负责些,心情不好那就任凭了。
况且连铸机旁的环境比较恶劣,工人的劳动强度很大,要求工人长时间的高质量的完成加渣工作也有难度。
因此人工添加保护渣受操作者因素的影响较大,很难保证添加的稳定性,简洁产生卷渣和液面波动,从而产生夹杂、振痕加深等缺陷。
针对这种状况,我公司最研发了一套连铸结晶器液面自动加渣掌握系统,可以代替工人进展自动加渣而根本无需工人干预。
三、系统简介我公司研发的连铸结晶器液面自动加渣掌握系统,包括工控机、掌握执行单元、现场掌握报警单元、加料仓、气动单元、结晶器渣液面温度检测装置、渣料喷头、料位计、专用软件组成。
料位计报警器干燥氮气元渣层温度显示控制界面连铸结晶器液面自动加渣掌握系统是一套闭环自动掌握系统,它以工控机为核心,通过专用软件来自动掌握各个组成局部自开工作,在根本参数设置完成后,由工控机来依据连铸机结晶器内渣液面的实际状况进展参数调整,无需再人工干预调整而能保证结晶器内渣液面的均匀和稳定。
系统的工作过程由工控机实时不停的读取结晶器内渣液面的外表温度,假设渣液面的外表温度超过设定的加料温度,则工控机掌握执行单元让加料仓下料,同时翻开气动单元,保护渣在下料管内被送料气体经渣料喷头均匀吹送到结晶器内,然后再测结晶器内渣液面的外表温度,假设渣液面的外表温度仍旧超过设定的加料温度,则工控机重复上面的加料过程,假设测量到结晶器内渣液面的外表温度低于设定的加料温度则停顿加料和关闭气动单元。

炼钢厂连铸自动化控制探讨摘要:连铸是钢铁工业的重要阶段之一。
在钢铁生产中,连铸生产自动化程度直接关系到板材质量和炼钢效率。
因此,自动化控制连铸工艺的生产对于钢铁的可持续发展至关重要。
对于钢而言,连铸自动化是一个使用连铸设备自动控制各种钢种形式的钢水直接流动的过程。
从应用特点的优点来看,可以大大提高企业的经济社会效益。
本研究以钢铁厂连铸自动化控制技术的引进为切入点,探讨技术发展现状,为钢铁厂的技术作用提供了可行性参考。
关键词:炼钢厂;连铸工艺;自动化控制;研究分析前言连铸过程是轧钢到钢的过渡过程。
在此过程中,液态钢通过成型、冷凝和切割转化为固态钢。
因此,连铸过程的成功直接关系到钢的质量、轧钢的质量和产量。
因此,连铸技术的改进和质量是炼钢技术的核心,自动控制系统的设计是连铸技术应用的一个重要方面。
摘要:在引进连铸工艺的基础上,从多个方面分析了自动化和创新在连铸工艺中的应用,以优化炼钢工艺。
一、炼钢厂连铸自动化控制概述1.炼钢厂连铸自动化介绍应用连铸自动控制技术的主要途径是确保集团公司成为产品结构调整、生产线技术升级和发展、技术各方面改造和一体化的重要方向,从更新设备试验箱到提高产品质量的过程中,大大提高了企业的经济效益,从而使钢铁集团公司在市场激烈竞争中占有一席之地,以满足市场需求,在实体自动化生产中不断为了确保整个系统的高级、可靠和高效运行,从而减少过剩容量,创建更多的投资订单,减少过剩存储,从而降低整个过程的资本成本,需要充分利用系统配置优势和概念。
2.基础工艺简介为了调整产品结构,进一步提高产品质量,钢铁在设备升级链中采用连铸自动控制流技术更新现有技术,以提高经济效益,作为技术升级、响应的现状作为当前生产的一部分,钢铁使自动化配置成为系统可靠性和进展的一个条件。
在系统的合理配置和功能配置方面,它具有明显显着的应用优势,有助于避免产能过剩,节约成本,建设和谐社会。
在设计应用阶段,将坯连铸机生产线作为生产线系统控制设备的基本控制领域,采用自动控制技术作为系统的基本结构,从而实现了其在自动控制中的生产要求。
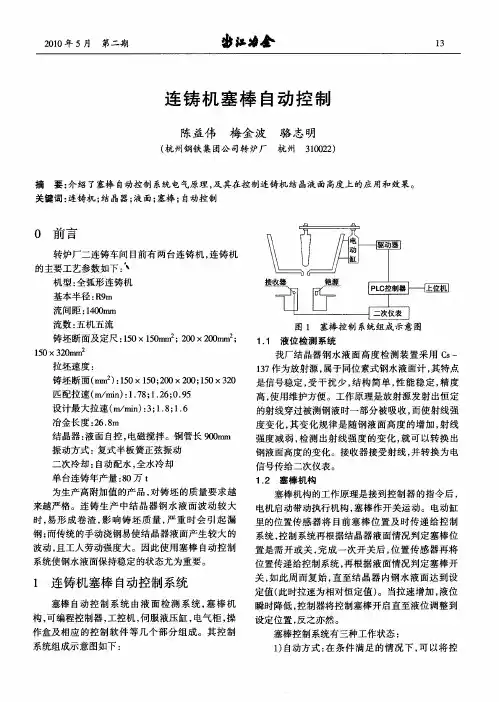
连铸机电气自动化控制系统的设计与实现摘要在冶钢工艺中,连铸过程是连接轧钢与炼钢过程的关键环节,因此,其生产过程顺利与否直接关系着炼钢生产过程的顺利进行,并影响着轧钢质量及其成材率,因此,如何实现连铸机电气自动化控制就显得十分重要了。
鉴于此,本文重点就连铸机电气自动化控制系统的设计及其实现进行研究,希望能为相关领域的研究提供借鉴。
关键词连铸机;电气自动化控制系统;设计中图分类号tm92 文献标识码a 文章编号 1674-6708(2013)92-0163-02作为将炼钢及轧钢相连接的中间环节,连铸过程通过浇铸、冷凝以及切割等环节有效实现了液态钢到铸坯的转换,由此可见,连铸生产过程能否正常进行不仅会对冶钢生产过程带来影响,更会直接影响到轧钢质量及其成材率。
因此,如何进一步完善连铸技术,提高连铸机自动化控制水平对于带动冶金技术的发展具有十分重要的意义。
本文重点就连铸机的工艺流程及其电气自动化控制系统的设计及实现进行了研究,希望能够推动冶钢企业产品及工艺结构的优化。
1 连铸工艺分析对于连铸机而言,其主要包括如下几个部分,即钢包的运载装置、中间包及其包车、结晶器及其振动装置、拉坯矫直相关装置、切割装置、二次冷却装置以及铸坯运出等装置。
进行浇铸的过程中应先将携带钢液的钢包经相关运载装置运送于连铸机的上方,这样,通过钢包底部所具有的水口将钢液直接注入中间包中。
将中间包的塞棒或者滑动水口打开之后,待钢液注入下口后,通过引锭杆头将其进行堵塞。
这样一来,钢液将会沿着结晶器的周边发生冷凝,最终形成坯壳。
待结晶器的下端出口上坯壳的厚度达到一定程度时,将拉坯机以及结晶器振动装置进行启动,使得携带液心的铸坯直接进入到由夹辊所构成的弧形导向段中。
此时,由于二次冷却区域中呈一定规律进行布置的喷嘴所喷出的雾化水能够进行强制性的冷却,这样,铸坯在下行的同时还会受到冷却继续发生凝固。
一旦引锭杆将扇形段送出之后,将会使其同铸坯发生脱开,这样铸坯就能够在全凝固状态下得到矫直。
智慧化控制连铸机工作原理
智慧化控制连铸机的工作原理如下:
1. 传感器数据采集:连铸机上安装了多个传感器,包括温度传感器、压力传感器、速度传感器等。
这些传感器通过检测不同的参数,将实时的工艺数据采集下来。
2. 数据传输和处理:传感器采集到的数据通过通信网络传输到集中控制系统。
在传输的过程中,采用了一些现代通信技术,如物联网和云计算。
在集中控制系统中,对传感器数据进行分析和处理,包括数据清洗、校正等。
3. 过程优化和决策:集中控制系统根据传感器数据,结合预设的工艺参数和算法模型,进行过程优化和决策。
通过对连铸机各部分(如铸模系统、冷却系统等)的控制,实现优化的铸造过程,并提供高质量和高效率的生产。
4. 实时监控和故障诊断:智慧化控制连铸机具有实时监控功能,可以监测整个铸造过程中的各项参数,并根据设定的阈值进行报警。
同时,通过数据分析和故障诊断技术,及时发现并解决潜在的故障问题,提高生产的稳定性和可靠性。
5. 远程操作和管理:智慧化控制连铸机支持远程操作和管理,在任何时间和地点,运营人员都可以通过远程设备(如手机、电脑等)对连铸机进行监控和控制,实现远程生产管理、故障处理和参数调整等。
通过智慧化控制连铸机的工作原理,可以实现连铸过程的智能化、自动化和优化化,提高生产效率、节约能源、减少废品率,并且降低了人工操作的风险和工作强度。