全程动态注塑对HDPE制品力学性能的影响
- 格式:pdf
- 大小:40.08 KB
- 文档页数:3
全程动态注塑对H DPE 制品力学性能的影响X彭响方,许 超,刘 婷,陈金伟,周南桥(华南理工大学聚合物新型成型装备国家工程研究中心聚合物成型加工工程教育部重点实验室,广东广州510640) 摘要:在实际生产条件下,在振频0~12H z 、振幅0~0128mm 范围内研究了振动参数对H DPE 制品的力学性能和冲击断面形态结构的影响。
结果表明:制品的力学性能对振动参数的响应并不是单调趋势,而是存在一个最佳的响应范围;全程动态注塑过程能提高制品的拉伸和冲击性能,其中冲击强度提高尤其明显,最大可提高33%。
关键词:H DPE;振动;注射;力学性能 中图分类号:T Q320166+2 文献标识码:B 文章编号:1005-5770(2004)11-0028-03E ffect of Dynamic I njection Molding on Mechanical Properties of H DPEPE NG X iang 2fang ,X U Chao ,LI U T ing ,Chen Jin 2wei ,ZH OU Nan 2qiao(National Eng 1Research Center of N ovel Equipment for P olymer Processing ,K ey Lab 1of P olymer Processing Eng ,Ministry of Education ,S outh China University of T echnology ,G uangzhou 510640,China)Abstract :Under the conditions of factual manu facture ,the effects of vibration frequency (from 0to 12H z )and am plitude (from 0to 0128mm )on the mechanical properties and the im pact section m orphology structures of H DPE specimen were investigated 1The results showed that the response of mechanical properties to vibration param 2eters was not in a m onotony trend ,but existing an optimum responding range 1The dynamic injection m olding could simultaneously im prove the tensile and im pact properties ,in which the im provement of the im pact strength was m ost obvious ,being up to 33%1K eyw ords :H DPE ;Vibration ;Injection ;Mechanical Properties 塑料制品的性能取决于聚合物的微观聚集态结构,而微观形态又取决于材料的成型方法和加工条件。
因此,通过特定的外场作用改变加工条件,就可以改变聚合物的聚集态结构,进而提高其性能[1,2]。
电磁动态注塑成型技术[3~6]将电磁场引起的机械振动力场引入到注塑成型的全过程,在一定程度上改善了制品的聚集态结构和宏观力学性能。
本实验利用自制的DPII 290电磁动态注塑成型机,在振频0~12H z ,振幅0~0128mm 的范围内较系统地研究了实际生产中振动参数的变化对H DPE 制品宏观力学性能和冲击断面形态结构的影响规律。
1 实验方法111 原料及设备 H DPE :牌号2200J ,熔体质量流动速率4139g/10min ,北京燕山石化生产。
电磁动态注塑成型机:DPII 290,螺杆直径35mm ,注射压力215MPa ,加装了振幅监控、数据采集系统,自制;台式万能拉伸测试仪:I NSTRON 5566,美国Instron 公司;仪器化摆锤冲击试验机:POE2000,美国Instron 公司;SE M 扫描电镜:X L 2300,Philips 公司。
112 工艺流程和工艺参数图1 振幅监控、数据采集系统Fig 1Data collecting and controlling system for amplitude・82・塑料工业CHI NA P LASTICS I NDUSTRY 第32卷第11期2004年11月X 教育部优秀青年教师资助计划项目,广东省自然科学基金资助项目(20033013),高等学校博士学科点专项科研基金(20020561002)作者简介:彭响方,男,1966年生,博士,副教授,主要从事高分子材料成型加工理论及技术装备研究。
pmx fpeng @scut 1edu 1cn 本实验将振动场引入塑化、注射、保压等注塑成型全过程,振动场振幅振频的控制和振幅数据的采集系统如图1所示。
表1 稳态加工中注射成型的工艺参数T ab 1Values of basic injection m olding process parameters 料筒温度(4段)/℃注射压力(4段)/MPa 保压压力/MPa 注射及保压时间/s130,150,170,20086,129,161,17218330 表1是稳态加工实验中设置的基本工艺参数,此时振频振幅为0。
动态加工实验是在上述稳态实验条件下,施加振幅A (0105~0128mm )、振频f (4~12H z ),并将振动引入注射成型全过程。
所有实验均在室温条件下进行,模具冷却过程自然降温。
113 分析测试 拉伸性能:按AST M D618进行测试;缺口悬臂梁冲击强度:按AST M D1822进行测试。
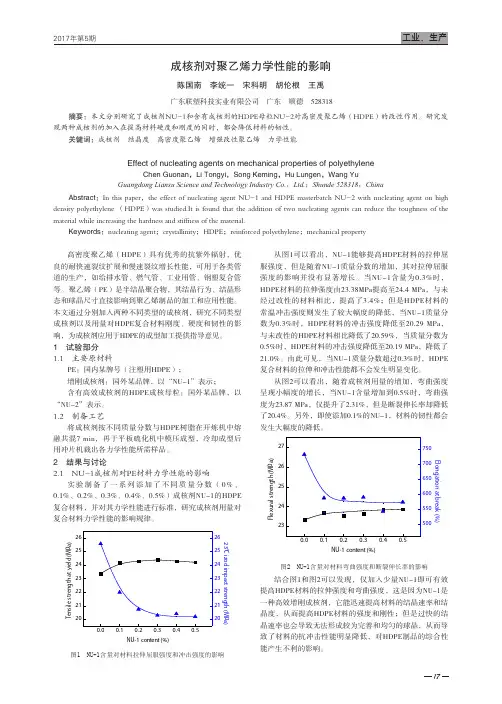
2 结果与讨论211 振幅、振频对H DPE拉伸强度的影响图2 不同振频下拉伸强度和振幅的关系Fig 2T ensile strength 2amplitude curve with different vibratingfrequency图3 不同振幅下拉伸强度和振频的关系Fig 3T ensile strength 2frequency curve with different vibrating amplitude图2、3分别为不同加工条件下H DPE 的拉伸强度与振幅和振频的关系图。
从图2可看到,H DPE 在动态加工条件下所得样品的拉伸强度比稳态加工所得样品的拉伸强度提高,在最佳动态加工条件(振频10H z ,振幅0105mm )下,样品的拉伸强度为27144MPa ,比稳态加工样品的25138MPa 提高了812%。
由此可见,加工过程中振动场的存在可以改善H DPE 的拉伸强度性能。
从图2还可看到,H DPE 在不同频率的动态加工条件下,随着振幅的变化,拉伸强度的变化有一个拐点,即在不同的振频下拉伸强度对振幅的响应有个最佳点;不同振频时,最佳的振幅点不尽相同,大部分集中在0105~0115mm 之间。
从图3可看到,不同振幅下,拉伸强度随振频的变化也是存在一个最佳点;不同振幅下的最佳振频点也不尽相同,多在8~10H z 的高频区域。
综合图2、3可知,在本实验条件下,全程振动加工过程可提高H DPE 的拉伸强度;拉伸强度对于振动场的响应存在最佳点,此时拉伸强度提高最大。
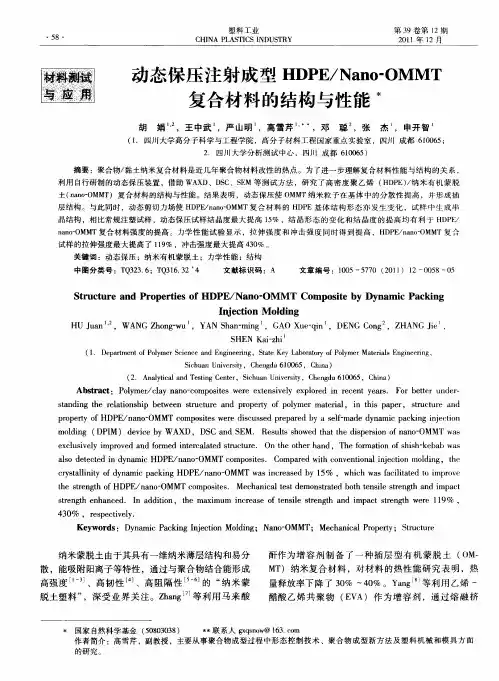
212 振幅、振频对H DPE冲击强度的影响图4 不同振频下冲击强度和振幅关系Fig 4Impact strength 2amplitude curve with different vibratingfrequency图5 不同振幅下冲击强度和振频关系Fig 5Impact strength 2frequency curve with different vibrating amplitude 图4、5分别为不同加工条件下H DPE 冲击强度与振幅和振频关系图。
从图4可看到,动态注塑成型所得H DPE 样品的冲击强度比稳态加工所得样品的冲击强度高;在振频10H z 、振幅0105mm 时冲击强度提高最大;从稳态时的319k J/m 2提高到了512k J/m 2,提高了33%。
说明全程振动注塑成型可大幅度提高制件的冲击强度。
从图4还可看到,不同的振频下,冲击强度对振幅的响应有个最佳点;不同振频时最佳的振幅点不尽相同,基本上集中在0105~011mm 之间。
在此最佳点之前曲线走势向上,冲击强度值提高很快;在此点・92・第32卷第11期彭响方等:全程动态注塑对H DPE 制品力学性能的影响之后曲线走势趋于平缓,冲击强度值有所回落。
从图5可见,不同振幅时H DPE 的冲击强度对振动场振频的响应也存在最佳点,不同振幅下的最佳振频点也不相同,大部分在10H z 左右的高频区域。
综合图4、5可知,在本实验条件下,全程振动的加工过程可以较大地提高H DPE 的冲击强度,冲击强度对振动场的响应存在最佳点,最大可提高33%。
213 制品冲击断面微观结构分析a -稳态试样b -动态试样图6 H DPE 冲击断面的SE M 图Fig 6SE M photograph of H DPE impact section 图6是H DPE 在稳态和动态下成型时在最佳冲击性能点的试样的冲击断面的SE M 扫描照片。
从图6可看到,H DPE 稳态试样和动态试样的断面形态都是典型的韧断断裂,但动态试样的冲击断裂点比稳态试样的断裂点密集;相同的截面上动态试样的断裂点明显比稳态试样的断裂点细密,分布也很均匀;在动态试样的部分截面上甚至形成了较长的条状断裂区域,类似晶面的结构。
表明全程动态注塑过程能有效改善H DPE 的微观结构,使之力学性能得到较大提高。
3 结论 在实际注塑成型加工全过程中引入全程振动场,可以有效提高H DPE 制品的力学性能。
在较佳的振动条件下,H DPE 制品的拉伸和冲击强度同时得到提高,其中冲击强度提高尤其明显。
与稳态加工样品相比,动态加工样品的冲击强度提高最大达33%。
断面形态表明,相比于稳态注射,动态注射的H DPE 冲击试样的韧性断裂点不仅细密,分布也更均匀。
参考文献1 Ibar J P 1P olym Eng Sci ,1998,38(1):12 Ibar J P 1M od Plast ,1995,72(1):63 彭响方,瞿金平1高分子材料科学与工程,1999,15(5):84 瞿金平1C N ,96108387119975 瞿金平,吴宏武1塑料,2000,29(6):96 彭响方1模具工业,1999,(10):44(本文于2004-07-22收到)塑料专业新书看台《中国塑料工业年鉴》2004年化工出版社出版,定价260100元。