制袋机控制
- 格式:doc
- 大小:98.50 KB
- 文档页数:14
制袋机操作规程一、目的本操作规程的目的是确保制袋机的安全操作和正常运行,保证产品质量,提高生产效率。
二、适用范围本操作规程适用于公司生产车间中使用的制袋机。
三、操作人员要求1. 操作人员必须经过专业培训并持有相关操作证书。
2. 操作人员必须熟悉制袋机的结构、性能和操作流程。
3. 操作人员必须遵守操作规程,严格执行操作步骤。
四、安全注意事项1. 操作人员必须穿戴好劳动防护用品,包括安全帽、工作服、防护眼镜和手套。
2. 操作人员在操作制袋机之前,必须检查机器是否处于正常工作状态,如有异常情况需及时报告维修人员。
3. 操作人员禁止将手指、手臂或其他身体部位伸入机器内部,以免发生危险。
4. 操作人员在操作过程中,禁止随意更改机器的设置参数,如需调整,必须经过主管或工程师的批准。
5. 操作人员禁止在机器运行过程中随意停机或开启机器的保护装置。
五、操作步骤1. 开机准备a. 检查制袋机的电源是否正常,是否接地良好。
b. 检查机器的润滑油是否充足。
c. 检查机器的刀模是否安装正确,刀口是否锋利。
d. 检查机器的输送带是否干净,无异物。
2. 调试设备a. 打开制袋机的控制面板,按照设备要求设置合适的参数。
b. 检查机器的传感器是否正常工作,如有异常情况需及时更换。
c. 调整机器的张力装置,确保制袋过程中的材料张力适中。
3. 开始生产a. 将待加工的材料放置在供料装置中,确保供料顺畅。
b. 启动制袋机,观察机器运行情况,确保各个部件正常工作。
c. 监控制袋机的生产速度和制袋质量,如有异常情况需及时调整。
4. 生产结束a. 生产结束后,将机器停止运行,关闭电源。
b. 清理机器内部和周围的杂物和残留物。
c. 对机器进行日常维护,如清洁、润滑等。
六、故障处理1. 当制袋机发生故障时,操作人员应立即停止机器运行,并通知维修人员进行维修。
2. 操作人员不得私自拆卸机器零部件,除非经过维修人员的指导。
七、记录和报告1. 操作人员应按照要求记录制袋机的运行情况和生产数据。
制袋机操作规程一、目的本操作规程旨在规范制袋机的操作流程,确保操作人员能够正确、安全地操作制袋机,提高工作效率,保障产品质量。
二、适合范围本操作规程适合于所有使用制袋机进行生产的操作人员。
三、操作要求1. 操作人员应熟悉制袋机的结构、性能和操作原理,并具备相关的操作技能和安全意识。
2. 操作人员应穿戴好工作服、工作帽和防护手套,确保个人安全。
3. 在操作制袋机之前,操作人员应检查机器是否处于正常工作状态,确认各项安全装置是否完好。
4. 操作人员应按照生产计划准备好所需的原材料,并进行必要的检查,确保原材料符合要求。
5. 在操作制袋机过程中,操作人员应严格按照操作流程进行操作,不得擅自改变设定参数。
6. 操作人员应注意机器运行状态,及时发现异常情况并进行处理,如机器卡住、温度异常等。
7. 操作人员应定期对制袋机进行维护保养,保持机器的良好状态。
8. 操作人员应及时清理机器,防止机器积灰、积水等影响正常运行。
9. 操作人员应做好生产记录,包括生产数量、生产时间、产品规格等,确保生产过程的可追溯性。
四、操作流程1. 准备工作:a. 检查制袋机的电源是否正常,确认安全装置是否完好。
b. 检查机器内是否有杂物,清理机器表面。
c. 准备所需的原材料,检查原材料的质量和数量。
2. 设置参数:a. 打开制袋机的控制面板,按照产品要求设置合适的参数,包括温度、速度、长度等。
b. 确认参数设置无误后,关闭控制面板。
3. 启动机器:a. 打开制袋机的电源开关,确认机器处于待机状态。
b. 按下启动按钮,机器开始运行。
4. 加工产品:a. 将准备好的原材料放入制袋机的进料口,确保原材料的位置正确。
b. 观察机器运行状态,确保制袋过程顺利进行。
c. 检查制袋机制作的袋子是否符合要求,如尺寸、密封性等。
5. 结束操作:a. 住手机器运行,按下住手按钮,关闭电源开关。
b. 清理制袋机,包括清理机器内部和外部的杂物、灰尘等。
c. 做好生产记录,记录生产数量、生产时间、产品规格等。
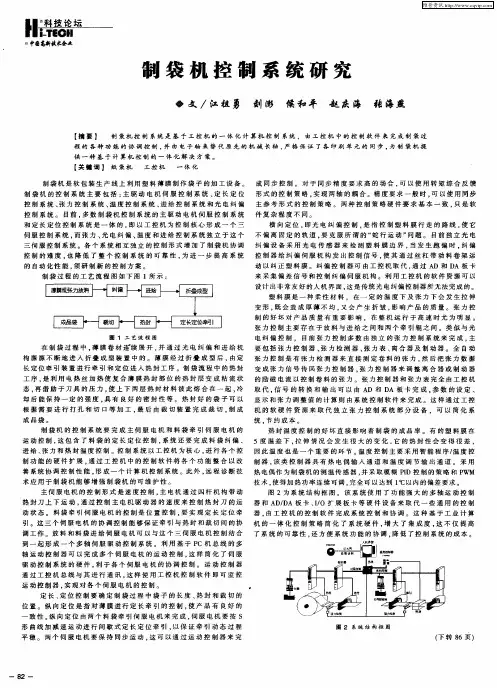
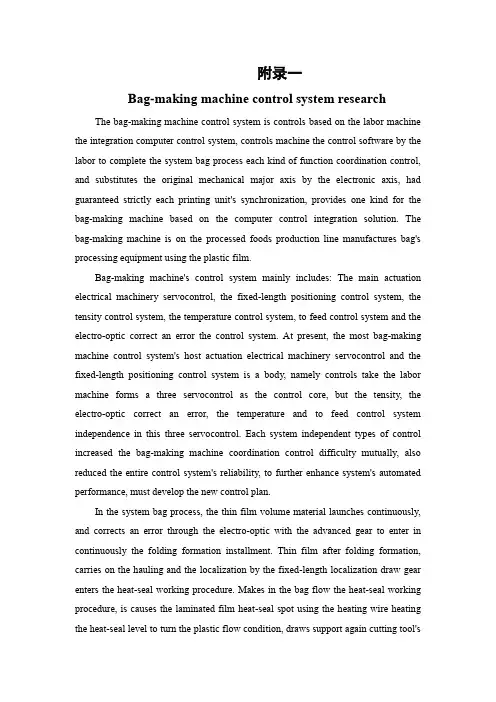
附录一Bag-making machine control system research The bag-making machine control system is controls based on the labor machine the integration computer control system, controls machine the control software by the labor to complete the system bag process each kind of function coordination control, and substitutes the original mechanical major axis by the electronic axis, had guaranteed strictly each printing unit's synchronization, provides one kind for the bag-making machine based on the computer control integration solution. The bag-making machine is on the processed foods production line manufactures bag's processing equipment using the plastic film.Bag-making machine's control system mainly includes: The main actuation electrical machinery servocontrol, the fixed-length positioning control system, the tensity control system, the temperature control system, to feed control system and the electro-optic correct an error the control system. At present, the most bag-making machine control system's host actuation electrical machinery servocontrol and the fixed-length positioning control system is a body, namely controls take the labor machine forms a three servocontrol as the control core, but the tensity, the electro-optic correct an error, the temperature and to feed control system independence in this three servocontrol. Each system independent types of control increased the bag-making machine coordination control difficulty mutually, also reduced the entire control system's reliability, to further enhance system's automated performance, must develop the new control plan.In the system bag process, the thin film volume material launches continuously, and corrects an error through the electro-optic with the advanced gear to enter in continuously the folding formation installment. Thin film after folding formation, carries on the hauling and the localization by the fixed-length localization draw gear enters the heat-seal working procedure. Makes in the bag flow the heat-seal working procedure, is causes the laminated film heat-seal spot using the heating wire heating the heat-seal level to turn the plastic flow condition, draws support again cutting tool'spressure, causes high and low two heat-seal material each other to fuse together in together, after the cooling, can maintain certain intensity, has leak-proof and so on good. The heat-seal good bag may according to need to carry on processings and so on punch and margin, finally completes the dinking die by the dinking die installment, makes the end product bag.Bag-making machine's control system must complete the main servo electrical machinery and the feed bag hauling servo electrical machinery's motion control, this contained feed bag's fixed-length positioning control, the system must also complete the feed bag to correct an error, to feed, the tensity and the heat-seal temperature control. The control system controls take the labor machine as a core, carries on each control function the hardware expansion, controls machine the control software through the labor to improve each function conformity the system coordination control performance, forms a computer control system. In addition, the remote diagnosis technology applies in the bag-making machine can strengthen bag-making machine's maintainability.The main servo electrical machinery's types of control are the speed control, the main electrical machinery leads the hot knife vertical motion through four pole organizations, through controls the main electrical machinery driver's speed to control hot knife's state of motion. The feed bag hauling servo electrical machinery's control is the position control, must realize the fixed-length localization hauling. These three servo electrical machinery's coordination control can guarantee the hauling and the heat-seal and the dinking die coordinated work. Puts the material and the feed bag to feed servo electrical machinery may unify with this three servo motor control forms a multiple spindle servo to actuate the control system together. The use may complete many servo electrical machinery's motion control based on the PC machine main line's multiple spindle movement controller, like this simplified the servo to actuate control system's hardware, favored each servo electrical machinery's coordination control. The movement controller controls machine the main line through the labor to carry on the communication with it, like this causes employing labor to control machine the control software then to monitor the movement controller, realizes toeach servo electrical machinery's control.Fixed-length, the positioning control must have custom-made in firmly the bag process bag's length, the heat-seal and the dinking die position. The longitudinal localization is refers to the thin film carries on the fixed-length hauling the control, enables the product to have the good uniformity. The longitudinal localization completes by two feed bag hauling servo electrical machinery, the servo electrical machinery must move according to the S shape curve addition and subtraction ship promptly carries on the intermittent type fixed-length localization hauling, guaranteed that the hauling dynamic process is steady. Two servo electrical machinery must maintain the synchronized movements, this may complete the synchronization control through the movement controller. Regarding the synchronization accuracy requirement high situation, may use the torque synthesis feedback form the control policy, realizes two axis couplings. When the accuracy requirement is ordinary, may use the synchronized main reference form the control policy. Two kind of control policy hardware request basic consistent, is only the software complex degree is different.The crosswise localization, namely the electro-optic corrects an error to control, refers to the route which the control plastic membrane walks, enables it not to deviate the fixed track, must overcome so-called “the fishtail” the question. At present is independent the electro-optic to correct an error the equipment to use the photoelectric sensor to examine the plastic membrane boundary, when occurs runs, corrects an error the controller to correct an error the servo to send out the control signal, causes it to lead a material volume movement through the guide screw to correct the plastic membrane. Corrects an error the controller to be possible to control machine the substitution by the labor, gathers the error signal and the control through AD and the DA board card corrects an error the servo. Advantage employing labor controls machine the software resource may design the very friendly man-machine contact surface, this is the traditional electro-optic corrects an error the controller to be unable to complete.The plastic membrane is one flexible material, will have the stretch elongationunder certain temperature and the tensity, both will cause thickness to be uneven, and will have the bulging, will affect the product the quality. The tensity control's quality has the material effect to the product quality, when complete machine movement in high speed is especially obvious. The tensity control mainly exists in putting between the material and to feed and two carry-over pinch rolls. Is similar corrects an error with the electro-optic to control, at present the tensity control completes most by the independent tensity control system, mainly includes the tensity controller, the tensity detector, the tensiometer, the coupling and the brake. The completely automatic tensity control has the tensity detector to come the immediate determinant volume material the tensity, then turns tensity data the tensity signal to feed in the tensity controller, the tensity controller adjusts the coupling or brake's exciting current controls the volume material the tensity. The tensity controller and the tensiometer control machine the substitution completely by the labor, the signal transformation and the output may complete by AD and the DA board card, the parameter hypothesis, the demonstration and the tensity adjustment value's computation completes by the systems control software. Like this controls through the labor machine the software and hardware resources substitute for the independent tensity control system equipment components, may simplify the system, saves the cost.Heat-seal temperature control quality immediate influence system bag's rate of finished products. Some plastic membrane under 5 degrees temperature differences, the stretch situation will have the very big change, its heat-seal will become very bad, therefore the temperature also will be an important link. The temperature control mainly uses the intelligent program/temperature controller, this kind of controller has the thermo-element input channel and the temperature control output channel. Uses the thermo-element to take bag-making machine's temperature measurement sensor, and adopts the fuzzy PID control the strategy and the PWM technology, causes the thermal rating continuously adjustable, definitely may meet 1℃within deviation requirements. Figure 2 is the system structure diagram. This system has used the function formidable multiple spindle movement controller and the AD/DA board card, I/O expands hardware equipment and so on exhibition board card to substitute forsome general controllers, controls machine the control software by the labor to complete the systems control and coordinated. This kind simplified the system hardware based on the industry computer's integration control policy, has increased the integration rate, not only this enhanced system's reliability, but also facilitates the system function coordinated, reduced control system's costThe system in a control platform - - - labor controls within the aircraft realizes each control function, enhances the reliability, facilitates the system function to be coordinated, the elimination general control device sinks the after effect energy, reduces the cost. The integrated fundamental mode is uses each kind based on the PC machine main line's board card, this includes the multiple spindle movement controller, the AD/DA board card and so on, substitutes for each independent control system's controller. Each kind of sensor and the actuating equipment may are connected through the field bus or the serial interface and the control platform, thus forms a computer control system. The hardware equipment provided each function to realize the platform, the control function realizes must controlled by the labor machine the control software complete. The control software must complete each hardware equipment's communication, the coordinated, the process value establishment and the examination, as well as work and so on system value of exports computation, may realize each kind conveniently using computer's software resource complex and the advanced control algorithm. In addition the control software must have the friendly man-machine contact surface, may demonstrate that bag-making machine's state variable and so on, may facilitate the operation and the monitoring like this This control system was controlled based on the labor machine the integration computer control system, the labor controls machine has provided the hardware platform for the system, controlled machine the control software by the labor to complete the system bag process each kind of function coordination control. Various units' electronic axis has substituted the original mechanical major axis, carries on the data transmission using the optical fiber, its high accuracy had guaranteed each printing unit's strict synchronization, provides one kind for the bag-making machine based on the computer control integration solution.附录二制袋机控制系统研究制袋机控制系统是基于工控机的一体化计算机控制系统,由工控机中的控制软件来完成制袋过程的各种功能的协调控制,并由电子轴来替代原先的机械长轴,严格保证了各印刷单元的同步,为制袋机提供一种基于计算机控制的一体化解决方案。
制袋机操作规程范文1.安全操作规范1.1操作前必须穿戴好工作服、帽子、安全鞋并戴上手套和眼镜,以保护自身安全。
1.2严禁使用刀具或其他尖锐物品伸入机器内部,以免发生意外伤害。
1.3操作时要注意机器周围的清洁和整洁,确保场地干净、没有障碍物。
1.4不得将无关物品放置在机器上,以免干扰操作和引起危险。
1.5操作人员需要经过专业培训和持有相关证书方可进行操作。
1.6禁止在机器运行状态下进行任何修理和维护操作,必须在停机状态下进行。
1.7定期检查机器的安全设施和部件是否完好,并进行必要的维护和更换。
2.操作流程规范2.1操作前需检查制袋机工作面板上的所有按钮和开关是否处于正常位置,确保正常工作。
2.2操作人员需按照机器的启动顺序依次打开电源、加热开关、压力开关及其他功能开关。
2.3操作人员需确认机器内的物料和工具准备齐全,并确保物料和工具的质量。
2.4设置制袋机的工作参数,包括温度、时间、速度等,根据生产需求进行调整。
2.5将待加工的原料放入机器内,确保原料的质量和数量符合要求。
2.6启动机器,观察生产过程中的工作状态,特别是温度和压力的变化。
2.7定期对机器进行清洁和维护,保持机器的正常运转和使用寿命。
2.8操作结束后,按照顺序关闭机器上的所有按钮和开关,断开电源。
3.故障处理规范3.1在操作过程中,如果发现机器有异常声音、异味或其他异常表现,应立即停止操作并排除故障。
3.3如发生火灾、电击等紧急情况,应立即切断电源,并迅速报警并采取应急措施。
3.4故障排除后,需要对机器进行试运行和检测,确保故障已经彻底排除。
4.安全生产规范4.1操作员应始终保持警惕,注意周围的环境变化和机器的运行状态,及时发现并解决问题。
4.2严禁超负荷、长时间连续工作,避免机器过热和工件质量不良。
4.3操作人员应保持清醒的头脑,不饮酒、不嗑药工作,以免影响判断能力和操作安全。
4.4对于新进人员,应进行必要的安全培训和操作规程的教育,确保其能够熟练操作和安全工作。
制袋机操作手册目录1. 引言2. 准备工作3. 操作步骤- 步骤1:打开制袋机- 步骤2:设置袋长和袋宽- 步骤3:调整温度和速度- 步骤4:放入袋料- 步骤5:开始制袋- 步骤6:完成制袋4. 维护和保养5. 故障排除6. 安全事项7. 结束语1. 引言本操作手册旨在提供关于制袋机的操作指南。
请在使用制袋机时详细阅读并遵循本手册中的步骤和注意事项。
2. 准备工作在开始操作制袋机之前,请确保已经完成以下准备工作:- 检查制袋机是否与电源连接稳定;- 准备好需要使用的袋料;- 确保操作环境干净整洁,并清理制袋机表面。
3. 操作步骤步骤1:打开制袋机- 确保制袋机的电源已经打开;- 按下\"开关\"按钮,制袋机将开始运行。
步骤2:设置袋长和袋宽- 通过操作面板上的\"袋长\"和\"袋宽\"按钮,调整所需的袋长和袋宽。
步骤3:调整温度和速度- 使用操作面板上的温度和速度调节按钮,调整合适的制袋温度和速度。
步骤4:放入袋料- 打开袋料储存区域,并将袋料轻轻放入制袋机的袋料进料区。
步骤5:开始制袋- 按下\"开始制袋\"按钮,制袋机将开始制袋过程。
步骤6:完成制袋- 当制袋机完成制袋时,取出制袋好的袋料,并进行必要的整理和包装。
4. 维护和保养- 定期清理和擦拭制袋机的表面;- 确保制袋机的零部件处于正常状态,如有损坏或磨损,及时更换;- 定期检查电气线路和插头的连接情况,并确保操作面板功能正常。
5. 故障排除在使用制袋机时,可能会遇到以下一些常见问题,请根据实际情况进行排除:- 制袋机无法开机:检查电源是否连接正常,确保电源正常工作;- 制袋机无法制袋:检查袋料的放置是否正确,调整温度和速度是否合适;- 制袋机制袋不牢固:检查袋料的质量和尺寸是否合适。
6. 安全事项- 在操作制袋机时,务必注意个人安全,避免手指或其他物体进入机器内部;- 当制袋机处于运行状态时,不要触摸机器的运动部件;- 定期对制袋机进行安全检查,确保安全装置的正常工作。
制袋机操作指南
简介
该操作指南旨在提供用户关于制袋机的详细操作指导。
制袋机是一种用于制作塑料袋的设备,能够自动完成袋子的成型、切割和封口等工作。
操作步骤
以下是制袋机的基本操作步骤:
1. 打开电源开关,确保机器连接稳定并通电。
2. 调整机器参数,例如袋子的尺寸、厚度和形状等。
根据实际需要进行设置。
3. 将待加工的塑料材料放入机器的进料口,并确保材料的位置正确。
4. 启动机器,按照设备上的操作按钮或触摸屏指示进行操作。
5. 观察机器工作状态,确保袋子的成型、切割和封口等工作正常进行。
6. 完成加工后,停止机器并关闭电源开关。
7. 检查制作的袋子质量,确保其满足要求。
注意事项
在操作制袋机时,请注意以下事项:
- 使用前请仔细阅读制袋机的操作手册,并遵守其中的安全规范。
- 在操作过程中,不要将手或其他物体靠近机器的运动部件,以免造成伤害。
- 定期清洁和保养机器,确保其正常运行。
- 如果遇到故障或异常情况,应立即停机,并寻求专业技术人员的帮助。
结论
通过遵循本操作指南,用户可以正确、安全地操作制袋机,并获得满意的结果。
在操作过程中请严格遵循相关的安全规范和使用说明,以确保操作的顺利进行。
第1篇为确保操作安全,提高生产效率,特制定以下纸塑制袋机操作规程:一、准备工作1. 人员培训:操作人员必须经过专业培训,熟悉纸塑制袋机的操作流程、安全注意事项及故障排除方法。
2. 设备检查:开机前,仔细检查纸塑制袋机各部件是否完好,包括机械部件、电气部件、液压系统等,确保设备运行正常。
3. 原料准备:检查原料质量,确保原材料符合生产要求。
将原料均匀地放置在料斗中,避免原料堆积。
二、开机操作1. 开启电源:先开启总电源,然后依次开启各部位电源,确保设备正常启动。
2. 设定参数:根据生产需求,设置制袋机各项参数,如袋长、速度、热封时间、等待时间、冲孔方式、工作方式等。
3. 启动设备:按下启动按钮,设备开始运行。
观察设备运行状态,确保设备正常运行。
4. 调整参数:根据生产过程中出现的问题,及时调整设备参数,确保产品质量。
5. 监控生产:操作人员应全程监控生产过程,发现异常情况立即停止设备,排除故障。
三、注意事项1. 安全操作:操作人员必须遵守安全操作规程,穿戴好个人防护用品,如安全帽、防护眼镜、手套等。
2. 设备维护:定期对设备进行清洁、润滑、保养,确保设备处于良好状态。
3. 原料管理:保持原料清洁,避免原料中的杂质进入设备,影响产品质量。
4. 人员培训:定期对操作人员进行培训,提高操作技能和安全意识。
四、停机操作1. 停止生产:当生产任务完成后,关闭设备电源,停止生产。
2. 清洁设备:关闭设备后,对设备进行清洁,清除残留的原料和污垢。
3. 整理现场:将设备周围清理干净,保持现场整洁。
4. 记录保养:做好设备保养记录,便于后续维护。
五、故障排除1. 故障判断:操作人员应熟悉常见故障现象及原因,能够快速判断故障类型。
2. 故障排除:根据故障原因,采取相应措施进行排除,确保设备尽快恢复正常运行。
3. 维修保养:对于无法自行排除的故障,应及时联系专业人员进行维修保养。
本操作规程适用于所有纸塑制袋机,操作人员应严格遵守,确保生产安全、高效。
制袋机操作规程一、概述制袋机是一种用于生产塑料袋的机械设备,本操作规程旨在规范制袋机的操作流程,确保操作人员的安全和生产效率。
二、操作人员要求1. 操作人员必须经过培训,并持有相关证书。
2. 操作人员必须穿戴适当的劳动防护用品,如安全帽、防护眼镜、防护手套等。
3. 操作人员必须熟悉制袋机的结构、性能和操作流程。
三、操作流程1. 准备工作a. 检查制袋机的电源是否正常,并确保机器接地良好。
b. 检查机器的各部位是否完好,如传动装置、切割刀片等。
c. 清理制袋机的工作台面,确保无杂物。
d. 准备所需的原材料,如塑料薄膜、油墨、胶带等。
2. 启动制袋机a. 将电源开关置于“关闭”位置。
b. 检查机器的各个控制开关是否处于合适的位置。
c. 打开电源开关,启动制袋机。
d. 检查机器的运行状态,确保各部位正常运转。
3. 调整制袋机参数a. 根据所需的袋子尺寸,调整制袋机的参数,如长度、宽度、厚度等。
b. 根据需要,调整机器的运行速度。
c. 检查调整后的参数是否正确,确保袋子质量符合要求。
4. 开始生产a. 将原材料放置在制袋机的进料装置中。
b. 按下启动按钮,开始生产。
c. 观察制袋机的运行状态,确保袋子的制作过程正常进行。
d. 定期检查袋子的质量,如尺寸、密封性等。
5. 生产结束a. 当生产任务完成或需要暂停时,按下停止按钮,停止制袋机的运行。
b. 清理制袋机的工作台面和周围环境,清除生产过程中的杂物和废料。
c. 关闭电源开关,断开电源。
四、安全注意事项1. 操作人员在操作制袋机时必须集中注意力,禁止分心或随意调整机器参数。
2. 禁止将手指或其他物体伸入机器运转部位,以免发生意外伤害。
3. 在清理制袋机或更换刀片时,必须先切断电源,并采取必要的安全措施。
4. 禁止擅自改装制袋机或接触机器的内部部件,必要时需由专业人员进行维修。
五、故障处理1. 当制袋机出现故障时,操作人员应立即停机,并切断电源。
2. 在维修或故障处理过程中,操作人员必须按照相关的操作规程进行操作,确保自身和他人的安全。
制袋机的操作步骤有哪些?1. 前期准备工作在启动制袋机前,需要先完成以下准备工作: - 确认制袋机的电源插头是否连接稳固。
- 检查袋子材料的供应是否正常,并准备好所需的袋子数量。
- 确认制袋机的空气压力是否满足工作要求。
- 开启制袋机前,需要先进行日常维护保养,检查设备是否处于良好的工作状态。
2. 启动制袋机完成前期准备工作之后,可以启动制袋机。
启动制袋机的步骤如下: 1. 确认制袋机的电源是否已连接并通电。
2. 打开制袋机的控制面板。
3. 按照制袋机的使用手册,输入相关参数和设定。
4. 点击控制面板上的“启动”按钮,启动制袋机。
3. 调整制袋机参数启动制袋机后,需要根据袋子的材料和尺寸,调整制袋机的相关参数。
通常需要调整的参数包括: - 温度:根据袋子材料的种类选择相应的温度,以保证袋子的热封效果。
- 速度:根据袋子的长度和宽度,调整制袋机的速度。
- 气压:根据袋子材料的厚度以及袋子的充气需求,调整制袋机的气压。
4. 开始制袋当调整好制袋机的参数之后,即可开始制袋。
制袋的步骤如下: 1. 确认袋子的进入口是否正确,并将袋子放置在进入口处。
2. 利用设备手柄或者电控系统,控制袋子的进料速度和长度。
3. 在袋子进入口通过热封板和切刀后,将袋子定型封口。
4. 在袋子的定型封口部位,注入所需的气体(如导入空气或氮气等)。
5. 在袋子封口完成后,将其从出料处取出。
5. 停止和清洁在完成制袋之后,需要停止制袋机并进行清洁。
停止制袋机的步骤如下: 1. 停止进料,暂停出料。
2. 点击控制面板上的“停止”按钮,停止制袋机的运行。
3. 等待制袋机冷却下来。
4. 进行日常的清洁和维护工作。
6. 总结以上是制袋机的基本操作步骤,操作人员需要严格按照使用手册进行操作,并确保设备的保养和维护,以延长设备的使用寿命。
背心袋制袋机安全操作规程1. 引言背心袋制袋机是用于生产和包装塑料背心袋的机器设备。
为了确保操作者的安全以及设备的正常运行,制定本安全操作规程。
2. 操作前的准备工作在操作背心袋制袋机之前,操作者需要进行以下准备工作:•确保设备周围环境干燥、通风,并清除杂物;•检查电源线和插头是否正常,是否有破损;•检查传动部件是否润滑良好,并清除积聚的污垢;•检查刀片和切割部件是否锋利,如有需要,进行更换。
3. 安全操作流程步骤一:启动设备1.将电源插头插入电源插座,并确保电源开关处于关闭状态;2.检查电源线连接是否牢固;3.打开电源开关,待设备启动完全后进入下一步。
步骤二:装入材料1.打开背心袋制袋机的材料箱,并确保材料箱内干燥、无异物;2.将胶膜或塑料材料卷装入材料箱,注意卷材的方向;3.关闭材料箱,并确保其牢固锁定。
步骤三:调整设备参数1.根据所需背心袋尺寸调整设备的宽度和长度参数;2.调整切割部件的位置和切刀的张力,确保切割效果理想;3.检查设备的温度控制系统,确保温度适宜。
步骤四:开始生产1.按下生产按钮,背心袋制袋机开始生产;2.在生产过程中,操作者应确保材料箱有足够的材料供应;3.定时检查设备运行情况,确保设备运行平稳。
步骤五:生产结束1.当需要暂停生产或结束生产时,按下停止按钮;2.切断电源,关闭电源开关;3.清理设备和工作台面上的残留材料,并清理杂物。
4. 安全注意事项•操作者必须熟悉背心袋制袋机的操作流程和参数调整;•禁止在设备运行中打开设备的各个部件或触摸运动中的切割部件;•严禁使用湿手或带有金属物质的物品接触设备;•当设备发生异常(如异味、噪音等)或故障时,应立即停机检查;•禁止将手指或其他物体伸入设备内部,必要时使用安全工具进行操作。
5. 应急措施•在设备发生故障或问题时,应立即切断电源,采取相应措施进行维修;•在设备运行中突发火灾或其他意外情况时,按照公司应急预案进行应急处置;•在操作过程中若出现伤害或事故,应立即报告相关负责人并及时寻求医疗救助。
制袋机操作规程引言概述:制袋机是一种用于生产塑料袋的设备,它的操作规程对于保证生产效率和产品质量非常重要。
本文将从六个大点来阐述制袋机的操作规程,包括准备工作、安全操作、设备调试、操作步骤、常见故障处理和维护保养。
正文内容:1. 准备工作1.1 清洁工作区:保持制袋机周围的工作区域整洁,清除杂物和灰尘,确保操作环境干净。
1.2 检查材料:检查塑料袋制作所需的原材料,确保质量合格,并按照要求储存和保管。
1.3 准备模具:根据所需产品规格,选择合适的模具,并进行清洁和安装。
2. 安全操作2.1 穿戴个人防护装备:操作人员应穿戴好帽子、口罩、手套等个人防护装备,确保操作安全。
2.2 熟悉紧急停机装置:了解制袋机的紧急停机装置的位置和使用方法,以便在紧急情况下快速停机。
2.3 遵守操作规程:严格按照操作规程进行操作,避免操作失误和意外发生。
3. 设备调试3.1 启动设备:按照设备操作手册的要求,正确启动制袋机,并进行预热和调试。
3.2 调整参数:根据产品要求,调整制袋机的速度、温度、张力等参数,确保产品质量和生产效率。
3.3 检查设备状态:定期检查制袋机的运行状态,如润滑油是否充足、传动部位是否松动等,及时进行维修和保养。
4. 操作步骤4.1 上料:将原材料放入料斗中,并确保供料顺畅。
4.2 开始生产:根据产品要求,启动制袋机,使其开始生产塑料袋。
4.3 监控生产过程:密切观察生产过程中的各项参数,确保产品质量和生产效率。
4.4 收集产品:及时收集好的塑料袋,并进行分类和包装。
5. 常见故障处理5.1 塑料袋断裂:检查张力是否过大,调整张力控制装置。
5.2 塑料袋不牢固:检查温度是否过低,适当提高温度。
5.3 机器卡住:检查传动部位是否有异物,清除堵塞物。
6. 维护保养6.1 清洁设备:定期清洁制袋机的内外部,保持设备干净。
6.2 润滑维护:定期给制袋机的润滑点加注润滑油,确保设备正常运行。
6.3 定期检查:定期检查制袋机的各项部件,如电器元件、传动装置等,及时更换损坏部件。
制袋机安全操作规程制袋机是一种用于生产塑料袋的机械设备。
由于其操作涉及到高温、高压等危险因素,因此在使用制袋机时需要严格遵守相关的安全操作规程。
下面是制袋机的安全操作规程,以确保操作人员的人身安全和设备的正常运行。
一、前期准备1. 在操作前,必须对制袋机进行日常检查,确保设备正常运行。
2. 使用制袋机时,必须穿戴符合相关规定的防护服装和劳动防护用具。
3. 在设备周围设置明显的安全标识,并清理设备周围的杂物,确保工作环境整洁、无障碍。
二、操作规程1. 打开电源前,应检查电源线是否完好无损,是否与高温、高压设备接触,确保电源线的安全连接。
2. 在操作之前,应详细了解制袋机的操作流程和相关安全规定,确保操作正确无误。
3. 在开机前,应将制袋机的所有控制开关归零,并检查液压、液压油温、气源等设备是否正常,确保设备处于正常运行状态。
4. 开机前,操作人员必须确保自己站在安全距离内,并确保工作区域没有其他人员存在。
5. 在操作过程中,严禁操作人员擅自更改设备参数和操作模式,必须按照操作说明书的规定进行操作。
6. 在启动机器之前,应将手放置到机器运行轨道之外,严禁将手伸入机器内部。
7. 在操作过程中,必须保持警惕,切勿故意违反安全规定,严禁将手、脚等身体部位伸入机器内部。
8. 在设备运行中,如发现异常现象或听到异常声音,应立即停机检查,并及时报告相关人员。
9. 在清理设备内部或更换模具时,必须先保证设备的停机状态,并切断电源,确保操作安全。
10. 在设备运行过程中,严禁将易燃、易爆物质带入设备周围。
三、关机及维护1. 停机前,操作人员必须切断电源、气源,并将所有控制开关调回原位。
2. 在维护设备时,必须按照相关规定切断电源,并采取必要的安全措施,避免触电、烫伤等意外事故。
3. 定期对制袋机进行维护和保养,保持设备的正常运行状态。
4. 在维护和保养过程中,应注意清理设备的内部和周围的杂物,确保设备的安全运行。
以上是制袋机的安全操作规程,操作人员在进行制袋机操作时,必须严格遵守这些规定,确保自身的人身安全和设备的长期稳定运行。
制袋机操作规程一、目的和适用范围本操作规程的目的是为了确保制袋机的安全运行,提高生产效率,保证产品质量。
适用于公司生产车间的制袋机操作人员。
二、工作原理制袋机是一种用于生产塑料袋的机械设备,主要由送料装置、热封装置、切割装置、输送装置等部分组成。
工作原理是将塑料薄膜经过一系列的加工步骤,最终形成塑料袋。
三、安全操作规范1. 操作前的准备1.1 确保制袋机周围的工作区域整洁有序,无杂物堆放。
1.2 检查制袋机的电源开关是否处于关闭状态。
1.3 检查制袋机的各部件是否完好无损,如有异常情况及时报修。
1.4 穿戴好工作服和劳动防护用品,如手套、口罩和安全鞋等。
1.5 熟悉制袋机的操作流程和相关安全规定。
2. 操作步骤2.1 打开制袋机的电源开关,并调整合适的工作温度和速度。
2.2 将塑料薄膜放入送料装置中,注意对齐和张力的控制。
2.3 确保切割装置的刀片锋利,并调整合适的切割长度。
2.4 启动制袋机,观察运行情况是否正常,如有异常及时停机检修。
2.5 监控制袋机的工作过程,确保塑料袋的尺寸和质量符合要求。
2.6 定期清理制袋机的残留物和杂质,保持设备的清洁和卫生。
2.7 完成生产任务后,关闭制袋机的电源开关,进行设备的维护和保养。
四、常见问题及处理方法1. 制袋机无法正常启动问题可能原因:电源故障、线路连接不良、设备损坏等。
处理方法:检查电源和线路是否正常,如有故障及时修复或更换设备。
2. 制袋机运行过程中出现卡料现象问题可能原因:送料装置堵塞、张力控制不当等。
处理方法:清理送料装置,调整合适的张力控制,确保塑料薄膜的顺畅运行。
3. 制袋机切割不准确问题可能原因:刀片钝化、切割长度调整不当等。
处理方法:更换锋利的刀片,调整合适的切割长度,确保切割准确。
五、操作注意事项1. 操作人员必须经过专业培训,熟悉制袋机的操作流程和安全规定。
2. 在操作过程中,严禁将手部或其他物体靠近运行中的制袋机。
3. 禁止在制袋机上进行非正常操作和调试,如需维修和更换部件,应由专业人员进行。
全自动制袋机操作方法全自动制袋机是一种高效、精确、智能化的设备,广泛应用于食品、医药、化工等行业,用于制作各种封口袋、自封袋、拉链袋等。
下面是全自动制袋机的操作方法:1. 准备工作- 将制袋机放置在平整、宽敞的工作空间上,并确保周围没有杂物。
- 检查机器的电源线是否牢固连接,并确认电源是否正常。
- 检查机器的压力调节装置和传动系统的润滑是否良好。
- 验证制袋机的供电电压是否符合规定。
2. 调整参数- 打开机器的控制面板,设定合适的包装速度、温度、长度等参数,这些参数根据袋子的材料和尺寸来确定。
- 确保机器的搅拌器调节在合适的位置上,以便提供适当的材料供给。
- 根据袋子的厚度和宽度,调整机器的压力和温度控制,以确保封口质量。
3. 加载材料- 将袋子的材料放置在适当的位置上,通常是在机器的进料装置或者送料器上。
- 如果袋子需要印刷或标记,确保印刷机或标记机安装正确,并连接好相应的管道。
4. 启动机器- 按下机器的启动按钮,并确保机器正常运转。
- 如果机器有自动送料功能,材料会自动被送入机器中。
- 如果需要手动操作,可以通过控制面板上的按钮或脚踏开关来控制送袋和封口的动作。
5. 监控和调整- 在运行过程中,密切观察机器的运行情况,确保材料的供给和封口质量的稳定性。
- 如果出现故障或异常,立即停机并检查问题所在,然后进行修理或调整。
- 如果发现温度过高或过低,可以通过控制面板上的温度调节按钮进行调整。
6. 完成和维护- 当需要停机时,按下停机按钮,并确保机器彻底停止运转。
- 清理机器内的材料残留物和灰尘,保持机器的清洁和良好的工作环境。
- 定期对机器进行保养维护,例如更换损坏的零部件、清洗润滑系统、检查电源线等,以确保机器的正常运行。
总结:全自动制袋机的操作方法包括准备工作、调整参数、加载材料、启动机器、监控和调整、完成和维护等步骤。
正确操作全自动制袋机可以提高生产效率、确保产品质量,并减少操作失误和故障发生的可能性。
制袋机操作规程制袋机操作规程第一章序言为了确保制袋机的正常操作和安全生产,预防事故的发生,维护企业的利益和员工的安全,特制定本操作规程。
本规程适用于制袋机的操作及相关工作人员。
为确保规程的有效执行,所有操作人员必须熟悉并遵守相关规定。
第二章制袋机操作1. 操作前的准备1.1 检查机器的电源插头,确认无杂物或损坏,并保证与电源连接牢固。
1.2 检查机器的保护装置和安全设备是否完好,确保机器的安全性能良好。
1.3 检查机器的润滑油的油位,保持在规定范围内。
1.4 检查机器的运行部件,确保无异常。
1.5 打开制袋机的控制开关,试运行机器,检查各传动装置、电气元件和液压系统的正常运行。
2. 正式操作2.1 操作人员必须身着工作服、戴好工作手套和防护眼镜,并进行相关安全培训。
2.2 操作人员必须在机器不在运行状态下进行操作。
2.3 在加工过程中,操作人员必须密切关注机器运行状态,及时发现并处理异常情况,避免事故发生。
2.4 操作人员必须熟悉机器的各项功能和参数设置,并按照规定进行操作。
2.5 操作人员必须按照指令进行对制袋机的调整和加工,切勿随意改动设置和参数。
3. 加工操作3.1 操作人员必须在机器停止运行后进行材料的更换和调整工作,并保证操作区域的整洁。
3.2 操作人员必须按照材料规格和要求进行调整和更换,确保产品质量。
3.3 操作人员必须严格按照产品规格和工艺要求进行加工操作。
3.4 操作人员在加工过程中,必须掌握机器的加工速度和加工压力,根据情况进行调整。
4. 故障处理4.1 在机器发生故障时,操作人员必须立即停止机器运行,切断电源,进行检修和维护。
4.2 操作人员必须在熟悉机器操作方法的前提下,进行故障排查和修复。
4.3 对于无法处理的故障,操作人员必须及时向上级领导或维修人员报告,并根据要求采取相应措施,确保安全和生产不受影响。
第三章安全防护1. 环境安全1.1 操作人员必须保持操作区域的整洁,不堆放杂物。
制袋机操作规程(修订稿)《制袋机操作规程》一、引言制袋机是一种用于制作各种袋子的设备,广泛应用于食品、医药、化工、电子等行业。
为了确保制袋机的安全运行和高效生产,特制定本操作规程。
二、适用范围本操作规程适用于所有使用制袋机进行袋子制作的操作人员。
三、制袋机的基本结构和工作原理基本结构 制袋机主要由放卷装置、牵引装置、热封装置、切割装置、控制系统等部分组成。
工作原理 制袋机的工作原理是将卷料通过放卷装置放出,经过牵引装置的牵引,进入热封装置进行热封,然后通过切割装置进行切割,最后得到所需的袋子。
四、制袋机的操作流程开机前准备 (1)检查制袋机的各部分是否正常,如放卷装置、牵引装置、热封装置、切割装置、控制系统等。
(2)检查制袋机的电源是否正常,如电压是否稳定、电源线是否损坏等。
(3)检查制袋机的气源是否正常,如气压是否稳定、气管是否损坏等。
(4)检查制袋机的卷料是否正常,如卷料的宽度、厚度、材质等是否符合要求。
(5)检查制袋机的模具是否正常,如模具的尺寸、形状、材质等是否符合要求。
(6)检查制袋机的工作环境是否正常,如温度、湿度、灰尘等是否符合要求。
开机操作 (1)打开制袋机的电源开关,等待制袋机的控制系统初始化完成。
(2)打开制袋机的气源开关,等待制袋机的气压稳定。
(3)将卷料放入放卷装置中,并调整好卷料的位置和张力。
(4)将模具安装在制袋机的热封装置中,并调整好模具的位置和压力。
(5)在制袋机的控制系统中设置好袋子的尺寸、形状、材质等参数。
(6)按下制袋机的启动按钮,制袋机开始工作。
运行操作 (1)在制袋机运行过程中,操作人员应密切关注制袋机的运行状态,如放卷装置、牵引装置、热封装置、切割装置、控制系统等是否正常。
(2)操作人员应根据袋子的质量情况,及时调整制袋机的参数,如温度、压力、速度等,以确保袋子的质量符合要求。
(3)操作人员应及时清理制袋机的废料和杂物,以确保制袋机的正常运行。
制袋机控制制袋机电气部分设计介绍了利用台达可编程控制器(PLC)与交流伺服控制器针对FD1500型制袋封切机控制系统项目开发技术。
项目人机界面选用台达触摸屏(HMI)提供友好的人机交流接口与合理的控制流程,以实现高效率、高精度的袋料剪切。
本文分别就制袋机的工作原理,电气设计,HMI、PLC选型及程序设计等几方面进行阐述,该电气系统的成功开发可以为使用台达HMI、PLC与交流伺服电机相结合的机电一体化控制系统项目开发起到借鉴示教作用。
1、引言项目原型基于小型制袋封切机开发外销出口型新机。
原制袋宽度为600-1000mm。
由于该机型送料胶辊惯量较小,送料电机采用130步进电机经过减速可实现传动,使用单片机进行位置控制。
新机型制袋宽度提高到1500mm,送料胶辊惯量大幅增加,考虑到既能满足精度和速度的要求又有较大的瞬间转矩,送料系统改用伺服电机。
由于用PLC开发周期较短而且抗干扰性、灵活性好,所以采用PLC+HMI作为控制系统。
同时可实现中英文操作画面,满足设备出口的要求。
2、封切机机工艺2.1 工艺结构封切机机由机身、上下切刀、变频传动机构、上下送料胶辊、伺服传动机构、放料架、放料直流电机、可调色标检测架、可移动操作箱、电控箱等单元构成,参见图1图片。
图1 封切机机侧视外观图2.2 封切机工艺过程(1)空白定位运行方式:忽略色标信号,送料长度为设置袋长,送料完成后剪切并计袋数,循环动作直至袋数达到设定值,停机并延时至设置时间,以等待收料设备或操作人员收集袋料后,再次启动并循环工作。
(2)色标定位运行方式:送料长度为设置袋长,在此期间的色标信号忽略,继续送出偏差长度的袋料,检测色标信号,定位于色标信号,定位完成后剪切并计袋数,循环动作直至袋数达到设定值,停机并延时至设置时间,等待收料设备或操作人员收集袋料后,再次启动并循环工作。
若误检次数达到默认值,则停机并报警。
工作流程如图2所示。
图2 控制流程简图3、FD1500型封切机机电系统设计3.1 传动系统设计(1)切刀传动系统。
切刀传动系统为交流变频器拖动三相异步电机,由面板电位器调速,PLC控制切刀启动与停止。
传动轴上安装2只霍尔开关,分别检测切刀低位和送料/切刀高位。
开关1:切刀低位信号,该信号为送料停止信号。
若送料时检测到切刀低位信号则表示系统超速,需报警并停机。
开关2:收到切刀低位信号后的首次ON信号为送料信号,是送料电机的启动信号;第二次ON 信号为切刀高位信号,是高位停机时的停机信号。
(2)送料传动系统。
送料传动部分为交流伺服系统,采用同步带1:2减速传动。
动力选用台达中惯量2KW伺服电机。
具体型号:驱动器ASD-A2023M,电机ASMT20M250。
(3)控制精度计算。
通过以下计算得出单个脉冲对应的送料长度,即为控制精度。
最小定位的长度 =π:圆周率D:最大胶辊直径=200mmP:每转脉冲数=10000Pulsei:减速比=1/2最小定位长度 = = 0.0314mm系统要求0.2mm定位精度,现计算得出控制精度为0.0314mm,因机械定位误差不大于0.1mm,所以:定位精度+机械误差=0.1314mm<0.2mm,定位精度满足制袋机系统要求。
(4)最高脉冲输出频率计算。
用户要求最高送料速度为180m/min,由此可计算得出系统所要求的脉冲输出频率,以此为PLC选型的重要依据。
3.2 PLC与HMI选型(1)输入信号统计。
在色标传感器检标时,由于袋料上所印刷的色标不同,故亮通(Light On)、暗通(Dark On)均有可能。
无论亮通或是暗通,在检测到色标信号时都需要PLC作出中断响应,所以需要把色标传感器的Light On与Dark On都接入PLC。
色标信号:2点;低位信号:1点;高位/送料信号:1点,共4点DI信号。
(2)输出信号统计。
脉冲输出(Pulse+Sign):2点(Y0,Y1);切刀动作:1点;冲孔动作:1点;蜂鸣器:1点;共5点DO信号。
(3)其它功能。
可输出大于系统所要求频率(95541pps)的脉冲;2点外部中断回应。
基于以上考虑,PLC选择DVP-20EH00T。
具体功能参数为:200Kpps脉冲输出,8点外部中断回应。
同时与HMI通信可使用RS485连接,抗干扰能力优于一般的RS232通信方式。
HMI选用台达DOP-A57GSTD高性价比触摸屏,通过图3可见触摸屏操作更为直观方便。
大部分操作在HMI上进行,从而可减少外部按钮开关、指示灯的使用,只保留急停按钮等必要设备。
图3 新旧机型HMI操作面板对比机电一体化封切机电系统原理如图4所示。
图4 系统原理简图3.3 PLC程序设计要点主体程序使用逻辑顺序控制,除此之外的编程重点如下:(1)使用浮点运算。
为减小计算误差,如袋长脉冲数、偏差脉冲数等重要数据的计算,均使用浮点运算。
经过验证,计算误差小于0.001mm。
(2)袋长脉冲送料使用DPLSR可调加减速脉冲输出指令,反复修改并验证启动频率与加减速时间设置的合理性。
完成袋长脉冲之后,使能色标检测,以忽略袋料中间部分的色标误检。
检测到色标时,响应外部中断,执行中断程序置位M1334以停止CH0脉冲输出。
可设置亮通(Light On)中断或是暗通(Dark On)中断。
精简中断程序的内容,尽量减少中断对扫描周期的影响。
4、结束语FD1500型制袋封切机的性能虽已达到最初的设计目标(在袋长为1000mm时,制袋速度:60个/分),但PLC脉冲输出频率尚有较大余量可用。
使用标准100mm直径胶辊时,可改变伺服电机电子齿轮比,在保证控制精度的前提下,更进一步加大PLC脉冲输出频率的余量。
以上有利因素均为FD1500型制袋机提高加工速度奠定了良好的基础。
二次开发时,加大减速比至1:3,将突破伺服负载/电机转子惯量比过大这一限速瓶颈,最终提高生产效率。
关于变频器的一些知识引子:其实呢,我的工作重点侧重于PLC编程这块的,对于传动这块不大了解,由于前段时间公司的一个项目,电气设计人员选择的变频器容量与电机容量一样,甚至略小,使得在运转到某频率时,总是歇菜,搞得调试人员戏称:小牛拉大车,哪有不歇菜呢,哈哈,这不回来后也查查资料,学习下,在这里引用了那些大虾的见解,请见谅~1、变频器容量的选择变频器容量的选择是一个重要且复杂的问题,要考虑变频器容量与电动机容量的匹配,轻易偏小会影响电动机有效力矩的输出,影响系统的正常运行,甚至损坏装置,而容量偏大则电流的谐波分量会增大,也增加了设备投资。
1。
1变频器容量选择的步骤:变频器容量选择可分三步:(1)了解负载性质和变化规律,计算出负载电流的大小或作出负载电流图I,f(t)。
(2)预选变频器容量及其他(3)校验预选变频器。
必要时进行过载能力和起动能力的校验。
若都通过,则预选的变频器容量便选定了;否则从(2)开始重新进行,直到通过为止。
在满足生产机械要求的前提下,变频器容量越小越经济。
1。
2基于不用电动机负载电流下变频器容量的选择一般地说,变频器的容量有三种表示方法:?额定电流;?适配电动机的额定功率。
?额定视在功率。
不管是哪一种表示方法,归根到底还是对变频器额定电流的选择,应结合实际情况根据电动机有可能向变频器吸收的电流来决定。
通常变频器的过载能力有两种:?1。
2倍的额定电流,可持续1分钟;?1。
5倍的额定电流,可持续1分钟;而且变频器的答应电流与过程时间呈反时限的关系。
如1。
2(1。
5)倍的额定电流可持续1min;而1。
8(2。
0)倍的额定电流,可持续0。
5min。
这就意味着:?不论任何时候向电动机提供在1min(或0。
5min)以上的电流都必须在某些范围内。
?过载能力这个指标,对电动机来说,只有在起动(加速)过程中才有意义,在运行过程中,实际上等同于不答应过载。
下面讨论如何根据电动机负载电流的情况来选择变频器的容量。
1。
2。
1一台变频器只供一台电动使用,即一拖一。
在计算出负载电流后,还应考虑三个方面的因素:?用变频器供电时,电动机电流的脉动相对工频供电时要大些;?电动机的起动要求。
即是由低频低压起动,还是额定电压、额定频率直接起动。
?变频器使用说明书中的相关数据是用该公司的标准电机测试出来的。
要注重按常规设计生产的电机在性能上可能有一定差异,故计算变频器的容量时要留适当余量。
(1)恒定负载连续运行时变频器容量的计算。
由低频低压起动或由软起动器起动,而变频器只用来完成变频调速时,要求变频器的额定电流稍大于电动机的额定电流即可:IFN?1。
1IMN,其中,IFN—变频器额定电流,IMN——电动机额定电流。
额定电压、额定频率直接起动时,对三相电动机而言,由电动机的额定数据可知,起动电流是额定电流的5—7倍。
因而得用下式来计算变频器的频定电流。
IFN?Imst/KFg式中Imst—电动机在额定电压,额定频率时的起动电流。
KFg—变频器的过载倍数(2)周期性变化负载连续运行时变频器容量的计算。
很多情况下电动机的负载具有周期性变化的特点。
显然,在此情况下,按最小负载选择变频器的容量,将出现过载,而按最大负载选择,将是不经济的。
由此推知,变频器的容量可在最大负载与最小负载之间适当选择,以便变频器得到充分利用而又不到过载。
首先作出电动机负载电流图n,Φt)及I,f(t),然后求出平均负载电流Iav再预选变频器的容量,关于Iav的计算采用如下公式:Iav,(I1t1+I2t2+…+Ijtj+…)?(t1+t2+…+tj+…) 考虑到过渡过程中,电动机从变频器吸收的电流要比稳定运行时大,而上述Iav没有反映过渡过程中的情况。
因此,变频器的容量按IFN?(1。
1—1。
2)Iav修正后预选(式中,Ij为第j段运行状态下的平均电流,tj为第j段运行状态下对应的时间,同时若过渡过程在整个工作过程中占较大比重,则系数(1。
1—1。
2)选偏大的值。
(3)非周期性变化负载连续运行时变频器容量的计算。
这种情形一般难以作出负载电流图,可按电动机在输出最大转矩时的电流计算变频器的额定电流,可用该式IFN?IM(max)/KFg(式中IM(max))为电动机在输出最大转矩时的电流,确定。
1。
2。
2一台变频器同时供多台电动机使用,即一拖多除了要考虑一拖一的几种情形外,还可以根据以下三种情况区别对待。
(1)各台电动机均由低频低压起动,在正常运行后不要求其中某台因故障停机的电动机重新直接起动,这时变频器容量按IFN?IM(max)+ΣIMN,(式中ΣIMN,为其余各台电动机的额定电流之和。
IMst(max)为最大电动机的起动电流, (2)一部分电动机直接起动,另一部分电动机由低频低压起动。
除了使电动机运行的总电流不超过变频器的额定输出电流之外,还要考虑所有直接起动电动机的起动电流,即IFN?(ΣIMst’+ΣIMN’)/KFg,(式中,ΣMisty为所有直接起动电动机在额定电压,额定频率下的起动电流总和,ΣIMN为全部电动机额定电流的总和)。