挤压成型机械共60页文档
- 格式:ppt
- 大小:3.06 MB
- 文档页数:60

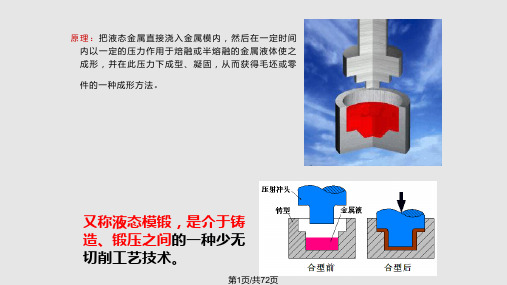
挤压成型技术主要内容•挤压成型基础知识•铝型材挤压1定义挤压成型(Press Forming)是对放在模具模腔(或挤压筒)内的的金属坯料施加强大的压力,迫使金属坯料产生定向塑性变形,从挤压模的模孔中挤出而获得所需断面形状、尺寸并具有一定力学性能的零件或半成品的塑性加工方法。
金属挤压示意图2.挤压分类方法2.1按金属塑变流动方向可以分为:正挤压:挤压时,金属流动方向与凸模运动方向相同反挤压:挤压时,金属流动方向与凸模运动方向相反复合挤压:挤压时,坯料一部分金属流动方向与凸模运动方向相同,另一部分则相反径向挤压:挤压时,金属流动方向与凸模运动方向成90°2.2按金属坯料的温度分类:模具材料表面处理及润滑零件质量影响因素冷挤压高强度,高硬度,高韧性,高耐磨性,耐热性表面磷化处理,氟化石蜡油、肥皂油和二硫化钼混合液润滑处理1.设备的刚性2.温度升高3.模具弹性变形温挤压有足够的硬度,强度,韧性,抗磨损,耐疲劳润滑剂具有一定热稳定和绝热性1.温度2.润滑3.模具弹性变形热挤压高温抗变形能力,高温耐磨性,抗热疲劳能力,抗回火能力,良好加工性润滑剂应具有耐压、耐热、不分解变质性能,无腐蚀作用1.温度变化2.挤压件断面形状3.润滑条件4.氧化3.挤压条件1)使金属处于三向压应力状态;2)建立足够的应力值,使金属能够产生塑性变形;3)有能使金属流出的孔或间隙,提供一个阻力最小的方向。
4工艺特点:•挤压时金属坯料处于三向压应力状态下变形,因此可提高金属坯料的塑性,有利于扩大金属材料的塑性加工范围。
•可挤压出各种形状复杂、深孔、薄壁和异型截面的零件,且零件尺寸精度高,表面质量好,尤其是冷挤压成形。
•零件内部的纤维组织基本沿零件外形分布且连续,有利于提高零件的力学性能。
•生产率较高,只需更换模具就能在同一台设备上生产形状,尺寸规格和品种不同的产品。
•节约原材料,挤压属于少(无)切削加工,大大节约了原材料。
5.影响挤压力大小的因素1)变形抗力(金属的屈服限)越大,所需挤压力越高,高温时,变形抗力降低,挤压力随之降低。

第九章食品成型、挤压机械与设备第一节食品成型机械与设备(P156)一、概述食品成型机械广泛应用于各种面食、糕点和糖果的制作以及颗粒饲料的加工。
其种类繁多、功能各异。
根据不同的成型原理,食品成型主要有如下方法:(1)包馅成型。
有饺子机、馅饼机、馄饨机和春卷机等;(2)挤出成型。
有蛋糕机、软料糕点成型等。
(3)辊压切割成型。
饼干坯料压片,面条、方便面和软料糕点的加工等。
(4)冲印和辊印成型。
如饼干机和桃酥的加工。
(5)搓圆成型。
如面包机、馒头机和元宵机等。
多功能一体成型机:奶酪、冰激凌、糖果成型机等。
二、冲印、辊印和辊切成型机(p169)(一)冲印成型机主要适用于韧性饼干、苏打饼干及低油脂酥性饼干加工。
它主要由压片机构、冲印成型机构、拣分机构及输送机构等构成。
1、压片机构⏹由三对压辊组成:头道辊、二道辊、三道辊⏹压辊直径依次减少,辊间空隙依次减少,转速依次增大。
⏹面带在辊压过程中,各处的流量相等,需要准确的速度匹配,否则,因流量不等会将面带拉长或皱起⏹压片机构各压辊保证传动比准确,应有无级变速器或调速电机。
2、冲印机构是饼干成型的关键工作部件,它主要包括动作执行机构和印模组件两部分。
动作执行机构:间歇式和连续式两种型式。
(1)间歇式机构(2)连续式机构3、拣分机构4、余料回收装置(二)辊印成型机(P172)主要适用于加工高油脂酥性饼干,该机更换印模辊后,通常还可以加工桃酥类糕点。
1、辊印成型原理喂料辊3与印模6在齿轮的驱动下相对运动,料斗5内的酥性面料4依靠自重以及辊子的楔紧力落入印模6凹模之中,分离刮刀2将凹模外多余的面料沿印模辊切线方向刮落到面屑接盘10,含有饼坯的凹模随着印模辊的旋转进入脱模阶段。
2、成型脱模机构⏹成型脱模机构是辊印饼干机的关键部件。
⏹由喂料辊、印模辊、分离刮刀、帆布脱模带及橡胶脱模辊等组成。
⏹喂料辊与印模辊由齿轮驱动,作相向回转运动。
⏹橡胶脱模辊则借助于紧夹在两辊之间的帆布脱模带所产生的摩擦力而与脱模带同步运动。

金属锻造挤压成型技术金属锻造挤压成型技术是一种常用的金属加工工艺,通过对金属材料施加压力,使其在模具中发生塑性变形,最终得到所需形状的金属零件。
这种技术广泛应用于汽车、航空航天、机械制造等领域,具有高效、精确、经济的特点。
一、挤压成型的基本原理金属锻造挤压成型是利用挤压机将金属材料加热至一定温度后,施加压力使其通过模具形成所需形状的工艺。
挤压成型的基本原理可概括为以下几个步骤:1. 加热:将金属材料加热至适宜的温度,一般为材料的再结晶温度以上,以提高材料的塑性。
2. 装料:将加热后的金属材料放入挤压机的料斗中,通过料斗和送料器将材料送入挤压机的工作腔。
3. 挤压:在加热的金属材料上施加一定的压力,使其通过模具的塑性变形,形成所需形状的工件。
4. 冷却:待金属材料通过模具完成挤压后,将其冷却至室温,使其保持所需形状。
二、金属锻造挤压成型的优势1. 节约材料:挤压成型可以有效利用金属材料,减少材料的浪费。
2. 提高产品质量:挤压成型可以使金属材料的晶粒细化,提高材料的强度和硬度。
3. 提高生产效率:挤压成型速度快,可大幅提高生产效率。
4. 适应性强:挤压成型适用于各种金属材料,包括铝、铜、钢等。
5. 成本低:挤压成型工艺简单,设备投资和生产成本相对较低。
三、金属锻造挤压成型的应用领域金属锻造挤压成型技术被广泛应用于各个领域,特别是在汽车、航空航天和机械制造等行业具有重要地位。
以下是几个典型的应用领域:1. 汽车制造:挤压成型可以用于制造汽车车身、车门、车架等零部件,具有优良的强度和刚性。
2. 航空航天:挤压成型可用于制造航空航天器的翼、舵面等零件,具有轻量化、高强度的特点。
3. 机械制造:挤压成型可用于制造各种机械零件,如齿轮、轴承座等,具有高精度和高强度。
四、金属锻造挤压成型技术的发展趋势随着科技的不断进步,金属锻造挤压成型技术也在不断发展。
未来,金属锻造挤压成型技术可能呈现以下几个趋势:1. 精密化:随着对产品精度要求的提高,金属锻造挤压成型技术将朝着更高的精密化方向发展。
![5.4.3 模棍挤压成型机_秸秆能源化技术与工程_[共4页]](https://img.taocdn.com/s1/m/b4ec2044daef5ef7ba0d3cf3.png)
秸秆能源化技术与工程
116
图5-8 HPB-Ⅲ型生物质成型机
国内部分活塞冲压成型机主要技术经济指标见表5-7。
表5-7 国内活塞冲压成型机主要技术经济指标 型 号
装机功 率(kW )
生产率
(kg/h )
维修周期(h )
能耗
(kW·h/t )
噪声 研 制 单 位
TYY-1000-A 60 1000 >200
60
大
合肥天焱绿色能源开发有限公司 PB-I 7.5 60~100 >200 65 大 河南农业大学 HPB-I 18.5 60~100 >200 71 小 河南农业大学 CYJ-35 — 60~100 >200 83.3 大 中国农业机械化研究院W75 — 60~100 >200 55 大 瑞典BogmaAB 公司 BHP5/50
— 60~100
>200 65 大
瑞典BogmaAB 公司
5.4.3 模棍挤压成型机
1.ZLJ 系列平模制粒机
ZLJ 系列平模制粒机是由吉林华光生态工程技术研究所研发制造生产的,如图5-9所示,ZLJ-1000型平模制粒机,该机可用来加工颗粒饲料、生物质颗粒燃料和颗粒有机肥,一机多用;采用窄V 带传动,调整、维修方便、安全可靠、噪声小;根据用途的不同,颗粒的大小可以调整。
其主要性能参数及技术规格如下:
水泵电机:0.125kW ; 风冷电机:0.55kW ; 主电机:22kW ; 平模直径:300mm ;
平模孔径:3~10mm ,13mm ;
图5-9 ZLJ-1000型平模制粒机。