
1、工程概况:
黄河公伯峡水电站发电机组进水口液压启闭机用于快速工作闸门的启闭,1#~5#机的5扇快速工作闸门启闭分别由5台2500KN/2000KN液压启闭机控制,液压启闭机由泵站、液压缸、液压缸机架等设备组成。机架安装高程2006.50m,5台液压缸机架埋件、地脚螺栓安装均为二期砼埋设,液压缸最大行程10m、工作行程9.8m ,启门力2000KN、持住力2500KN。5台液压启闭机共设2台泵站,其中在1#、2#快速工作闸门门槽之间设两孔一泵站和在4#、5#快速工作闸门门槽之间设三孔一泵站,液压启闭机泵站安装高程2007.00m,泵站设有油箱、电控柜和相应的控制阀组台。
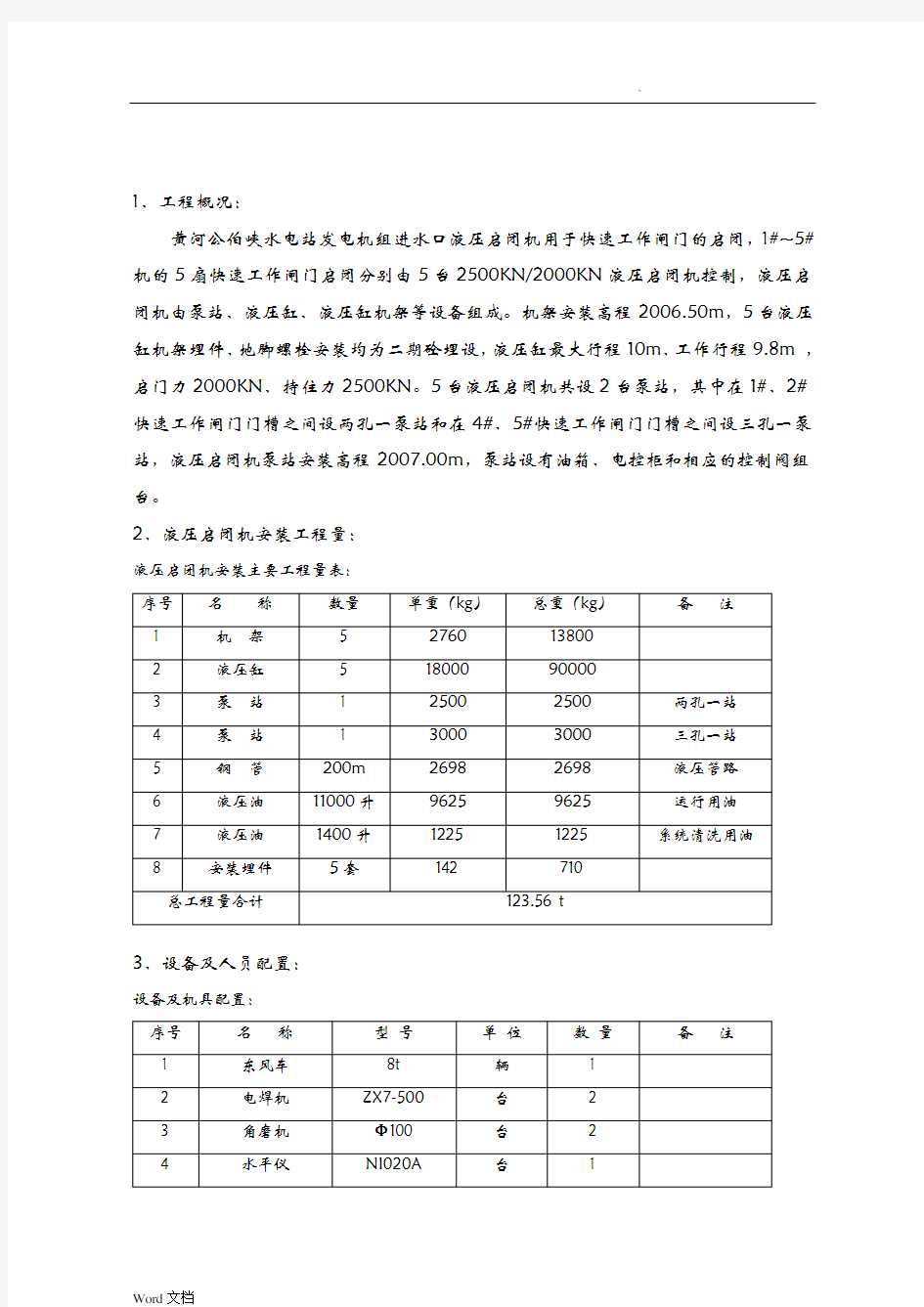
2、液压启闭机安装工程量:
液压启闭机安装主要工程量表:
3、设备及人员配置:
设备及机具配置:
人员配置:
4、液压启闭机安装进度计划:
2004年5月20日开始安装两台泵站。待坝顶门机2004年5月底形成后,将依据“下闸蓄水前金属结构施工计划”液压启闭机安装工作在2004年8月10日完成,1#~2#机液压启闭机的安装调试工作于2004年7月20日前完成,3#~5#机液压启闭机的安装调试工作于2004年8月10日前完成。
液压启闭机安装开竣工时间表:
5、施工依据:
液压启闭机及管路布置图:(图号GBS-M1-0-1~2)
液压启闭机安装图纸:
《液压启闭机使用说明、安装及维护手册》
《水利水电工程启闭机制造、安装及验收规》(DL/T5019-94)
6、液压启闭机安装方案:
6.1、施工准备:机架埋件、机架、泵站、油缸运至坝顶安装工作面及零部件清点,设置安装控制点线。
6.2、液压启闭机安装工艺流程:
液压启闭机安装工艺流程图:
6.3、机架埋件安装:
安装控制点线设置,安装前由测量单位设置安装控制点线,放出机架埋件在门槽的中心线、高程及里程的控制点线,各控制点线用红铅油作明显标志并保护好。
沿孔口轴线方向铺设2根轨道,轨道采用20#工字钢,轨道下面做支腿固定,并与预埋的插筋焊牢,轨道顶面高程应低于埋件底平面10~20mm。将机架埋件吊装就位后利用已放的孔口中心线、埋件的中心线和高程点,用经纬和水平仪测量埋件位置,纵横向每隔0.2m测量一点。埋件安装绝对高程控制在±5mm以,要求上下游两块
埋件安装相对高程差控制在0.5mm以,偏差过大部位利用调整螺栓和千斤顶进行调整,轨道与埋件间用垫板和楔铁调整。偏差应符合《水利水电工程闸门制造安装及验收规》(DL/T5018—94)标准要求。调整好后,加固焊接牢固。
6.4、机架安装:
机架与埋件整体安装,机架安装复测、验收合格后进行二期砼回填。二期砼达到龄期后方可进行机架支座安装,机架支座由坝后2#60t门机吊装就位与EL2006.50m 高程埋件上。机架的横向中心线与实际测得的起吊中心线的距离不应超过±2mm。机架钢梁与推力支座的组合面不大于0.05mm的通隙,其局部间隙不应大于0.1mm,深度不应超过组合面宽度的1/3,累计长度不应超过周长的20%,推力支座顶面水平偏差不应大于0.2/1000。
6.5、液压缸安装:
液压缸安装,由坝顶125t门机利用油缸上部的专用吊耳吊装就位。油缸上部法兰球面与机架上机座球面接触,下端吊头与闸门吊耳相连接。液压缸为单作用摆动式液压缸,在工作中可实现小角度的摆动,油缸安装应扎实可靠。
⑴油缸安装为防止热膨胀的影响,液压缸的一端必须保持浮动和伸缩余量。
⑵配管连接不得松动,应做耐压试验。
⑶液压缸安装面和活塞杆的滑动面,应保持足够的平行度和垂直度。
⑷油缸安装时缸与闸门保持平行,其平行度不大于0.05m/m。
6、液压元件安装:
⑴安装前元件应进行检查,根据情况进行拆洗,并应进行测试,合格后安装。
⑵安装前应将各种自动控制仪表(如压力表、压力继电器、油位计、温度计、压力
传感器)等进行校验检查。
⑶油箱装配前应用煤油渗油查漏,检查焊缝质量,仔细清洗吹干。
⑷泵、阀、仪表及管路附件应考虑安装、检修和操作方便。
⑸方向控制阀应安装在水平位置上。
7、液压管路钢管焊接:
本工程液压管路钢管对接焊采用手工电弧焊的焊接方法,钢管对接焊缝拟定为Ⅱ类焊缝工艺施焊。从事焊缝焊接的焊工必须持有劳动部门发给的锅炉、压力容器焊工
考试合格证书或通过能源部、水利部颁发的适用于水利水电工程压力钢管制造、安装的焊工考试规则的考试。
(1)坡口形式:
(2)焊接设备及焊接材料:
●所使用的焊条必须和母材相匹配,并具有质量证明书和材质证明;
●焊条入库或使用前,应检查批号及外观质量,复验合格方可使用,焊条必须严格按照使用说明书规定进行烘干。现场使用的焊条应装入保温桶,随用随取,焊条在保温桶不宜超过4h,超过4h,应重新烘焙,且焊条的烘焙次数不宜超过二次;
●焊接采用A102焊条;
●焊接设备:逆变焊机ZX7—500;
(3)定位焊要求:
定位焊的质量要求及工艺措施与正式焊缝相同,定位焊可留在焊缝,但不得影响焊缝在质量;
(4)焊接的基本要求:
风速:大于8m/s;
相对湿度大于90%;
雨天的露天施焊;
上述情况中的任一情况出现时,焊接处应采取有效的防护措施,方可施焊。
⑸焊缝检验:所有焊缝均依据DL/T5018-94标准进行外观检验。
8、管道安装与清洗:
管道安装在所连接的设备及元件安装完毕后进行。管道酸洗应在管道配置完毕,且具有冲洗条件后进行。管道酸洗复位后,应尽快进行循环冲洗,以保证清洁及防锈。
⑴钢管必须有足够的强度,壁光滑清洁,无砂、锈蚀、氧化铁皮、伤口裂痕、表面离层等缺陷;
⑵为了防震,在直角拐弯处,两端必须增加一个固定支架,钢管应用管夹固定在牢
固的地方,不能使铁板直接接触钢管;
⑶钢管敷设位置应便于管接头及管夹等的连接和检修;
⑷a)钢管外壁与相邻管道之间管件轮廓边缘的距离应不小于10mm;
b)同排管道的法兰或活接头应相间错开100mm;
c)穿墙管道的接头位置应距墙面800mm;
d)配管不能在圆弧部分接合,必须在平直部分接合;
e)法兰盘安装,要与管子中心线成直角,成对法兰盘应用螺栓固定好后实施点焊打底,再进行满焊,待管路循环冲洗时才能安装密封圈拧紧;
f)有弯曲部分的管道,中间安装法兰接头时不得装在弯曲或弯曲开始部位,只能装在长的直线部位;
⑸管道安装时,整个管线要求最短,转弯数量少,尽量减少上下弯曲,并保证管道的伸缩变形。在有活接头的地方,管道的长度应能保证活接头的安装。系统中任何一段管道或管件应能自由拆装,而不影响其它元件;
⑹全部管道应进行二次安装。一次安装拆下管道,一般清洗干燥后进行压力试验;
⑺液压管路接头拧紧前,必须用汽油清洗螺纹连接处,然后在螺纹上放防锈润滑剂,
避免管接头咬死漏油;
⑻液压管路与油缸连接处必须按图示要求,不锈钢管长度布置现场配作必须满足闸门全关、全闭时高压软管处于自由状态,不能有扭曲绷紧现象;
⑼液压管路制作清理完毕必须由监理及制造厂现场指导人员检验后才能接入冲洗设
备进行冲洗工作,冲洗检验合格所有管路出口必须封口后对号连接,检查管路连
接是否正确;
⑽全部管道安装后,必须对管路进行冲洗使之能正常循环工作;
a)以冲洗现场安装的油路管道为主。对液压系统各控制阀件不能接入冲洗回路,冲洗时必须将液压缸、液压马达及蓄能器等与冲洗回路分开;
b)管路太长回油口压力、流速不能满足时,适当分区对各部分进行冲洗;
c)冲洗液压油在管路中流速及冲洗泵出口压力应尽可能使液流呈紊流状态,管路中最小流速为1000L/min,泵压功率大于90Kw;
d)冲洗液压油应与运行油牌号相同,油温不宜超过60℃;
e)冲洗检验:采用颗粒计数法检验,油样应在冲洗回路的最后一根管路上抽取;
9、电气部分安装:
⑴电气部分的安装是在泵站设备调整就位后开始。安装时严格按图纸和规要求,正确接线,布线整齐,完全符合设计要求。在机械部分安装完毕后,对电气部分限位开关及安全保护装置等要进行初步检查及调试,并检查各机构的电磁阀的动作及灵活性,安全开关和紧急开关的工作可靠性。
⑵电气部分的安装检查。
A、检查电气回路中的每个元件和设备是否动作正确,运行及安装符合图纸要求。
B、检查各电动机是否转动方向正确,运行平稳。
C、检查电气设备在调试运行中有没有异常发热现象,触头有无烧灼现象。
D、检查各限位开关、保护装置及连锁装置是否动作灵敏、正确。
若以上各部位的检查结果出现不合格,要及时进行处理,完全处理合格后,
方可进行液压启闭机试验。
10、管道的试压:
系统管路的压力试验应在管道冲洗合格、安装完毕组成系统并进经过空运转后进行;
⑴试验压力为工作压力的1.25倍;
⑵试验压力逐级升高,每升高一级宜稳定2~3min,达到试验压力后,持续10min,
然后降至工作压力,进行全面检查,以系统所有焊缝和接口无漏油,管道无永久变形为合格;
⑶系统中出现不正常的声响时,应立即停止试验,如有焊缝需要重焊,必须将该管
拆下,并在除净油液后方可焊接;
⑷压力试验期间不可锤击管道,且在试验区域的5m围不得同时进行明火作业;
⑸管路试验完毕应填写试验压力记录;
11、调试与试运行:
在管道冲洗、试压、检验完毕方可进行整个液压系统的调试工作,液压系统的调试分空载调试和带载调试;
⑴液压启闭机在低压初调时不能带任何负载,必须用过滤设备向油箱分几次注油,
液压启闭机油缸必须在注满油后才能拆除油缸活塞杆头的临时固定装置;
⑵液压启闭机排气调试阶段活塞杆伸出方向不能有任何障碍物,以防活塞杆擦伤造
成严重后果,及时检查处理现场管路漏油;
⑶液压启闭机排气后逐渐加压至系统要求压力,及时检查处理现场管路漏油问题后,
进行闸门连接;
⑷确认闸门连接完毕,进行液压启闭机的带载同步初调试;
⑸进行液压启闭机的带载无水调试工作,进行各项功能调试并记录归档;
12、质量、安全、文明施工措施:
⑴、质量保证措施:
A、整个施工过程严格按ISO9000质量标准进行过程受控,严格按设计及施工规的要求进行施工。
安装时严格按《水利水电工程钢闸门制造安装及验收规》(DL/T5018-94)标准执行。
B、风、雨天施工时采取相应施工措施确保施工质量。
C、安装时,严格按安装工序进行,前一道工序不合格,不得进入下道工序施工。
D、埋件安装完毕,经检查合格,应在7天浇筑二期砼,如过期或有碰撞,应复测,复测合格后,方可浇筑二期砼,浇筑时,应防止碰撞埋件。
E、二期砼立模时不得割除加固钢筋,在加固钢筋上不得任意加焊支撑。
F、安装控制点设置时,由安装单位配合测量单位进行,控制点应打上样冲眼,并用铅油做好标记。