《互换性与技术测量》课件3
- 格式:ppt
- 大小:774.50 KB
- 文档页数:18


《互换性与测量技术》教学教案(第一部分)
一、教学目标
1. 让学生了解互换性的概念及其在工程中的应用。
2. 使学生掌握测量技术的基本原理和方法。
3. 培养学生运用互换性和测量技术解决实际问题的能力。
二、教学内容
1. 互换性的概念及其含义
2. 互换性的重要性
3. 测量技术的基本原理
4. 测量方法及其分类
5. 测量误差及其处理方法
三、教学重点与难点
1. 互换性的概念及其含义
2. 测量技术的基本原理
3. 测量误差的处理方法
四、教学方法
1. 讲授法:讲解互换性的概念、含义及其重要性,测量技术的基本原理和方法。
2. 案例分析法:分析实际案例,使学生了解互换性和测量技术在工程中的应用。
3. 讨论法:组织学生讨论测量误差处理方法,培养学生的动手能力和团队协作精神。 五、教学准备
1. 教材:《互换性与测量技术》
2. 课件:互换性、测量技术的相关图片和实例
3. 工具:尺子、量具等测量工具
4. 设备:实验室测量设备
《互换性与测量技术》教学教案(第二部分)
六、教学目标
1. 让学生了解互换性的分类及其特点。
2. 使学生掌握不同测量方法的适用范围和注意事项。
3. 培养学生运用互换性和测量技术解决实际问题的能力。
七、教学内容
1. 互换性的分类及其特点
2. 不同测量方法的适用范围和注意事项
3. 测量仪器的选择和使用方法
八、教学重点与难点
1. 互换性的分类及其特点
2. 不同测量方法的适用范围和注意事项
3. 测量仪器的选择和使用方法
九、教学方法
1. 讲授法:讲解互换性的分类及其特点,不同测量方法的适用范围和注意事项。
2. 实践操作法:引导学生进行实验室测量实践,掌握测量仪器的选择和使用方法。
3. 讨论法:组织学生讨论测量过程中可能遇到的问题,培养学生的动手能力和团队协作精神。
十、教学准备
1. 教材:《互换性与测量技术》
2. 课件:互换性、测量方法的相关图片和实例
实验一 直线度误差的测量
一、实验目的
掌握按“节距法”测量直线度误差的方法。
二、测量原理及数据处理
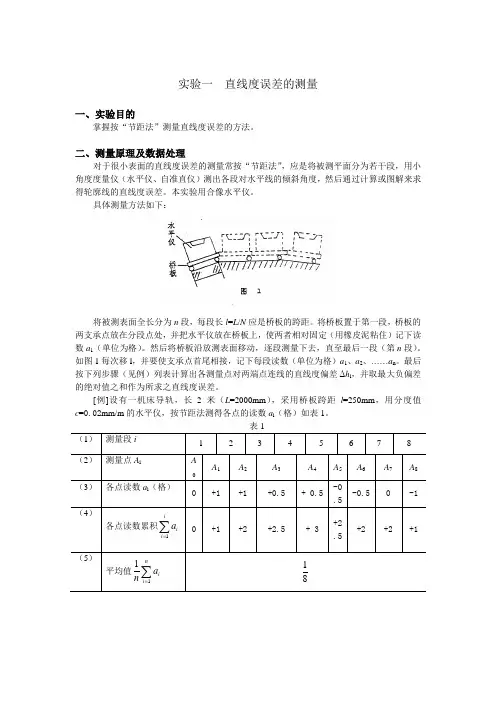
对于很小表面的直线度误差的测量常按“节距法”,应是将被测平面分为若干段,用小角度度量仪(水平仪、自准直仪)测出各段对水平线的倾斜角度,然后通过计算或图解来求得轮廓线的直线度误差。本实验用合像水平仪。
具体测量方法如下:
将被测表面全长分为n段,每段长l=L/N应是桥板的跨距。将桥板置于第一段,桥板的两支承点放在分段点处,并把水平仪放在桥板上,使两者相对固定(用橡皮泥粘住)记下读数a1(单位为格)。然后将桥板沿放测表面移动,逐段测量下去,直至最后一段(第n段)。如图1每次移l,并要使支承点首尾相接,记下每段读数(单位为格)a1、a2、……an。最后按下列步骤(见例)列表计算出各测量点对两端点连线的直线度偏差Δhi,并取最大负偏差的绝对值之和作为所求之直线度误差。
[例]设有一机床导轨,长2米(L=2000mm),采用桥板跨距l=250mm,用分度值c=0.02mm/m的水平仪,按节距法测得各点的读数ai(格)如表1。
表1
(1) 测量段i 1 2 3 4 5 6 7 8
(2) 测量点Ai A0 A1 A2 A3 A4 A5 A6 A7 A8
(3) 各点读数ai(格) 0 +1 +1 +0.5 + 0.5 -0.5 -0.5 0 -1
(4)
各点读数累积1iiia 0 +1 +2 +2.5 + 3 +2.5 +2 +2 +1
(5)
平均值11niian 18 (6)
倾斜修正量1niiian
0 18 14 38 12 58 34 78 1
(7) 各点直线度偏差ih(格)
(11iniiiiiaan) 0 78 74 178 52 258 54 98 0
(8) 各点直线度偏差()ihm 0 +4.4 +5.8 +10.6 +12.5 +9.4 +6.3 +5.6 0
互换性与测量技术基础
第一章 绪论
一、填空题
1、互换性是指制成的同一规格的一批零件,不作任何挑选、 调整、或修配,就能进行装配,并能保证满足机械产品使用性能要求的一种特性。
2、互换性按其互换程度不同可分为完全互换和不完全互换两种。其中完全互换在生产中得到广泛的应用。
3、分组装配法属不完全互换性。其方法是零件加工完后根据零件实际尺寸的大小,将制成的零件分成若干组,然后对相应组零件进行装配。
4、当零件的使用要求与制造水平、经济效益产生矛盾时,一般采用不完全互换。
5、零件几何参数误差的允许范围叫做公差。它包括尺寸公差、 形状公差、 位置公差和角度公差等。
6、检测包括检验与测量。检验不必得出被测量的具体数值;测量是将被测量与作为计量单位的标准量进行比较。
7、按不同的级别颁发,我国的的标准可分为国家标准、行业标准、地方标准、企业标准四种。
8、推荐性国家标准的代号为GB/T。
二、判断:﹙“√”表示正确,“×”表示错误,填在题末括号内。﹚
1、互换性要求零件具有一定的加工精度。 ( )
2、 零件的互换性程度越高越好。 ﹙ ﹚
3、完全互换性用于厂际协作或配件的生产,不完全互换性仅限于部件或机构的制造厂内部的装配。
﹙ ﹚
4、装配时要进行附加修配或辅助加工的零件也属于互换性零件。 ﹙ ﹚
5、为了使零件具有完全互换性,必须使各零件的几何尺寸完全一致。( )
6、为使零件的几何参数具有互换性,必须把零件的加工误差控制在给定的公差范围内。
( )

一、基本内容:
1、 形位公差的标注:被测要素、公差框格、指引线(垂直于框格引出,指向公差带宽度方向)、基准(分清轮廓要素和中心要素,字母放正,单一基准和组合基准)
2、 公差带的特点(四要素)大小、方向、形状、位置
3、 公差原则
基本概念
作用尺寸:单一要素的作用尺寸简称作用尺寸MS。是实际尺寸和形状误差的综合结果。
作用尺寸:Dms=Da—误差
dms=da+误差
最大、最小实体状态和实效状态:
(1)最大和最小实体状态
MMC:含有材料量最多的状态。孔为最小极限尺寸;轴为最大极限尺寸。
LMC:含有材料量最小的状态。孔为最大极限尺寸;轴为最小极限尺寸。
MMS=Dmin;dmax
LMS=Dmax;dmin
(2) 最大实体实效状态
最大实体实效状态MMVC:是指实际尺寸达到最大实体尺寸且形位误差达到给定形位公差值时的极限状态。
最大实体实效尺寸MMVS:在实效状态时的边界尺寸。
A) 单一要素的实效尺寸是最大实体尺寸与形状公差的代数和。
对于孔:最大实体实效尺寸MMVSh=最小极限尺寸—形状公差
对于轴:最大实体实效尺寸MMVSs=最大极限尺寸+形状公差
B) 关联要素的实效尺寸是最大实体尺与位置公差的代数和。
对于孔:最大实体实效尺寸MMVSh=最小极限尺寸—位置公差 对于轴:最大实体实效尺寸MMVSs=最大极限尺寸+
位置公差
理想边界
理想边界是设计时给定的,具有理想形状的极限边界。
(1) 最大实体边界(MMC边界)
当理想边界的尺寸等于最大实体尺寸时,该理想边界称为最大实体边界。
(2) 最大实体实效边界(MMVC边界)
当理想边界尺寸等于实效尺寸时,该理想边界称为实效边界。
包容原则(遵守MMC边界)○E
(1) 定义:要求被测实际要素的任意一点,都必须在具有理想形状的包容面内,该理想形状的尺寸为最大实体尺寸。即当被测要素的局部实际尺寸处处加工到最大实体尺寸时,形位误差为零,具有理想形状。 (2) 包容原则的特点