双头螺柱-机械标准
- 格式:pdf
- 大小:160.90 KB
- 文档页数:4


双头螺柱拧紧力矩双头螺柱是一种常见的紧固元件,其在工程领域中被广泛应用。
拧紧力矩是指在螺柱上施加的扭矩,用于将螺柱连接的两个部件固定在一起。
本文将深入探讨双头螺柱拧紧力矩的概念、计算方法及其在不同工程中的应用。
一、双头螺柱拧紧力矩的概念定义:双头螺柱拧紧力矩是指在将双头螺柱两个端头分别拧入螺母或螺纹孔时所施加的扭矩。
力矩的大小直接影响螺柱的紧固效果,过大或过小的力矩都可能导致连接失效。
影响因素:拧紧力矩的大小受多种因素影响,包括螺纹尺寸、材料强度、润滑情况等。
合理选择拧紧力矩是确保连接牢固的关键。
二、双头螺柱拧紧力矩的计算方法实验法:通过实验确定最佳的拧紧力矩,这需要在实际工程中反复试验,根据拧紧后的连接状态和工程要求进行调整。
这是一种经验法,通常需要实际工程经验的积累。
公式法:拧紧力矩可以通过一些公式来计算,其中包括:其中,$T$ 是拧紧力矩,$K$ 是摩擦系数,$F$ 是受力,$D$ 是力臂。
这是一种理论计算的方法,需要根据具体的工程情况选择合适的参数。
三、双头螺柱拧紧力矩在工程中的应用机械工程:在机械工程中,双头螺柱广泛应用于机械连接,如机床结构、传动装置等。
通过精确计算和控制拧紧力矩,可以确保机械部件的连接紧固,提高设备的稳定性和寿命。
建筑工程:在建筑工程中,双头螺柱通常用于连接结构件,如梁、柱、连接板等。
合理的拧紧力矩能够确保连接结构的牢固性,提高整体结构的稳定性。
汽车制造:汽车制造中涉及大量的螺栓和螺母,其拧紧力矩的准确控制对于汽车的安全性和稳定性至关重要。
适当的拧紧力矩能够防止零部件的松动和失效。
航空航天:在航空航天领域,对于螺栓的拧紧力矩有着极高的要求。
合理的拧紧力矩不仅关系到航空器的安全性,还关系到航空器的性能和燃油效率。
四、注意事项与优化方法材料选择:不同的材料在受力时表现不同,合理选择双头螺柱的材料能够在一定程度上优化拧紧力矩的选择。
摩擦系数控制:摩擦系数的大小直接影响拧紧力矩的传递效果,通过润滑等方式控制摩擦系数,能够在拧紧过程中减小摩擦阻力,提高效率。
关于螺栓、螺母和双头螺柱选用补充说明因为我们在《PCTC滚装船管装生产设计》中,没有对螺栓、螺母的选用做出明确说明。
所以,现说明如下:
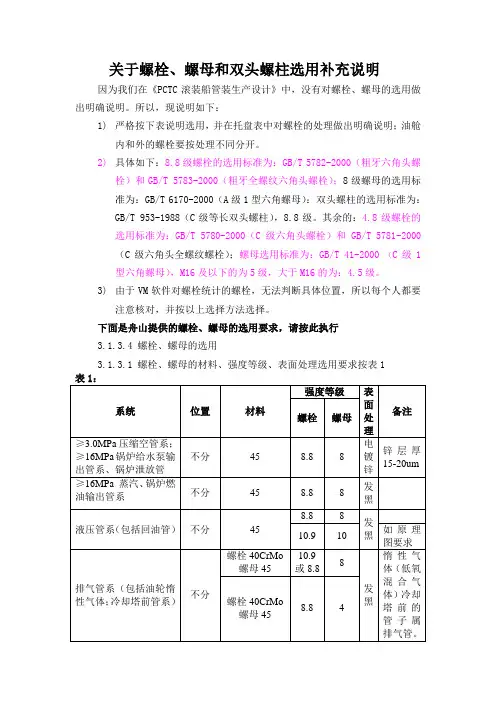
1)严格按下表说明选用,并在托盘表中对螺栓的处理做出明确说明;油舱
内和外的螺栓要按处理不同分开。
2)具体如下:8.8级螺栓的选用标准为:GB/T 5782-2000(粗牙六角头螺
栓)和GB/T 5783-2000(粗牙全螺纹六角头螺栓);8级螺母的选用标
准为:GB/T 6170-2000(A级1型六角螺母):双头螺柱的选用标准为:
GB/T 953-1988(C级等长双头螺柱),8.8级。
其余的:4.8级螺栓的
选用标准为:GB/T 5780-2000(C级六角头螺栓)和GB/T 5781-2000
(C级六角头全螺纹螺栓);螺母选用标准为:GB/T 41-2000(C级1
型六角螺母),M16及以下的为5级,大于M16的为:4.5级。
3)由于VM软件对螺栓统计的螺栓,无法判断具体位置,所以每个人都要
注意核对,并按以上选择方法选择。
下面是舟山提供的螺栓、螺母的选用要求,请按此执行
3.1.3.4 螺栓、螺母的选用
3.1.3.1 螺栓、螺母的材料、强度等级、表面处理选用要求按表1
3.1.
4.2 螺栓的直径(螺纹直径)要求按各种法兰标准的规定。
3.1.
4.3 螺栓、螺母应有强度等级的钢印,无钢印的螺栓、螺母不准使用。
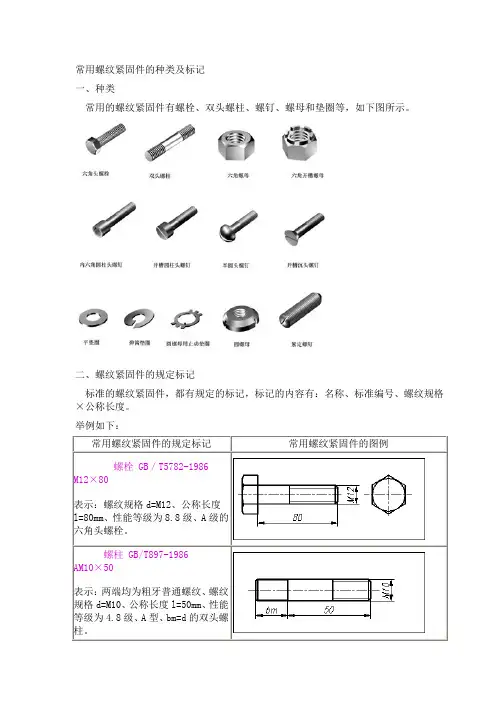
常用螺纹紧固件的种类及标记一、种类常用的螺纹紧固件有螺栓、双头螺柱、螺钉、螺母和垫圈等,如下图所示。
二、螺纹紧固件的规定标记标准的螺纹紧固件,都有规定的标记,标记的内容有:名称、标准编号、螺纹规格×公称长度。
举例如下:螺纹性能的双头螺1985 M5×20级的开槽圆级的开槽沉型六为了提高画图速度,螺纹联接件各部分的尺寸(除公称长度外)都可用d(或D)的一定比例画出,称为比例画法(也称简化画法)。
画图时,螺纹联接件的公称长度l 仍由被联接零件的有关厚度决定。
各种常用螺纹联接件的比例画法,如下表所示。
常用螺纹紧固件的联接画法螺纹紧固件联接(装配图)一般采用剖视图表达,绘制和阅读这类图样时,不仅要注意螺纹紧固件的联接形式,还要了解装配图画法的基本规定。
一、两零件的接触表面之间只画一条线,不能在接触面上将轮廓线加粗;不接触的表面间,不论间隙大小,都应画成两条轮廓线。
二、同一金属零件在各剖视图、断面图中的剖面线方向、间隔应相同;相邻零件的剖面线方向应相反,或方向相同而间隔不同。
三、对于螺纹紧固件及轴、球等实心零件,当剖切平面通过其轴线时,这些零件按不剖绘制。
常用螺纹紧固件的联接画法一、螺栓联接螺栓联接一般用于两个被联接零件不太厚且允许加工成通孔的场合,通孔的直径略大于螺栓的螺纹规格,一般为1.1d。
装配时,先将螺栓插入两被联接零件的通孔,再放上垫圈,拧紧螺母,即完成了螺栓的联接。
(螺栓联接动画演示)1、螺纹联接件公称长度的确定由上图可看出,l的大小可按下式计算:l>δ1+δ2+h+m。
一般螺栓末端伸出螺母约0.3d。
假设 d=20,δ1=32,δ2=30,则l>δ1+δ2+h+m=32+30+0.15d+0.8d=81。
l值应比81约大0.3d,即87,在标准件公称长度l常用数列中可查出与其相近的数值为:l=90。
2、联接画法:根据机械制图国家标准规定,可采用简化画法,具体画图(用比例画法)步骤如下:a. 定出基准线;b. 画出螺栓的两个视图(螺栓为标准件不剖),螺纹小径可暂不画;c. 画出被联接两板(要剖,孔径为1.1d);d. 画出垫圈(不剖)的三视图);e. 画出螺母(不剖)的三视图,在俯视图中应画螺栓;f. 画出剖开处的剖面线(注意剖面线的方向、间隔),补全螺母的截交线,全面检查,描深。

螺纹规格d=M12、公称长度L=80mm、性能等级为4.8级等长双头螺栓完整标记为:GB 901 M12×80-4.8。
双头螺栓是依照GB897-GB901标准制造,所用材质有:Q235、45#、40Cr、35CrMoA、Q345D,规格有:M3mm-M100mm,长度可根据用户需要定制。
高强度双头螺栓,材质有35#、45#、35CrMoA、25Cr2MoV、304、316、304L、316L、2H、2HM、B7、B7M、B16、B8、8、B8M、8M,广泛应用于电力、化工、炼油、阀门、铁路、桥梁、钢构、汽摩配件等领域双头螺栓作用:一般用于矿山机械、桥梁、汽车、摩托车、锅炉钢结构、吊塔、大跨度钢结构和大型建筑等。
双头螺栓的表示方法:一般双头螺栓表示为:M12×100 GB 901-88(标准)35#/35#(材质)8.8级/8级(调制级别)意思就是:直径为=12mm长度=100mm GB 901-88采用的是国标(当然也可以根据需要采用行业标准)双头螺栓标准:GB 900-1988双头螺栓的简介双头螺栓节省时间和成本所有双头螺栓的结构不用钻孔,冲孔,车螺纹,铆接,拧螺纹和精整等步骤,不断扩展结构设计的应用潜力,大电流和较小的熔深。
因此,可以焊接到很薄的板材上。
螺柱焊的工件必须是从一侧焊接。
能在全位置焊接,借助于扩展器可以受限制的垂直隔板上。
由于是短时间焊接且焊后很少变形,故不需要修整。
因为焊接的结构不需要钻孔,故不会造成泄漏。
接头可以达到很高的强度,即螺柱焊的接头强度大于螺柱本身强度。
如何安装双头螺栓良好的经济性对于其他焊接方法的优点,在于焊接功率上。
对于批量生产的工件,标准的螺柱是低成本的。
设备和焊枪具有多种类型,设备的购置费用相对较低。
根据产品,可以制成多工位自动焊机,或高精度龙门式数控自动焊机。
螺柱焊具有较高的质量再现率和较小的废品率。
但是,螺柱焊在应用中要注意其他熔化焊一样,对钢中的含碳量有一定限制对于结构钢螺柱,按推荐的螺柱材料和母材组合可焊性施焊,否则螺柱和母材相互之间会有不熔性。