在线测量表面粗糙度的共光路激光外差干涉仪_梁嵘
- 格式:pdf
- 大小:132.59 KB
- 文档页数:4
激光干涉仪曲率半径测量原理
激光干涉仪是一种用来检测设备运动精度的仪器。
其曲率半径测量原理是通过激光干涉仪的光束,经扩束准直后由分光镜分为两路,并分别从固定反射镜和可动反射镜反射回来会合在分光镜上而产生干涉条纹。
当可动反射镜移动时,干涉条纹的光强变化由接受器中的光电转换元件和电子线路等转换为电脉冲信号,经整形、放大后输入可逆计数器计算出总脉冲数,再由电子计算机按计算式计算出曲率半径。
白光干涉仪测量粗糙度的原理1. 了解干涉仪你知道吗,干涉仪就像是科学界的“显微镜”,专门用来观察那些肉眼看不见的细节。
白光干涉仪更是个神奇的小家伙,它用的是我们平时接触的白光,而不是那种复杂的激光。
它的工作原理就像两位舞者在同一个舞台上翩翩起舞,偶尔他们的步伐会完美契合,偶尔又会互相碰撞,形成各种美妙的图案。
想象一下,站在一片大海边,波浪时而合并,时而分开,产生的涟漪和浪花,这就是干涉的基本概念。
2. 粗糙度的概念说到粗糙度,其实就是表面不光滑的程度。
想象一下,你手里的石头,摸上去可能是平滑的,也可能是坑坑洼洼的,完全是两码事!在工业和制造业中,表面的光滑度直接影响到产品的性能和使用寿命。
因此,了解表面的粗糙度就显得尤为重要。
白光干涉仪在这方面就派上了大用场,它能够精确地测量出表面的细微变化,就像老天爷用放大镜观察一片森林里的每一片叶子。
2.1 为什么要测量粗糙度?测量粗糙度的原因就好比人们爱美,要让自己的外表光鲜亮丽,产品的表面也是一样的道理。
比如,想象你在买一台新手机,若表面粗糙,拿在手里别提多不舒服!再比如,航空航天领域,飞机表面的光滑度直接关系到飞行的安全和性能。
所以,搞清楚这些细节可不是小事儿,得好好重视!2.2 白光干涉仪的优势那么,白光干涉仪到底有什么牛逼之处呢?首先,它能用白光来进行测量,这样一来,设备的成本就大大降低了。
其次,白光干涉仪的分辨率高得惊人,能够检测到纳米级的粗糙度变化。
想象一下,能把一根头发丝都测出来的仪器,真是让人叹为观止!而且,测量过程快得像闪电,不用愁时间问题。
3. 工作原理接下来,咱们聊聊白光干涉仪的工作原理。
其实,它的工作就像是一个简单的拼图游戏。
光源发出的白光会被分成两束,一束直接照射到待测表面,另一束则先经过一个反射镜,然后再照射到同一个表面。
两束光在表面上再次相遇,就像两条河流在某个地方汇合,产生干涉现象。
3.1 干涉条纹的形成当两束光相遇时,它们会互相叠加,形成明暗相间的干涉条纹。
高精度激光干涉仪的调试步骤与测量结果分析方法激光干涉仪是一种用于测量光程差的精密仪器,在科研、工业制造和生物医学等领域得到了广泛应用。
高精度激光干涉仪能够实现亚纳米级的测量精度,因此其调试步骤和测量结果分析方法非常关键。
一、激光干涉仪的调试步骤1. 光学路径的校准:激光干涉仪中最重要的部分是干涉仪的光路。
首先要保证光源的稳定性和亮度,通常使用氦氖激光器作为光源,并使用聚焦透镜获得平行光。
然后要调整两束光线的平行度,使用准直器或像差调节器进行调整。
最后,通过调整反射镜和平行板的位置,使两束光线相互平行,保证光束之间的光程差为零。
2. 干涉图案的调试:将两束光线合并后,会出现一条干涉条纹。
通过调节平行板的角度或物镜的位置,可以调整干涉条纹的间距和亮度。
要使条纹清晰且对称,可以适当调整反射镜的位置。
3. 线性度和非线性度的校准:利用参考杆来测试激光干涉仪的线性度和非线性度。
将参考杆平行放置在干涉仪的测量平台上,测量不同位置处光程差与参考杆长度的关系。
通过分析这些数据,可以得到激光干涉仪的线性度和非线性度,并进行校准。
4. 测量系统误差的校正:激光干涉仪在实际测量中可能存在系统误差,如温度变化、机械振动等。
通过在实验中引入补偿措施,可以对这些误差进行校正。
例如,可以在实验过程中保持温度稳定,使用防振设备减小机械振动对测量的影响。
5. 预处理与信号分析:在测量过程中,激光干涉仪会产生一系列干涉信号。
这些信号需要进行预处理和信号分析,以获得最终的测量结果。
常用的方法包括锁相放大器、频谱分析仪等。
二、测量结果分析方法1. 干涉条纹解析:干涉仪产生的干涉条纹是通过测量光程差得到的。
根据不同的应用需求,可以利用不同的方法对条纹进行解析,如三角法、Fourier变换等。
解析干涉条纹可以得到物体的形貌信息和变形分布等。
2. 测量结果精度评估:对于高精度激光干涉仪的测量结果,需要进行精度评估来判断测量结果的可靠性。
常用的方法包括误差分析、重复性测试和对比实验等。
基于共光路干涉原理的精细表面粗糙度测量方法
张锡芳;王政平;王晓忠;张艳娥;王丽会
【期刊名称】《光学与光电技术》
【年(卷),期】2006(4)5
【摘要】提出了一种利用光的干涉原理测量光滑物体表面粗糙度的方法。
该方法采用两光束共光路、同心聚焦扫描可实现表面粗糙度的绝对测量。
使用一个半波片改变一路光束的偏振态,避免了传统测量系统中光路具有可逆性的问题,保证了系统的稳定性。
使用一个1/4波片使接收端的光束偏振态方向一致,使干涉信号可见度最大。
该系统光路结构简单,容易实现。
对一标准量块进行了测量,并对光功率计分辨率对测量结果的影响进行了分析,结果表明本系统在实验室现有条件下可以测量轮廓算术平均偏差R_a为0.012μm的粗糙度量块。
【总页数】4页(P74-76)
【关键词】粗糙度;精细表面;琼斯矩阵;干涉;He-Ne激光器
【作者】张锡芳;王政平;王晓忠;张艳娥;王丽会
【作者单位】哈尔滨工程大学理学院
【正文语种】中文
【中图分类】TH744.5
【相关文献】
1.基于激光散射光分布的表面粗糙度在线测量方法 [J], 姜耀东
2.基于激光散射光分布的表面粗糙度在线测量方法 [J], 姜耀东
3.基于激光散射原理的表面粗糙度测量方法研究 [J], 王伦升;于连栋
4.基于光切显微镜的表面粗糙度视觉综合测量方法 [J], 尹加杰;金守峰;陈阳;李毅;仝梦圆;高凯
5.基于光谱共焦的在线集成表面粗糙度测量方法 [J], 周勇;李建军;赵天明;王震宏;唐胜江
因版权原因,仅展示原文概要,查看原文内容请购买。
激光干涉仪测量误差因素探讨激光干涉仪是精度最高的线性位移测量仪器,其光波可以直接对米进行定义,可溯源至国家标准,通过与不同的光学组件结合,可以实现对各类机床的线性、角度、平面度、直线度(平行度)、垂直度、回转轴等参数的精密测量,并能对设备进行速度、加速度、频率-振幅、时间-位移等动态性能分析,在相关软件的配合下,可自动生成误差补偿方案,为设备误差修正提供依据。
但是我们在使用中往往会出现检测偏离值,偏离我们的预估,以至于在高精度检测时,对设备产生怀疑。
今天我们来扒一扒引起激光干涉仪测量误差的部分原因。
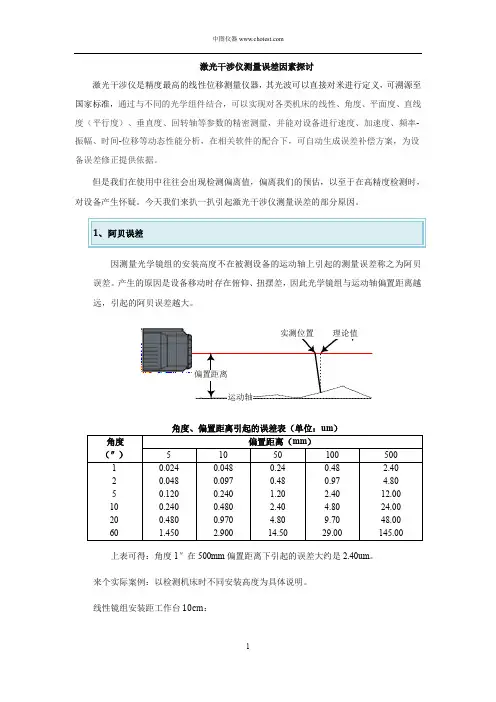
因测量光学镜组的安装高度不在被测设备的运动轴上引起的测量误差称之为阿贝误差。
产生的原因是设备移动时存在俯仰、扭摆差,因此光学镜组与运动轴偏置距离越远,引起的阿贝误差越大。
上表可得:角度1″在500mm 偏置距离下引起的误差大约是2.40um 。
来个实际案例:以检测机床时不同安装高度为具体说明。
线性镜组安装距工作台10cm :线性镜组安装距工作台30cm线性镜组安装距工作台50cm实验结果:按GB/T17421.2《机床检验通则》2000版分析标准得出结果,镜组安装高度偏离设备运动轴线越远,检测结果中重复精度以及定位精度就越差。
正确方式:设备校准时线性镜组的安装高度应该尽量靠近被测轴,使激光光束与运动轴重合(或尽量靠近),减小阿贝误差。
扩展:SJ6000激光干涉仪用户在进行两台同类设备定位精度的对比时,应该进行同轴比对,即共用线性镜组,这样才具有可比性。
环境补偿单元能准确采集空气温度、压力、相对湿度信息,基于Edl en公式计算空气折射率,以此对激光波长进行补偿。
1000mm示值因环境温度、压力、空气湿度各自变化引起的示值变化量(单位:um)同时环境补偿单元中材料温度探头能实时高精度测量被测设备温度,对其进行温度补偿。
但是往往因为操作人员将材料温度探头放置在错误的位置,致使采集的数据不能真实反映被测物体温度状态,从而增大测量误差。
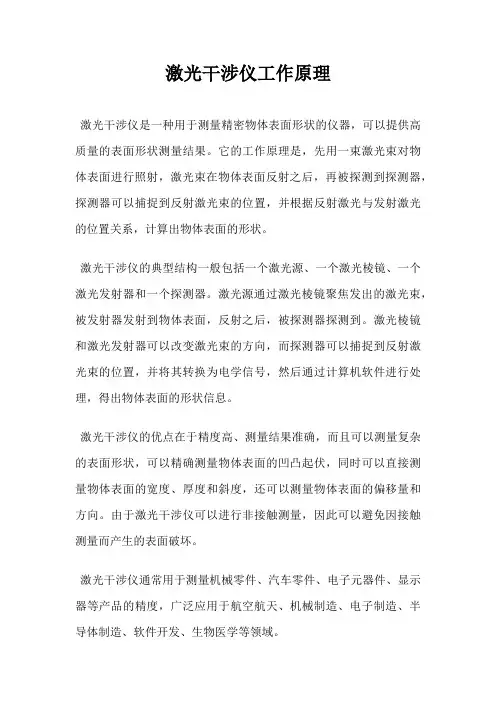
激光干涉仪工作原理
激光干涉仪是一种用于测量精密物体表面形状的仪器,可以提供高质量的表面形状测量结果。
它的工作原理是,先用一束激光束对物体表面进行照射,激光束在物体表面反射之后,再被探测到探测器,探测器可以捕捉到反射激光束的位置,并根据反射激光与发射激光的位置关系,计算出物体表面的形状。
激光干涉仪的典型结构一般包括一个激光源、一个激光棱镜、一个激光发射器和一个探测器。
激光源通过激光棱镜聚焦发出的激光束,被发射器发射到物体表面,反射之后,被探测器探测到。
激光棱镜和激光发射器可以改变激光束的方向,而探测器可以捕捉到反射激光束的位置,并将其转换为电学信号,然后通过计算机软件进行处理,得出物体表面的形状信息。
激光干涉仪的优点在于精度高、测量结果准确,而且可以测量复杂的表面形状,可以精确测量物体表面的凹凸起伏,同时可以直接测量物体表面的宽度、厚度和斜度,还可以测量物体表面的偏移量和方向。
由于激光干涉仪可以进行非接触测量,因此可以避免因接触测量而产生的表面破坏。
激光干涉仪通常用于测量机械零件、汽车零件、电子元器件、显示器等产品的精度,广泛应用于航空航天、机械制造、电子制造、半导体制造、软件开发、生物医学等领域。
激光干涉仪是一种高精度的表面形状测量仪器,其工作原理是用激光束照射物体表面,并捕捉位置反射激光束,根据反射激光与发射激光的位置关系,计算出物体表面的形状,广泛应用于各种领域。
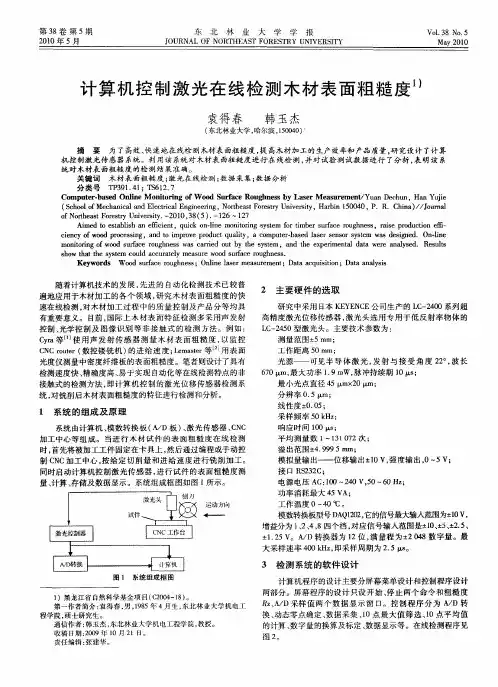
第19卷 第7期1999年7月光 学 学 报ACT A O PT ICA SIN IC AV o l.19,N o.7July,1999在线测量表面粗糙度的共光路激光外差干涉仪梁 嵘 李达成 曹 芒 赵洪志 武勇军(清华大学精密仪器系精密测试技术与仪器国家重点实验室,北京100084)摘 要 一种新型的、用于在线测量表面粗糙度的激光外差干涉仪已研制完成。
该仪器体积小(25cm×20cm×10cm)、抗外界环境干扰能力强。
仪器以稳频半导体激光器作为光源。
共光路设计,使测量光和参考光沿同一路径入射到被测表面上。
计大数和测小数周期相结合的外差信号处理方法,实现了大的动态测量范围和很高的测量分辩率。
同时还采用了全反射临界角法进行自动聚焦。
该仪器的纵向和横向分辨率分别为0.39nm和0.73μm;自动聚焦范围为±0.5mm,在焦点±25μm范围内,聚焦精度为1μm;80分钟内整机稳定性:3e= 1.95nm。
关键词 表面粗糙度, 在线检测, 共光路, 外差干涉仪, 自动聚焦。
1 引 言尖端科学技术的飞速发展,使得对精加工、超精加工表面的要求日益增加,如X射线元件、同步辐射器的反射镜、大功率激光器镜面及窗口、大规模集成电路元件的基片、光盘等,而元件表面粗糙度的测量,特别是表面加工中粗糙度的实时在线测量显得更加迫切。
表面粗糙度的在线测量不但能正确地检测加工过程中的变化和缺陷,而且对控制和改进加工方法、提高加工表面的质量和产品性能有着相当重要的意义。
对精加工、超精加工后的表面粗糙度进行在线测量,对测量仪器有如下要求:1)具有高的测量分辨率和动态范围;2)测量软材质表面或超光滑镜面,要采用非接触测量方法;3)必须有效地消除测量现场存在的外界震动、空气扰动以及导轨误差等;4)现场安装要使用方便[1]。
目前,测量表面粗糙度的仪器有许多种,它们各有特点,但多数只限于在实验室良好环境下使用。
为满足在现场恶劣环境中对精加工、超精加工的表面粗糙度进行在线测量,本文作者对Huang[2]和韩昌元等[3]的方案作了进一步的改进,精简了光路、增加了自动调焦系统,研制出了用于在线测量表面粗糙度的共光路激光外差干涉仪。
2 系统原理和组成仪器原理如图1所示。
采用的半导体激光器波长为780nm,功率为10mW。
对它的工作温度和电流进行控制,产生频率稳定的单模线偏振光(频率f0),准直后经分束镜BS1分别进入声光调制器AOM1(调制频率f1=100M Hz)和AOM2(调制频率f2=98M Hz)。
AOM1的一级衍射光(频率f0+f1)经光阑后扩束,由物镜会聚到被测表面上形成光探针,作为测量 收稿日期:1998-03-09;收到修改稿日期:1998-06-05Fig .1Th e schematic diag ra m of com mon pa th he terody ne laser interfe rome ter光束。
同样地,AOM 2的一级衍射光(频率f 0+f 2),经光阑后扩束,由会聚镜L 1聚焦在物镜的后焦点F 上,然后经物镜形成平行光入射到待测表面上,作为参考光。
测量光束经分光镜BS 2的透射光和参考光束经BS 2的反射光,进入光电探测器PD 1,形成光拍信号,可表示为[2]:I 1∝1+co s [2π(f 1-f 2)t -O p ](1)其中,O p 是测量光与参考光之间由于传输路径不同而产生的相位差。
测量光束和参考光束从被测面反射回来,再一次通过物镜、λ/4波片和分光镜BS 2,到达偏振分光镜PBS 1。
由于两次通过λ/4波片,线偏振方向产生90°旋转,故被PBS 1反射进入光电探测器PD 2,形成另一光拍信号,该光拍信号可表示为:I 2∝1+cos [2π(f 1-f 2)t -O p -O h (x )](2)其中,Oh (x )表示由于待测表面轮廓的高低变化引入的测量光与参考光之间的相位差,x 表示被测表面上测点的一维位置座标。
设光探针对应的表面轮廓高度相对于参考光斑内表面轮廓的平均高度的差值为h (x ),λ为半导体激光器的波长,则有:O h (x )=4πh (x )/λ(3) 在信号处理过程中,由于表面粗糙度的差异,将造成返回测量信号幅度的变化。
为保证测相精度,光电信号先经过自动电压控制之后,由高精度动态测相电路测相。
测相电路采用了测小数周期和计大数相结合的方法,实现了大的动态范围和很高的鉴相分辨率。
最后数据送入计算机作粗糙度的各项参数评定。
此外,从被测面反射回来的测量光束和参考光束,经分光镜BS 2和PBS 2的反射进入临界角棱镜,由临界角棱镜反射到四相限探测器上。
通过检测测量光束在四相限探测器上的光强分布,获取离焦信号[4],由比例积分(PI)控制电路产生相应的控制电流,使带有线圈的测量物镜作轴向运动,进行自动聚焦。
参考光束将产生一固定直流信号,不影响离焦信号的检测。
3 实验结果该仪器的自动聚焦范围为±0.5m m,在焦点±25μm 范围内,聚焦精度为1μm ,3d B9597期梁 嵘等: 在线测量表面粗糙度的共光路激光外差干涉仪960光 学 学 报19卷 频带宽约为40Hz;在80分钟内整机稳定性:3e= 1.95nm。
仪器的纵向和横向分辨率分别为0.39nm和0.73μm。
在自动聚焦系统开环和闭环情况下,对某一样块同一区段,分别测量聚焦、近离焦和远离焦时的粗糙度数值,取样长度为0.08mm,其测量结果如表1和表2所示。
Table1.Results for open loo po pen loo p in focus close(+10μm)distant(-10μm) N o.123av erag e123av erag e123av er ageR a/nm12.814.712.913.510.08.99.09.3 5.1 5.6 6.0 5.9R y/nm67.074.668.670.145.741.145.744.232.035.039.635.5Table2.Results fo r closed lo opclo sed loo p in focus close(+10μm)distant(-10μm) N o.123av erag e123av erag e123av er ageR a/nm10.611.210.010.611.29.811.310.79.68.910.99.8R y/nm64.067.068.666.560.956.457.958.458.753.365.559.1 表中,R a为轮廓算术平均偏差,R y为轮廓最大高度。
由实验结果可见,开环条件下,离焦时的测量结果比聚焦时的要小很多,这是由于光探针变大,降低了系统的横向分辩率。
而在闭环时,测量结果差别不大,说明自动聚焦系统有效地减小了由于离焦造成光探针大小的变化带来的测量误差。
在精密磨床上的在线实际测量中,粗糙度测量仪安装在磨床沙轮行程控制的T型导轨上,利用磨床的横向进给来实现对被测工件的扫描。
现场环境温度为27℃,由于磨床周围还有数控插齿机等机床在加工零件,现场存在很强的震动。
表3为对一精密磨削工件的粗糙度测试结果,取样长度为0.080mm。
由于R a在0.010~0.020μm内,R y在0.063~0.100μm 内,故被测工件的粗糙度为513。
Table3.Results for o nline measurementa rea12345av er ageR a/nm15.214.313.815.114.714.6R y/nm91.488.486.876.279.684.5 此外,对同一工件,在实验室防震平台上进行了比对测量,测量结果如表4所示。
Table4.M easured in labo ratorya rea12345av er ageR a/nm14.516.815.414.815.315.4R y/nm85.487.689.181.290.386.7 对比实验结果看出,在实验室环境下和在机加工车间的现场条件下测量的结果差别不大。
这也说明干涉仪的共模抑制技术大大地降低了震动和环境干扰造成的影响,证明仪器能在条件较恶劣的工业现场使用。
结 论 由于采用了激光共光路共模抑制技术,克服了空气扰动、导轨误差和在线测量中震动等不利因素的影响,使表面粗糙度测量能在线进行成为可能。
计大数和测小数相结合的方法对外差光电信号进行处理,实现了大的动态测量范围和高的测量分辨率。
全反射临界角法自动聚焦系统,保证了光学探针始终以最尖状态测量表面,从而实现了高的横向分辨率,同时也使测量过程简单、方便。
另外,还要进一步提高仪器的性能,在测量更粗糙表面的粗糙度及优化仪器结构方面作一些探索,使仪器具有更强的适应性和使用性。
参考文献[1]Mitsui K . In -pro cess sensor s for surface r ough ness and th eir applicatio ns .Precision Engng .,1986,8(4)∶212~220[2]Huang C C. Optical hetero dy ne pr ofilo meter.Optical Engineering ,1984,23(4)∶356~370[3]韩昌元,刘 斌,卢振武等. 共路外差表面轮廓仪.光学学报,1993,13(7)∶670~672[4]Kohno T ,O zaw a N ,Miy amo to K et al .. H igh precisio n o ptical surface senso r.Applied Optics ,1988,27(1)∶103~108Common Path Laser Heterodyne Interferometer forOn -Line Measuring Surface RoughnessLiang Rong Li Dacheng Cao M ang Zhao Hong zhi Wu Yo ngjun(State Key Lab .of Precision Measurem ent Technology and Instrumentation ,Department of Precision Instruments ,Tsinghua University ,Beijing 100084)(Receiv ed 9March 1998;revised 5June 1998)Abstract A nov el laser heterodyne interferometer used for on-line measuring surface roughness has been dev eloped.It features compact volume (25cm ×20cm ×10cm)and excellent immuni ty to environmental disturbances.The system employs a f requency-stabilized laser diode.The desig n of commo n path makes the measurement beam and the reference beam incident on the surface along the same w ay.The processing method of heterodyne sig nals combines integer mea-surement w ith f ractio n period measurement,so i t has wide dy namic range and high reso lution.In addition,cri tical ang le method is introduced fo r automatic f o-cusing.The height and lateral resolutions of the system are 0.39nm and 0.73μm respectively.The maximum rang e of automatic focusing is ±0.5mm and the focusing accuracy is 1μm w ithin ±25μm of the focus .The stability during 80minutes is 1.95nm (3e ).Key words surface roughness , on -line measurement , common path , het-erodyne interferometer ,automatic focusing .9617期梁 嵘等: 在线测量表面粗糙度的共光路激光外差干涉仪。