齐齐哈尔机床厂四工位组合机床控制系统设计
- 格式:docx
- 大小:1.36 MB
- 文档页数:46
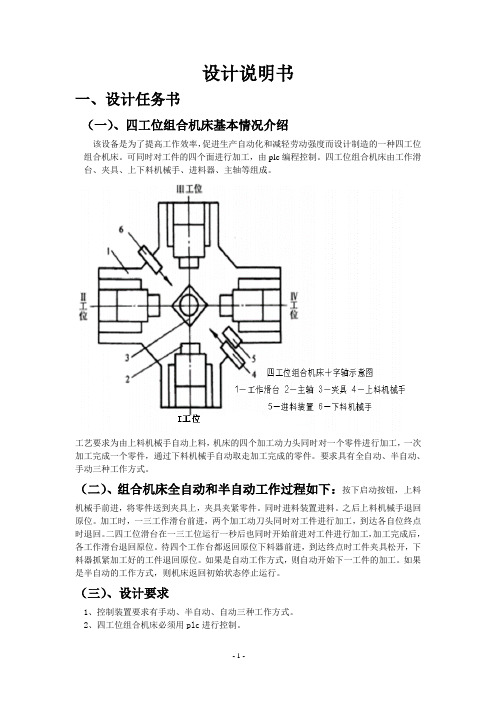
设计说明书一、设计任务书(一)、四工位组合机床基本情况介绍该设备是为了提高工作效率,促进生产自动化和减轻劳动强度而设计制造的一种四工位组合机床。
可同时对工件的四个面进行加工,由plc编程控制。
四工位组合机床由工作滑台、夹具、上下料机械手、进料器、主轴等组成。
工艺要求为由上料机械手自动上料,机床的四个加工动力头同时对一个零件进行加工,一次加工完成一个零件,通过下料机械手自动取走加工完成的零件。
要求具有全自动、半自动、手动三种工作方式。
(二)、组合机床全自动和半自动工作过程如下:按下启动按钮,上料机械手前进,将零件送到夹具上,夹具夹紧零件。
同时进料装置进料。
之后上料机械手退回原位。
加工时,一三工作滑台前进,两个加工动刀头同时对工件进行加工,到达各自位终点时退回。
二四工位滑台在一三工位运行一秒后也同时开始前进对工件进行加工,加工完成后,各工作滑台退回原位。
待四个工作台都返回原位下料器前进,到达终点时工件夹具松开,下料器抓紧加工好的工件退回原位。
如果是自动工作方式,则自动开始下一工件的加工。
如果是半自动的工作方式,则机床返回初始状态停止运行。
(三)、设计要求1、控制装置要求有手动、半自动、自动三种工作方式。
2、四工位组合机床必须用plc进行控制。
3、有急停、预停两种停止按钮。
4、滑台的进退,夹具的夹紧、松开以及上下料之间都进行互锁保护。
5、绘制电器原理图、选择电器元件、编制元件目录表。
6、绘制总接线图、控制面板布置图与接线图等工艺图样。
7、编制设计使用说明书。
8、设计用户程序,编写设计报告。
二、设计过程(一)、总体方案选择说明1、四工位组合机床四个主轴转动分别用M1~M4电机作为动力源。
2、四个滑台的进退以及夹具、上下料机械手和进料装置有一个液压系统进行控制,只需选用一个液压泵。
而冷却装置单独用一个液压系统进行控制。
3、四个滑台上都设有行程开关,来保证主轴与工件的相对位置的准确性。
4、M1~M4为自动控制连续运转,采用热继电器实现过载保护5、滑台的进退,夹具的夹紧、松开以及上下料之间都进行互锁保护。
机床电气与PLC 实训说明书专业:机电一体化技术班级:学号姓名:组别:第七组日期:2011年12月19-23日指导老师:成绩:“机床电气与PLC”实训任务书第七组1.设计题目:四工位卧式镗铣组合机床控制系统设计2.设计内容:1)完成《实训指导书》所要求的控制循环。
2)按停止按钮,立即停。
3)按复位按钮,所有滑台回原位,动力头电动机停止。
4)要求可以实现手动、单周期和连续。
3.设计要求:1)画出端子分配图和顺序功能图2)设计并调试PLC控制梯形图3)设计说明书4.进度安排:1)理解题目要求,查阅资料,确定设计方案1天2)PLC顺序功能图与梯形图设计2天3)说明书撰写1天4)答辩1天指导教师:王伟目录1. 前言 (3)2. 课程设计题目 (4)3. 总体设计 (5)3.1、PLC机型选择 (5)3.2、I/O点及地址分配表 (6)4. PLC程序设计 (7)4.1、设计思想 (7)4.2、PLC顺序功能图 (8)4.3、PLC梯形图 (9)4.4、PLC语句表 (14)5. 总结 (17)6. 参考文献 (18)前言可编程控制器,简称PLC (Programmable Logic Controller),,是一种电气自动化控制装置,国际电工委员会(IEC)将PLC定义为:是在工业环境中使用的数字操作的电子系统,专为在工业环境下应用而设计。
它使用可编程存储器内部储存用户设计的指令,这些指令用来实现特殊的功能,诸如逻辑运算、顺序操作、定时、计数以及算术运算和通过数字或模拟输入/输出来控制各种类型的机械或过程。
可编程序控制器及其有关的设备,都应按易于与工业控制系统形成一个整体,易于扩充其功能的原则设计。
世界上第一台可编程序控制器产生于1969年,是由当时美国数字设备公司(DEC)为美国通用汽车公司(GM)研制开发并成功应用于汽车生产线上,被人们称为可编程序逻辑控制器(Programmable Logic Controller),简称PLC。
“机电传动控制”课程设计任务书第七组1.设计题目:四工位卧式镗铣组合机床控制系统2.设计内容:1)完成《课程设计指导书》所要求的控制循环。
2)按停止按钮,立即。
3)按复位按钮,所有滑台回原位,动力头电动机停止。
4)要求可以实现手动、自动控制。
3.设计要求:1)画出端子分配图和顺序功能图2)设计并调试PLC控制梯形图3)设计说明书4.进度安排:1)理解题目要求,查阅资料,确定设计方案1天2)PLC梯形图设计与调试3天3)说明书撰写0.5天4)答辩0.5天指导教师:专业负责人:主管院长:年月日目录前言 (3)1课程设计的任务和要求 (4)1.1课程设计的任务 (4)1.2课程设计的基本要求: (4)1.3.任务分析 (4)2总体设计 (5)2.1.PLC选型 (5)2.2 PLC端子接线 (6)3.PLC程序设计 (6)3.1设计思想 (6)3.2 PLC控制原理图及其设计说明 (8)3.3 PLC梯形图 (8)4. 程序调试说明 (14)5参考文献 (15)前言本次课程设计的目的是掌握机电传动控制系统的基本原理、PLC控制电路的设计方法以及继电器—接触器控制电路的PLC改造方法。
掌握机电传动控制系统中继电器—接触器控制和PLC控制的基本原理、设计方法及两者的关系。
掌握常用电器元件的选择方法。
具备一定的控制电路的分析能力与设计能力。
1 课程设计的任务和要求1.1 课程设计的任务设计题目:四工位卧式镗铣组合机床控制系统1.2 课程设计的基本要求:(1).用六个指示灯,排成三行两列,按从左到右,从上到下的顺序排列;(2).合理控制这六个指示灯,使其可以分别显示数字0-9;每个数字显示的时间为5秒;(3).循环10次灭,声光报警5秒;(4).可以实现手动、单步、单周期和连续四种操作方式。
1.3 任务分析本课题主要是控制指示灯来显示尽可能多的数字,在给定的三行两列的指示灯,能显示最多的数字有0,1,4,6,7,9。

本科毕业论文(设计)设计题目:基于PLC的四工位组合机床控制系统设计学院:专业:机械设计制造及其自动化班级:学号:学生姓名:指导教师:第2页贵州大学本科毕业论文(设计)诚信责任书本人郑重声明:本人所呈交的毕业论文(设计),是在导师的指导下独立进行研究所完成。
毕业论文(设计)中凡引用他人已经发表或未发表的成果、数据、观点等,均已明确注明出处。
特此声明。
论文(设计)作者签名:日期:目录摘要 (III)Abstract (IV)第一章绪论 (5)1.1组合机床概述 (5)1.2 PLC的四工位组合机床控制系统设计的目的和意义 (5)1.3 PLC的四工位组合机床控制系统设计的国内外现状和发展趋势 (6)第二章四工位组合机床原理及液压系统 (8)2.1四工位组合机床的工作原理与过程分析 (8)2.1.1 回转台工作原理 (9)2.1.2 钻孔工作原理 (9)2.1.3 扩孔工作原理 (9)2.2 四工位组合机床的液压控制系统 (11)第三章 PLC概述与方案论证 (13)3.1 PLC概述 (13)3.1.1 PLC基本介绍 (13)3.1.2 PLC硬件组成 (13)3.2方案论证 (17)3.2.1 PLC与继电器-接触器相比较: (17)3.2.2 PLC与单片机比较 (18)第四章电气控制系统硬件设计 (20)4.1选择PLC机型 (20)4.1.1 结构选择 (20)4.1.2 I/O点选取原则 (20)4.1.3确定PLC机型及扩展模块 (21)4.2设计I/O分配表 (22)4.3设计PLC控制系统电气原理图 (24)4.3.1 PLC的详细接线图 (24)4.3.2 电机电气原理图 (26)4.4设计PLC控制系统操作面板 (26)4.5相关元器件的选择 (28)4.5.1电气元件的选取 (28)4.5.2液压元器件的选择 (29)第五章部分程序的分析以及程序调试结果 (30)5.1 以下程序段的分析: (30)5.2 此次设计的程序建立以及调试结果分析如下: (32)第六章设计总结与体会 (34)6.1设计总结 (34)6.2心得体会 (35)参考文献 (36)致谢 (37)附录一 (38)附录二 (52)基于PLC的四工位组合机床控制系统设计摘要文章以四工位组合机床为研究对象,四工位主要包括钻孔、扩孔、攻丝、机械手上下料等工位,通过对主要结构和运动形式的探究以及对机床的工作过程和控制要求分析,给出了机床动作循环图、液压元件动作表以及四工位组合机床的液压控制系统;并采用PLC控制系统的设计方法, 进行了软硬件设计,列出了PLC的I/O地址分配表,绘制了PLC 的I/O分配图和单循环自动工作流程图,编写PLC控制程序的梯形图和指令表;由操作面板组成的人机界面,使整个控制系统的操作变得简单,方便,大大提高了系统的自动化程度和实用性。

目录1概述 (4)2设计步骤和方法 (5)3设计说明书内容要求及时间安排 (6)4Plc I/O分配表 (8)5Plc 接线图 (9)6Plc 功能表图 (10)7Plc 设计PLC控制梯形图 (11)8Plc 写出对应的指令 (18)前言可编程序控制器(Programmable Logic Controller)是以微处理器为核心,综合了微电子技术、自动化技术、网络通讯技术于一体的通用工业控制装置。
英文缩写为PC或PLC。
它具有体积小、功能强、程序设计简单、灵活通用、维护方便等一系列优点,特别是它的高可靠性和较强的适应恶劣工业环境的能力,更得到用户的好评。
因而在机械、能源、化工、交通、电力等领域得到了越来越广泛的应用,成为现代工业控制的三大支柱(PLC,机器人和CAD/CAM)之一。
初期的PLC只是用于逻辑控制的场合,代替继电器控制系统。
随着微电子技术的发展,PLC以微处理器为核心,适用于开关量、模拟量和数字量的控制,它已进入过程控制和位置控制等场合的控制领域。
目前,可编程序控制器既保留了原来可编程序逻辑控制器的所有优点,又吸收和发展了其他控制装置的优点,包括计算机控制系统、过程仪表控制系统、集散系统、分散系统等。
在许多场合,可编程序控制器可以构成各种综合控制系统,例如构成逻辑控制系统、过程控制系统、数据采集和控制系统、图形工作站等等。
这次课程设计主要对供水控制和PLC应用作了简要的说明和概述。
一概述1、目的本课程设计的教学目标是使学生掌握机电传动控制系统的基本原理、PLC 控制电路的设计方法以及继电器接触器控制电路的PLC改造方法。
2、基本要求1)掌握机电传动控制系统中PLC控制的基本原理、顺序控制设计方法2)具备一定的设计能力3)熟练掌握欧姆龙元件的编程和运行二设计步骤和方法1、任务分析及方案确定根据控制要求进行如下工作:1)任务分析,然后确定主电路,注意考虑设备的保护;2)确定控制规则;3)选择PLC,包括PLC点数、类型及扩展模块的类型,注意操作方式及控制电路的保护;4)PLC输入输出点的确定及分配等。
四工位组合机床的电气控制电路概述四工位组合机床的对某种特定工件进行特定加工的一种高效率、自动化的专用设备。
这种机床是具有自动工作循环并能实现自动调整的加工设备,它能够用十几把刀甚至几十把刀具同时进行加工。
本组合机床是由通用部件组合而成,其控制系统是采用电气、液压、机械组合的控制方式。
该组合机床由液压动力头和液压回转工作台两大部分组合而成,它用来加工一种轮毂工件上十二个孔所用的专用机床,立式动力头上装有36把刀具,其中12把钻头,12把扩钻头和12把铰刀。
加工位共有四个:第一是装卸工件;第二个是钻孔工序;第三个是扩孔工序;第四个是铰孔工序。
加工工位布置图见下图所示。
图2-22 四工位组合机床示意图 一工位(装卸)四工位(铰孔) 三工位(扩孔)二工位(钻孔)目录第一章设计思想和步骤1.1设计任务1.2设计条件1.3设计要求1.4设计思想及步骤第二章四工位的电路设计2.1主电路设计2.2变压器设计2.3控制电路设计第三章四工位机床的工作台电路设计3.1液压回转工作台的控制电路设计3.2液压动力头控制电路设计3.3指示灯电路设计3.4总电路设计第四章PLC电路设计4.1 PLC控制设计4.2电路元件选择4.3明细表第五章总结5.1参考文献5.2设计小结第一章设计思想和步骤1.1设计任务1.1设计任务1:根据条件与要求设计出KA-KM电路。
2:根据设计的KA-KM电路做一张J-C电路图。
3:根据KA-KM列出输入状态表。
4:根据KA-KM列出输出状态表。
5:根据KA-KM列出中间元件状态表。
6:根据KA-KM列出定时器状态表。
7:根据上表绘制梯形图。
8:根据梯形图编制程序。
9:作出现场接线图。
10:编写说明书。
1.2设计条件(一)组合机床的启动工作状态回转台抬起→回转抬回转→回转台反靠→回转台夹紧→动力头快进→动力头工进→延时停留→动力头快退。
(二)液压回转工作台回转控制状态液压回转工作台是靠控制液压系统的油路来实现工作台转位动作,而液压系统的动作循环是靠电气电路控制。
“机电传动控制”课程设计任务书第七组1.设计题目:四工位卧式镗铣组合机床控制系统设计2.设计内容:1)完成《课程设计指导书》所要求的控制循环。
2)按停止按钮,立即停。
3)按复位按钮,所有滑台回原位,动力头电动机停止。
4)要求可以实现手动、单周期和连续。
3.设计要求:1)画出端子分配图和顺序功能图2)设计并调试PLC控制梯形图3)设计说明书4.进度安排:1)理解题目要求,查阅资料,确定设计方案。
2天2)PLC梯形图设计。
5天3)说明书撰写。
2天4)答辩。
1天指导教师:专业负责人:年月日目录1.前言------------------------------------------------------------------------------------- 2 2.课程设计的任务和要求------------------------------------------------------------- 72.1、课程设计的任务-------------------------------------------------------------- 72.2、课程设计的基本要求-------------------------------------------------------- 7 3.总体设计------------------------------------------------------------------------------ 73.1、PLC选型----------------------------------------------------------------------- 73.2、PLC端子接线----------------------------------------------------------------- 8 4.PLC程序设计------------------------------------------------------------------------ 84.1、设计思想---------------------------------------------------------------------- 94.2、顺序功能图-------------------------------------------------------------------- 104.3、PLC梯形图-------------------------------------------------------------------- 11 5语句表----------------------------------------------------------------------------------- 13 6.结束语----------------------------------------------------------------------------------- 14 7.参考文献-------------------------------------------------------------------------------- 14前言可编程序逻辑控制器简称PLC,是专门为工业控制设计的通用自动控制装置。
四工位组合机床控制系统的设计【摘要】作为现代机械设备实现传动与控制的重要技术手段,液压技术在国民经济各领域得到了广泛的应用。
与其他传动控制技术相比,液压技术具有能量密度高﹑配置灵活方便﹑调速范围大﹑工作平稳且快速性好﹑易于控制并过载保护﹑易于实现自动化和机电液一体化整合﹑系统设计制造和使用维护方便等多种显著的技术优势,因而使其成为现代机械工程的基本技术构成和现代控制工程的基本技术要素。
液压压力机是压缩成型和压注成型的主要设备,适用于可塑性材料的压制工艺。
如冲压、弯曲、翻边、薄板拉伸等。
也可以从事校正、压装、砂轮成型、冷挤金属零件成型、塑料制品及粉末制品的压制成型。
四工位组合机床由四个工作滑台,各带一个加工动力头,组成四个加工工位。
除了四个加工工位外,还有夹具,上下料机械手和进料器四个辅助装置以及冷却和液压系统共四个部分。
机床的四个加工动力头同时对一个零件的四个端面进行加工。
一次加工完成一个零件。
要求具有全自动、半自动、手动三种工作方式,总体的控制流程,当按下启动按扭后,上料机械手向前,将零件送到夹具上,夹具加紧零件,同时进料装置进料,之后上料机械手退回原位,进料装置放料,然后四个工作滑台向前,四个加工动力头同时加工(洗端面),加工完成后。
由四工位加所实现的是加工按次序加工。
本次加工按次序分为在一工位装卸、二工位打中心孔、三工位钻孔、四工位加工螺纹。
本文运用大学所学的知识,提出了四工位组合机床的结构组成、工作原理以及液压回转工作台液压系统、动力头液压系统的组成,构建了四工位组合机床机械、液压控制系统总的指导思想,从而得出了该四工位组合机床的优点是高效,经济,并且运行平稳的结论。
关键词:液压技术四工位组合机床液压系统结论The design of the control system of the four working position combination machine tool 【ABSTRACT】As one of the modern machinery equipment ransmission and control important technical means, hydraulic technology in the field of national economy has been widely used. Compared with other transmission control technology, hydraulic technology has high energy density, flexible and convenient configuration, large speed range, rapid and smooth work ability, easy to be controlled and overload protection, easily rintegration ,system integration design ,easy maintenance in manufacturing operation and other significant advantages n technology which make it become the basic technology of modern mechanical engineering.it can be engaged in the adjustment, the mounting indentation, the grinding wheel formation, the swaging metal parts formation, the plastic products and the powder products suppressed formation.including the choice of motor, a crank connecting rod transmission design, shaft design, bearing design, selection of the key and the design of the frame, trying to through the design, so that the transport mechanism of walnut is simple, and can improve the efficiency, and also can reduce the energy consumption.Vibrating conveyer is the eccentric wheel drives a connecting rod to generate centrifugal force, the materials can be separated. This paper is divided into several parts to illustrate the design process, so I did about graduation design walnut vibration conveying equipment.Graduation project this time is a tube axial compressive loading machine. This paper introduces the theoretical calculation to design sleeve pressing machine structure, working principle and main parts of the strength check and the advantages of the sleeve, pressing machine is efficient.Keywords:enery operation intergrtin design modern advantages目录1 绪论 (1)1.1 课题的意义、背景及现状 (1)1.2 组合机床概述 (2)1.3 液压系统的基本组成 (3)2 组合机床液压系统的工况分析 (7)2.1 负载分析 (8)2.2 运动分析 (9)3 液压系统主要参数的确定 (10)4 确定液压系统方案和拟定液压系统原理图 (13)4.1 确定液压系统方案 (14)4.2 确定基本回路 (15)4.3将液压回路综合成液压系统 (16)5 选择液压元件 (17)5.1 液压泵 (18)5.2 阀类元件及辅助元件 (19)5.3 油管 (19)5.4 油箱 (20)5.5 密封件的选择 (21)6 液压缸在实际中的应用情况分析 (22)结束语 (23)谢辞 (24)参考文献 (25)1 绪论由于液压工程的知识总量已经远远超越个人掌握所有,一些专业知识是必不可少的。
湖南生物机电职业技术学院毕业设计报告书题目:四工位组合机床控制系统设计专业机电一体化班级一体化11510班姓名梁巨江指导教师王少华年月日目录第1章绪论 (1)1.1 组合机床概述 (1)1.2 控制流程 (2)2.2 控制电路设计 (3)2.3 电控系统输入输出信号 (5)第3章PLC概述与方案论证 (8)3.1 PLC概述 (8)3.2 方案论证 (8)第4章电气控制系统硬件设计 (12)4.1 选择PLC机型 (12)4.1.1 结构选择 (12)4.1.2 I/O点选取原则 (12)4.1.3 确定PLC机型及扩展模块 (13)4.2 设计输入输出信号地址表 (13)4.3 设计PLC控制系统电气原理图 (16)4.4 设计PLC控制系统操作面板 (17)第5章控制系统软件设计 (19)5.1 设计PLC控制系统工作循环流程图 (19)5.2 设计PLC控制系统初始化梯形图程序 (20)5.3 设计PLC控制系统手动及显示梯形图程序 (20)5.4 设计PLC控制系统状态转移图与梯形图程序 (20)5.5 实验室电气原理图仿真及程序调试 (26)结论 (27)参考文献 (28)第1章绪论1.1 组合机床概述组合机床是针对特定工件,进行特定加工而设计的一种高效率自动化专用加工设备,这类设备大多能多刀同时工作,并且具有自动循环的功能。
组合机床是随着机械工业的不断发展,由通用机床、专用机床发展起来的。
通用机床一般用一把刀具进行加工,自动化程度低、辅助时间长、生产效率低,但通用机床能够重新调整,以适应加工对象的变化。
专用机床可以实现的多刀切削,自动化程度较高,结构较简单,生产效率也较高。
但是,专用机床的设计,制造周期长,造价高,工作可靠性也较差。
专用机床是针对某工件的一定工序设计的,当产品进行改进,工件的结构,尺寸稍有变化时,它就不能继续使用。
在综合了通用机床、专用机床优点的基础上产生了组合机床。