铣削加工时间通用计算公式
- 格式:doc
- 大小:20.50 KB
- 文档页数:1


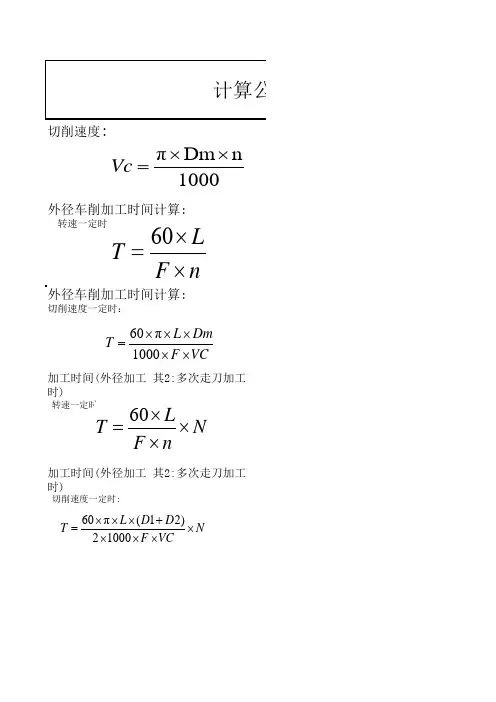
机加工计算公式1.主轴转速计算公式:主轴转速(rpm)= (切削速度 *1000)/(刀具直径 * 3.14)切削速度的单位一般为米/分钟,刀具直径的单位一般为毫米。
该公式用于计算机床主轴转速,使得切削速度得到控制。
2.进给速度计算公式:进给速度(mm/min)= 主轴转速(rpm)* 进给量(每转进给量)* 转数进给速度是工件上工具或刀具表面的移动速度,单位为毫米/分钟。
其中,进给量是工具或刀具每转移动的长度单位。
转数是刀具或工具的转数。
3.加工时间计算公式:加工时间(分钟)= 加工长度(mm)/ 进给速度(mm/min)加工时间是指完成一次加工所需要的时间,单位为分钟。
加工长度是指工件被加工的长度。
4.切削速度计算公式:切削速度(m/min)=π * 刀具直径(m)* 主轴转速(rpm)/ 1000切削速度是刀具切削时的速度,单位为米/分钟。
这个公式用于计算切削速度,对于判断切削工艺、选择刀具有重要意义。
5.加工质量计算公式:切削力(N)= 切削速度(m/min) * 切削厚度(m)* 切削宽度(m)* 切削力系数加工质量是指在机加工过程中,加工时所产生的力的大小。
切削厚度是指切削时每刀具进给的厚度单位。
切削宽度是刀具切削宽度。
6.切削宽度计算公式:切削宽度(m)=刀具直径(m)-余量(m)切削宽度是刀具在切削过程中,与工件接触的宽度。
余量是机加工过程中工件与刀具接触的部分。
7.余量计算公式:余量(m)=公差(m)+刀具磨损量(m)余量是机加工中为了保证工件尺寸大小和形状准确性而保留的部分。
公差是表明尺寸允许偏差的尺寸测量指标。
刀具磨损量是指刀具由于使用而磨损的长度。
以上是一些常用的机加工计算公式,通过这些公式,我们可以确定机床的主轴转速、进给速度、加工时间等参数,从而保证机加工的质量和效率。
当然,根据不同的机加工过程和需要,还可以根据实际情况建立适用的机加工计算公式。