引线键合的失效机理
- 格式:docx
- 大小:469.48 KB
- 文档页数:12
综述报告—引线键合的失效机理 1 引线键合的失效机理
小组成员:08521201樊量 :什么是引线键合,常用的焊线方法 08023205高乐 :键合工艺差错造成的失效 08023207王全 :热循环使引线疲劳而失效 08023208高灿 :金属间化合物使Au—Al系统失效 08023214徐国旺 :内引线断裂和脱键产生的原因及其影响 08023215冯超 :内引线断裂和脱键产生的原因及其影响 08023130黄宏耀 :键合应力过大造成的失效
综述报告—引线键合的失效机理
2 目录 1、引线键合---------------------------------------------------3 1.1常用的焊线方法-------------------------------------------3 1.1.1热压键合法--------------------------------------------3 1.1.2超声键合法--------------------------------------------3 1.1.3热超声键合法------------------------------------------3 1.1.4三种各种引线键合工艺优缺点比较------------------------4 1.2引线键合工艺过程-----------------------------------------4 2、键合工艺差错造成的失----------------------------------------6 2.1焊盘出坑------------------------------------------------7 2.2尾丝不一致----------------------------------------------7 2.3键合剥离------------------------------------------------7 2.4引线弯曲疲劳--------------------------------------------7 2.5键合点和焊盘腐蚀----------------------------------------7 2.6引线框架腐蚀--------------------------------------------8 2.7金属迁移------------------------------------------------8 2.8振动疲劳------------------------------------------------8 3、内引线断裂和脱键--------------------------------------------8 4、金属间化合物使Au—Al系统失效-------------------------------9 4.1 Au—Al 系统中互扩散及金属间化合物的形成-----------------9 4.2杂质对Au—Al系统的影响----------------------------------9 4.3改善方法------------------------------------------------10 5、热循环使引线疲劳而失效-------------------------------------10 5.1热循环峰值温度对金相组织的影响--------------------------10 5.2热循环峰值温度对冲击功的影响----------------------------10 5.3引线疲劳------------------------------------------------11 6、键合应力过大造成的失效-------------------------------------11
参考文献-------------------------------------------------------12 综述报告—引线键合的失效机理
3 1、引线键合 引线键合是芯片和外部封装体之间互连最常见和最有效的连接工艺。
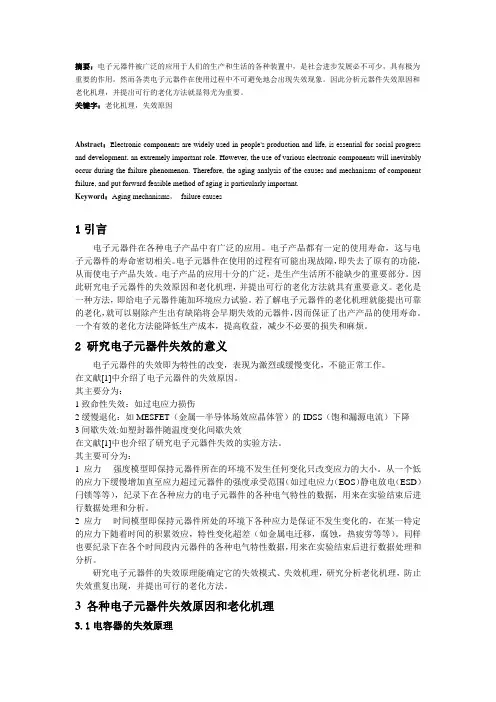
—1、1常用的焊线方法 —1、1、1热压键合法:热压键合法的机制是低温扩散和塑性流动(Plastic Flow)的结合,使原子发生接触,导致固体扩散键合。键合时承受压力的部位,在一定的时间、温度和压力的周期中,接触的表面就会发生塑性变形(Plastic Deformation)和扩散。塑性变形是破坏任何接触表面所必需的,这样才能使金属的表面之间融合。在键合中,焊丝的变形就是塑性流动。该方法主要用于金丝键合。
压头下降,焊球被锁定在端部中央 在压力、温度的作用下形成连接
压头上升 压头高速运动到第二键合点形成弧形 在压力、温度作用下形成第二点连接 压头上升至一定位置,送出尾丝 夹住引线,拉断尾丝 引燃电弧,形成焊球进入下一键合循环 综述报告—引线键合的失效机理
4 —1、1、2超声键合法:焊丝超声键合是塑性流动与摩擦的结合。通过石英晶体或磁力控制,把摩擦的动作传送到一个金属传感器(Metal“HORN”)上。当石英晶体上通电时,金属传感器就会伸延;当断开电压时,传感器就会相应收缩。这些动作通过超声发生器发生,振幅一般在4-5个微米。在传感器的末端装上焊具,当焊具随着传感器伸缩前后振动时,焊丝就在键合点上摩擦,通过由上而下的压力发生塑性变形。大部分塑性变形在键合点承受超声能后发生,压力所致的塑变只是极小的一部分,这是因为超声波在键合点上产生作用时,键合点的硬度就会变弱,使同样的压力产生较大的塑变。该键合方法可用金丝或铝丝键合。
定位(第一次键合) 键合 定位(第二次键合) 键合——切断 —1、1、3热超声键合法:这是同时利用高温和超声能进行键合的方法,用于金丝键合。 综述报告—引线键合的失效机理
5 —1、1、4三种各种引线键合工艺优缺点比较:
特性 热压键合法 超声键合法 热超声键合法 可用的丝质及直径 Au丝 φ15~φ100um Au丝,Al丝 Φ10~φ500um Au丝 Φ15~φ100um
键合丝的切断方法 高电压(电弧) 拉断 拉断(超声压头) 拉断(送丝压头) 高电压(电弧) 高电压(电弧) 拉断
优点 键合牢固,强度高;在略粗糙的表面上也能键合;键合工艺简单 无需加热;对表面洁净度不十分敏感; 与热压键合法相比,可以在较低温度、较低压力下实现键合
缺点 对表面清洁度很敏感;应注意温度对元件的影响 对表面粗糙度敏感;工艺控制复杂 需要加热;与热压法相比工艺控制要复杂些
其他 适用于单片式LSI 最适合采用Al丝 适用于多芯片LSI的内部布线连接
—1、2引线键合工艺过程 引线键合的工艺过程包括:焊盘和外壳清洁、引线键合机的调整、引线键合、检查。外壳清洁方法现在普遍采用分子清洁方法即等离子清洁或紫外线臭氧清洁。
(1)等离子清洁——该方法采用大功率RF源将气体转变为等离子体,高速气体离子轰击键合区表面,通过与污染物分子结合或使其物理分裂而将污染物溅射除去。所采用的气体一般为O2、Ar、N2、80%Ar+20%O2,或80%O2+20%Ar。另外O2/N2等离子也有应用,它是有效去除环氧树脂的除气材料。 综述报告—引线键合的失效机理 6 (2)外线臭氧清洁通过发射184.9mm和253.7mm波长的辐射线进行清洁。过程如下: 184.9 nm波长的紫外线能打破O2分子链使之成原子态(O+O),原子态氧又与其它氧分子结合形成臭氧O3。在253.7nm波长紫外线作用下臭氧可以再次分解为原子氧和分子氧。水分子可以被打破形成自由的OH-根。所有这些均可以与碳氢化合物反应以生成CO2+H2O,并最终以气体形式离开键合表面。253.7nm波长紫外线还能够打破碳氢化合物的分子键以加速氧化过程。尽管上述两种方法可以去除焊盘表面的有机物污染,但其有效性强烈取决于特定的污染物。例如,氧等离子清洁不能提高Au厚膜的可焊性,其最好的清洁方法是O2+Ar 等离子或溶液清洗方法。另外某些污染物,如Cl离子和F离子不能用上述方法去除,因为可形成化学束缚。因此在某些情况还需要采用溶液清洗,如汽相碳氟化合物、去离子水等。
(3)引线键合工艺有球键合工艺和楔键合工艺两种。 球键合一般采用D75μm以下的细Au丝。主要是因为其在高温受压状态下容易变形、抗氧化性能好、成球性好。球键合一般用于焊盘间距大于100μm的情况下。目前也有用于50μm焊盘间距的例子。
楔键合工艺既适用于Au丝,也适用于Al丝。二者的区别在于Al丝采用室温下的超声波键合,而Au丝采用150℃下的热超声键合。楔键合的一个主要优点是适用于精细尺寸,如50um以下的焊盘间距。但由于键合工具的旋转运动,其总体速度低于热超声球键合。最常见的楔键合工艺是Al丝超声波键合,其成本和键合温度较低。而Au丝楔键合的主要优点是键合后不需要密闭封装,由于楔键合形成的焊点小于球键合,特别适用于微波器件。
(6)键合的方式有两种。正焊键合:第一点键合在芯片上,第二点键合在封装外壳上;反焊键合:第一点键合在外壳上,第二点键合在芯片上。采用正焊键合时,芯片上键合点一般有尾丝;采用反焊键合时,芯片上一般是无尾丝的。究竟采用何种键合方式键合电路,要根据具体情况确定。