螺纹的加工方法以及选择
- 格式:pdf
- 大小:232.52 KB
- 文档页数:3
螺纹的加工方法以及选择
螺纹也是零件上十分常见的表面之一,在我们的生活中随处可见。按照用途
的不一样,螺纹加工可以分为紧固螺纹和传动螺纹两种。紧固螺纹用于零件件的固定连接,经常见到的有普通螺纹和管螺纹。传动螺纹主要是用来传递动力的,
经常见到的是丝杠和测微螺杆的螺纹。 螺纹的加工方法蛀牙有切削加工和滚压加工两种。螺纹切削加工是刀具或者
磨具加工出来的螺纹,常见的方法有螺纹车削、铣削、旋风切削、拉削、磨削以
及研磨、套螺纹等等。螺纹滚压加工是用成形滚压模具挤压,使工件塑性变形获
得螺纹的方法。主要用于大量生产。
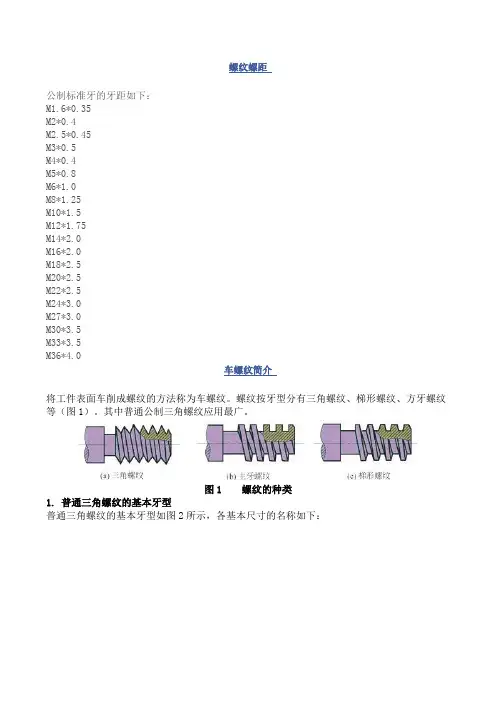
1、螺纹车削
螺纹车削是螺纹切削加工最常用的基本方法,它可用各类卧式车床或专门的
螺纹车床加工,由于刀具结构简单,故广泛用于各种精度的非淬硬工件的螺纹加
工。
螺纹车削可用来加工各种形状、尺寸以及精度的内、外螺纹,特别是尺寸较
大的螺纹。但是,车螺纹的生产率很低,加工的质量取决于工人的技术水平以及
机床、刀具本身的精度,所以主要用于单件、小批量的生产。对于那些不淬硬精
密丝杠的加工,利用精密车床车削,可以获得较高的精度和较小的表面粗糙度
值。
2、螺纹铣削
螺纹铣削一般都是在专门的螺纹铣床上进行,根据所用铣刀的结构不同,可
以分为以下两种: (1)用盘性螺纹铣刀加工:这种方法适合于大螺距的长螺纹,例如:丝杠、
螺杆等提醒螺纹。铣削时,铣刀轴线与工件轴线倾斜一定的角。这种方法由于加
工精度较低,通常只用作粗加工,然后用车削进行精加工。
(2)用梳形螺纹铣刀加工
若干盘形铣刀的组合,常用在专用的螺纹系床上。一般用于加工短且螺距不
大的三角形内、外螺纹。加工时工件只需要转一周多一点,就可以将全部螺纹切
出,生产效率较高。用这种方法可以加工靠近轴肩或者是盲孔底部的螺纹,而且
不需要退刀槽。
3、螺纹旋风切削
螺纹旋风切削是用安装在告诉回转刀盘上的多把成形刀头或梳刀。螺纹旋风
切削一般采用专用的旋风铣床或在卧式车床床鞍上安装旋风铣削装置。现已有能
对螺纹进行补偿的旋风铣床。主要用于加工一般精度不吹一个的丝杠、螺旋送料
杆等较长的外螺纹工件的大直径的内螺纹工件等等。
4、攻螺纹和套螺纹
攻螺纹和套螺纹是应用范围很光的螺纹加工方法。对于小尺寸的内螺纹,攻
螺纹几乎是唯一有效的加工方法。单件小批量生产之中,可以用手用丝锥手工攻
螺纹;当批量较大的时候,则应在车床、钻床或者攻螺纹机上用机用丝锥加工。
5、螺纹磨削
螺纹磨削是一种高精度的螺纹加工方法,常在专门的螺纹磨床上进行。主要
用于淬火后具有高硬度和高精度的螺纹,如丝锥、螺纹量规、滚丝轮及精密传动
螺杆上的螺纹等。螺纹在磨削之前,可用车、铣等方法进行与加工,对于小尺寸
的精密螺纹,也可以不经与加工而直接磨出。 螺纹切削油的选择 联诺化工针对螺纹加工自主研发NC300攻牙油。NC300切削油是
一种高效能的螺纹加工油,它是由精制矿物油及活性极压添加剂、油性
剂、防锈剂和专用传热添加剂等经科学调配而成。具有优异的极压性、
抗粘焊性和极佳的氧化稳定性,可显著提高切削效率和延长刀具使用寿
命。
NC300攻牙油优点
●极良好的润滑性、极压抗磨性,优秀的防锈性及高温抗氧化安定
性。
●该攻牙油具有低黏度,高冷却性,及良好的金属屑沉降性;低气味、
低烟雾,保护操作环境。
●NC300切削油适合于较低温环境下使用,粘度约在20-25。