第4讲:华中I型的操作方法
- 格式:pdf
- 大小:68.40 KB
- 文档页数:23

HUNTERI4系列变频器
用户操作手册 简易版(V1.3)
HUNTERI4系列变频器用户操作手册 前言
前 言
感谢您使用宁波弘讯科技股份有限公司的高性能矢量变频器!
HUNTERI4系列变频器是一款通用高性能矢量系统型变频器,具备低频力矩大、
电机参数自辨识、最优加减速控制、逐波限流等先进的控制性能;具备强大I/O扩展
功能,支持多种通讯扩展卡,可以为客户定制工艺控制卡等扩展能力;具备满足不同
工艺要求的功能,如多段速控制、简易PLC控制、闭环控制、定长控制、下垂控制、
自动节能运行、灵活的频率给定方式,多样的频率组合方式以及组合算法等一系列实
用的功能。可用于机床、线缆、纺织、造纸、食品、包装、化工、市政工程等自动化
生产设备的驱动,满足不同工业设备对性能、功能的需求。
在使用HUNRERI4变频器之前,请变频器使用者及相关技术人员仔细阅读本手册,
以确保能正确安装和操作变频器,使变频器发挥其最佳性能。
本用户手册如有改动,请以新版为准,恕不另行通知。
高性能矢量系统型变频器
用户手册
资料版本: V1.3
HUNTERI4系列变频器用户操作手册 前言
本产品执行标准:
本产品的设计、生产制造参照了最新版本的国家标准(GB或GB/T)及国际电工委员会标准
(IEC)及国际单位制(SI),其相关部分技术参数可以满足的国家标准(GB或GB/T)及国际
电工委员会标准(IEC)标准要求。主要依据标准:
GB/T 12668.2-2002 调速电气传动系统 第2部分一般要求----低压交流变频电气传动系统额
定值的规定
GB 12668.3-2012 调速电气传动系统 第3部分----产品电磁兼容性标准及其特定的试验方法
GB 12668.501-2013调速电气传动系统 第5部分 安全要求 电气、热和能量
GB/T 2423.1-2008 电工电子产品环境试验 第1部分----试验方法 试验A: 低温
GB/T 2423.2-2008 电工电子产品环境试验 第2部分----试验方法 试验B: 高温
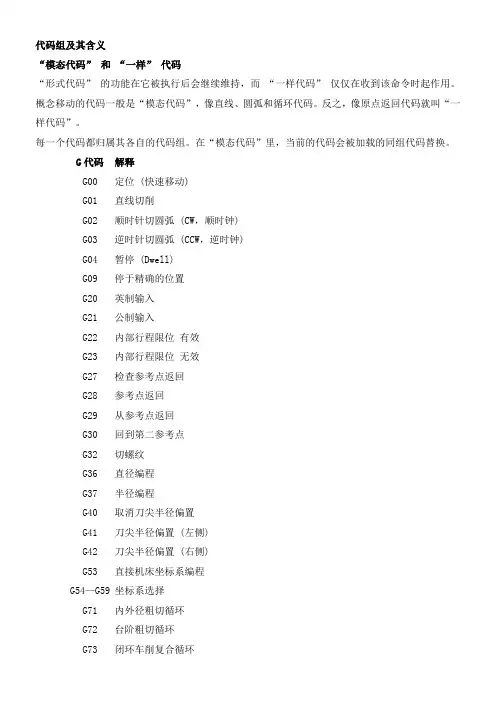
代码组及其含义
“模态代码” 和 “一样” 代码
“形式代码” 的功能在它被执行后会继续维持,而 “一样代码” 仅仅在收到该命令时起作用。概念移动的代码一般是“模态代码”,像直线、圆弧和循环代码。反之,像原点返回代码就叫“一样代码”。
每一个代码都归属其各自的代码组。在“模态代码”里,当前的代码会被加载的同组代码替换。
G代码 解释
G00 定位 (快速移动)
G01 直线切削
G02 顺时针切圆弧 (CW,顺时钟)
G03 逆时针切圆弧 (CCW,逆时钟)
G04 暂停 (Dwell)
G09 停于精确的位置
G20 英制输入
G21 公制输入
G22 内部行程限位 有效
G23 内部行程限位 无效
G27 检查参考点返回
G28 参考点返回
G29 从参考点返回
G30 回到第二参考点
G32 切螺纹
G36 直径编程
G37 半径编程
G40 取消刀尖半径偏置
G41 刀尖半径偏置 (左侧)
G42 刀尖半径偏置 (右侧)
G53 直接机床坐标系编程
G54—G59 坐标系选择
G71 内外径粗切循环
G72 台阶粗切循环
G73 闭环车削复合循环 G76 切螺纹循环
G80 内外径切削循环
G81 端面车削固定循环
G82 螺纹切削固定循环
G90 绝对值编程
G91 增量值编程
G92 工件坐标系设定
G96 恒线速度控制
G97 恒线速度控制取消
G94 每分钟进给率
G95 每转进给率
G00 定位
1. 格式:G00 X(U)_ Z(W)_
2. 2.说明:
3. X、Z:为绝对编程时,快速定位终点在工件坐标系中的坐标;
4. U、W:为增量编程时,快速定位终点相关于起点的位移量;
5. G00 指令刀具相关于工件以各轴预先设定的速度,从当前位置快速移动到程序段指令的定位目标点。
6. G00 指令中的快移速度由机床参数“快移进给速度”对各轴别离设定,不能用F 规定。

华中数控系统数控车床
√表示机床默认状态
G代码 组 功能 格式
G00 01 快速定位 G00X(U)------Z(W)------
X,Z:为直径编程时,快速定位终点在工件坐标系中的坐标
U,W:为增量编程时,快速定位终点相对于起点的位移量
√G01 直线插补 G01 X(U)-----Z(W)-----F-----
X,Z:绝对编程时,终点在工件坐标系中的坐标
U,W:增量编程时,终点相对于起点的位移量
F:合成进给速度
倒角加工 G01 X(U)-----Z(W)-----C-----
G01 X(U)-----Z(W)-----R-----
X,Z:绝对编程时,为未倒角前两相邻程序段轨迹的交点G的坐标值
U,W:增量编程时,为G点相对于起始直线轨迹的始点A点的移动距离
C:倒角终点C,相对于相邻两直线的交点G的距离
R:倒角圆弧的半径值
G02 顺圆插补 G02X(U)-----Z(W)-----RKIF-----
X,Z:绝对编程时,圆弧终点在工件坐标系中的坐标
U,W:增量编程时,圆弧终点相对于圆弧起点的位移量 I,K:圆心相对于圆弧起点的增加量,在绝对,增量编程时都以增量方式指定;在直径,半径编程时I都是半径值
R:圆弧半径
F:倍编程的两个轴的合成进给速度
G03 逆圆插补 同上
G02(G03) 倒角加工 G02(G03) X(U)-----Z(W)-----R-----RL=-----
G02(G03) X(U)-----Z(W)-----R-----RC=-----
X,Z:绝对编程时,为未倒角前圆弧终点G的坐标值
U,W:增量编程时,为G点相对于圆弧始点A点的移动距离
R:圆弧半径值
RL=:倒角终点C,相对于未倒角前圆弧终点G的距离
RC=:倒角圆弧的半径值
G04 00 暂停 G04P-----
P:暂停时间,单位为s
G20
√G21 08 英寸输入

面板操作
一、 课前准备
1、检查学生人数、出勤、着装情况
2、复习上堂课所学内容
3、导入新课
二、组织教学
(一)、基本控制
1、数控单元
1)、工业控制机 2)、控制轴数 3)、伺服接口 4)、开关量接口
5)、其他接口。6)控制面板 7)MPG手持单元 8)、NC键盘。9)软件。
2、进给系统
3、主轴系统
图1
HNC-21T 世纪星车床数控装置操作台为标准固定结构如图
1 所示其结构美观体积小巧外形尺寸为420×310×110
毫米(W×H×D)。
(二)、软件操作界面 HNC-21T 的软件操作界面如图2 所示其界面由如下几个
部分组成
(1)图形显示窗口 (2)菜单命令条 (3)运行程序索引
(4)选定坐标系下的坐标值 (5)工件坐标零点 (6)倍率修调
图2
(7)辅助机能 (8)当前加工程序行
(9)当前加工方式系统运行状态及当前时间
操作界面中最重要的一块是菜单命令条系统功能的操作主要通过菜单命令条中的功能键F1~F10 来完成由于每个功能包括不同的操作菜单采用层次结构即在主菜单下选择一个菜单项后数控装置会显示该功能下的子菜单用户可根据该子菜单的内容选择所需的操作如图3所示
图3 当要返回主菜单时按子菜单下的F10 键即可
HNC-21T 的菜单结构如图4 所示.
图4
(三)、机床数控装置的上电关机急停复位回参考点超程解除等操作
1)上电 2)复位 3) 返回机床参考点
4) 急停 5)超程解除 6)关机
(四)、机床的手动操作主要包括如下一些内容
1)、手动移动机床坐标轴点动增量手摇