数控编程实例.
- 格式:ppt
- 大小:193.50 KB
- 文档页数:24
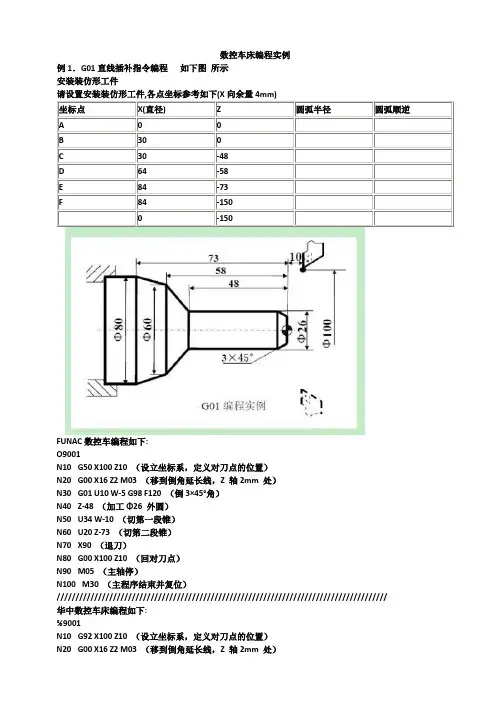
数控车床编程实例例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B300C30-48D64-58E84-73F84-1500-150FUNAC数控车编程如下:O9001N10G50 X100 Z10 (设立坐标系,定义对刀点的位置)N20G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30G01 U10 W-5 G98 F120 (倒3×45°角)N40Z-48 (加工Φ26 外圆)N50U34 W-10 (切第一段锥)N60U20 Z-73 (切第二段锥)N70X90 (退刀)N80G00 X100 Z10 (回对刀点)N90M05 (主轴停)N100M30 (主程序结束并复位)////////////////////////////////////////////////////////////////////////////////////////华中数控车床编程如下:%9001N10G92 X100 Z10 (设立坐标系,定义对刀点的位置)N20G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30G01 U10 W-5 F300 (倒3×45°角)N40Z-48 (加工Φ26 外圆)N50U34 W-10 (切第一段锥)N60U20 Z-73 (切第二段锥)N70X90 (退刀)N80G00 X100 Z10 (回对刀点)N90M05 (主轴停)N100M30 (主程序结束并复位)===============================================================例2.G02/G03圆弧插补指令编程,如下图安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B60C30-24183D32-3182E32-40F45-4045-1000-100FUNAC数控车编程如下:O9002N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N25 G50 S1000(主轴最大限速1000r/min旋转)N30 G96 S80 (恒线速度有效,线速度为80m/min)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 G98 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N110 M30 (主轴停、主程序结束并复位)///////////////////////////////////////////////////////////////////////////////////////////////////////// //////////////////华中数控车床编程如下:%9002N10 G92 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 M30 (主轴停、主程序结束并复位)====================================================================例3G32螺纹切削指令编程如下图格式:G32 X(U)__Z(W)__F__说明:X、Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W:为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。

数控车偏心轴编程实例数控车偏心轴编程实例数控车床是一种高效率、高精度的机床,广泛应用于金属加工等领域。
在数控车床编程中,偏心轴编程是一种比较常见的编程方法。
本文将以一个实例来说明数控车偏心轴编程的具体实现。
偏心轴编程是指在数控车床加工过程中利用偏心轴完成不同直径的加工。
偏心轴的原理是利用轴向偏移来改变工件中心的位置,实现不同直径的加工。
下面以一个轴向偏移量为10mm的圆形工件为例,说明偏心轴编程的实现过程。
1. 程序头部编写程序头部是数控编程中的一部分,用于标注程序的基本信息。
示例程序头部如下:O0001(程序号)N1(程序行号)G21(以毫米为单位)G90(绝对值编程方式)G0 X0 Z0(初始位置)2. 刀具半径补偿在偏心轴编程中,为了保证加工精度,需要对刀具进行半径补偿。
对于本例圆形工件的加工,半径补偿的指令为:G41(刀具左补偿)T1 M6(选择刀具T1,并换刀)S500 M3(主轴转速设定为500rpm)G94(以每分钟进给)M8(冷却液开启)3. 定位坐标计算由于工件的偏心轴编程需要沿轴向偏移一定距离,因此需要计算新的定位坐标。
偏心轴编程的定位坐标公式如下:Xn=Xo+cosθ×EZn=Zo+sinθ×E其中,Xo、Zo为旧的定位坐标,θ为角度,E为偏移量。
在本例中,偏移量为10mm,θ为360/16=22.5°。
对于第一个加工点来说,角度为0°,因此新的定位坐标为:X1=X0+cos(0)×10=X0+10Z1=Z0+sin(0)×10=Z04. 加工逻辑在偏心轴编程中,加工逻辑需要根据工件的几何形状进行设定。
对于圆形工件来说,需要按照顺时针方向进行加工。
具体的加工坐标和加工指令如下:N2 G1 X16 Z0(移动到下一个加工点)N3 G3 X16 Z-2.828(沿半径方向切削)N4 G1 X10 Z-10(移动到下一个加工点)N5 G3 X4 Z-14.142(沿半径方向切削)N6 G1 X0 Z-10(移动到下一个加工点)N7 G3 X-4 Z-5.858(沿半径方向切削)N8 G1 X-10 Z0(移动到下一个加工点)N9 G3 X-4 Z5.858(沿半径方向切削)N10 G1 X0 Z10(移动到下一个加工点)N11 G3 X4 Z14.142(沿半径方向切削)N12 G1 X10 Z10(移动到下一个加工点)N13 G3 X16 Z17.858(沿半径方向切削)N14 G1 X16 Z10(移动到下一个加工点)N15 G3 X16 Z7.172(沿半径方向切削)N16 G1 X0 Z0(回到起点)5. 刀具半径补偿取消在加工完成后,需要取消刀具半径补偿。

数控外圆磨床编程实例
数控外圆磨床是一种特殊的数控机床,常用于精密外圆表面磨削工序,用于修
整各种硬质金属外圆表面。
数控外圆磨床编程将手动操作中涉及到的复杂操作步骤,经过编程实现自动完成,只需遵循一定的编程规则即可实现自动加工。
数控外圆磨床编程的步骤大致如下:首先,根据产品的加工规格,制定加工参数。
加工工艺的选择,将影响着机床的磨削方式、刀具的选择、加工的精度和产品的质量。
编制程序时,需要根据要求选择合适的刀具,按照所设定的参数进行磨削。
其次,根据产品形状和尺寸确定程序主轴切入入点,以确定非切削部分的形状和尺寸。
然后,根据加工要求,确定切削角度,划定刀具的具体位置,控制刀具的运动轨迹,确定加工的精度和表面的质量。
最后,根据实际状况,选择合适的控制程序,并调整小数后精度,检查方向优先原则,修改实际运动及位置。
此外,在数控外圆磨床编程实现自动加工时,还要确保刀具的稳定性,以防止
偏心抖动,并加强程序安全管理,以防止操作位置发生变化。
此外,还需根据产品的特性,结合实际情况,选择合适的调整参数和检测程序,检查机床的磨削精度,保证加工产品的质量。
通过以上几个步骤,数控外圆磨床就可以成功的实现自动加工,为企业的生产
提供了极大的方便。