纯镍及焊缝的耐蚀性分析
- 格式:pdf
- 大小:267.91 KB
- 文档页数:4

纯镍丝执行标准纯镍丝是一种高纯度的金属丝材料,主要用于制造耐高温、耐腐蚀和电子元器件等领域。
为了保证其质量和可靠性,需要对其执行标准进行规范。
下面将介绍一种常见的纯镍丝执行标准。
1. 标准名称及编号标准名称:GB/T 3120-2004 纯镍丝2. 适用范围本标准适用于直径为0.02~10mm的纯镍丝。
3. 术语和定义本标准中涉及到的术语和定义如下:3.1 纯镍丝指镍含量不少于99.5%的金属丝材料。
3.2 直径指纯镍丝圆形截面的最大直线距离。
3.3 密度指纯镍丝在常温、常压下的质量与体积之比。
3.4 抗拉强度指在拉伸试验中,纯镍丝断裂前所承受的最大拉力。
3.5 伸长率4. 技术要求4.1 化学成分- 镍含量不少于99.5%;- 杂质总量不超过0.5%。
4.2 物理性能- 密度不低于8.9g/cm³;- 抗拉强度不低于294MPa;- 伸长率不低于18%。
4.3 外观质量纯镍丝的外观应平整光滑,无明显裂纹、缩孔及夹杂等缺陷。
4.4 尺寸偏差纯镍丝的直径应在规定的公差范围内。
4.5 标识- 产品名称;- 形状和尺寸;- 镍含量;- 生产厂家。
5. 检验方法- 化学成分的检验方法:采用化学分析法;- 物理性能的检验方法:采用拉伸试验或压扁试验等方法;- 外观质量的检验方法:采用目测或放大镜观察法;- 尺寸偏差的检验方法:采用测量仪器进行测量;- 标识的检验方法:采用目测或放大镜观察法。
6. 包装、标志及运输7. 质量证明- 生产许可证或营业执照等文件;- 产品合格证或质量检测报告等文件;- 产品标识和包装等文件;8. 附加要求根据需要,用户和生产厂家可以协商确定更严格的技术要求和检验方法。
以上就是纯镍丝执行标准的全部内容。
在生产和使用过程中,应严格执行标准要求,确保纯镍丝的质量、可靠性和安全性。
除了上文提到的GB/T 3120-2004标准之外,国际上还有一些其他的与纯镍丝相关的标准和规范。

如何改善化学镀镍的耐腐蚀性能化学镀技术能广为应用的原因之一是镀层具有优越的耐蚀性能,它是阴极性镀层,所以镀层厚度及完整性是保护基材效果好坏的关键,否则反而加快基材的腐蚀,这点必须充分予以重视。
Ni-P镀层耐蚀性能与磷量密切相关,高磷镀层耐蚀性能优越源于它的非晶态结构。
非晶态与晶态的本质区别在它们的原子排列是否周期性,由于固体化学键的作用从短程看二者都是有序的,非晶的特性是不存在长程有序,无平移周期性。
这种原子排列的长程无序,使非常均匀的Ni-P固溶体组织中不存在晶界、位错、孪晶或其他缺陷。
另外,非晶态镀层表面钝化膜性质也因为基体的特征,其组织也是高度均匀的非晶结构,无位错、层错等缺陷,韧性也好,不容易发生机械损伤。
与晶态合金对比,非晶态合金钝化膜形成速度快,破损后能立即修复而具有良好的保护性。
研究发现Ni-P合金在酸性介质中形成的钝化膜是磷化物膜,其保护能力比纯镍钝化膜强。
例如,Ni-P合金在稀盐酸中腐蚀,磷量低是磷促进镍的活性溶解。
小于8%P的镀层表面有黑灰色的腐蚀产物,用俄歇电子谱仪测定表面一定深度处发现Ni、P及O三种元素,光电子能谱仪进一步证实它是镍的磷酸盐膜。
但大于8%P的高磷镀层腐蚀后表面呈灰白色,一般尚能保持光洁,俄歇电子谱仪观测到约10Å深处有Ni、O,是氧化镍层,依次在20Å处是Ni、P及O共存,是磷酸盐层,内层则为富P的Ni、P层,P量约占20(重量)%,大体对应Ni2P。
含P≥8%的非晶态Ni-P镀层在HCl、FeCl3等介质中腐蚀后X射线从产物中检查出Ni2P。
光电子能谱定量分析发现腐蚀前Ni/P=3.4,腐蚀后Ni/P=1.2,即有磷在表面富集现象。
腐蚀过程的热效应也会使亚稳的非晶态结构晶化,形成Ni2P或NixPy。
Ni-8%P镀层在H2SO4中腐蚀后光电子能谱除了发现NixPy峰外,还发现PO43-。
非晶态Ni-P层表面形成的磷化物膜阻挡了腐蚀继续进行而提高了它的耐蚀性,但这层磷化物膜易被氧化性酸如HNO3溶解,所以Ni-P层不耐氧化性介质的腐蚀。

镍镀层的抗腐蚀原理是
镍镀层的抗腐蚀原理是通过镍层的物理和化学性质来保护基材不被腐蚀。
具体包括以下几点原理:
1. 物理屏障作用:镍镀层形成了一层均匀且致密的物理屏障,阻隔了外界空气、水分、腐蚀性物质等与基材的直接接触,从而减少了腐蚀的发生。
2. 电化学保护:在镍镀层上形成的一层致密的氧化膜,可以提供电化学保护,即形成了一个氧化还原反应的界面,在电流的作用下,使基材表面上的镍作为阳极保护,降低了腐蚀的速度。
3. 自愈性保护:镍层在遭受表面划伤、损伤时可以通过自愈性保护来修复,即在损伤表面产生一层自修复膜,防止腐蚀物质进一步渗入。
4. 其他特殊性质:镍本身具有较高的耐腐蚀性,不易被氧化、硫化等物质侵蚀,也能够稳定地反应于酸碱性环境中,从而提供了额外的抗腐蚀性能。
综合以上原理,镍镀层能够保护基材不易被腐蚀和损坏,延长基材的使用寿命。

ERNiCrMo-3 焊丝符合:GB/T15620 ERNiCrMo-3AWS A5.14 ERNiCrMo-3一、特性与用途:ERNiCrMo-3焊丝是Inconel 625系列的焊材,耐腐蚀性优,有高强度的熔敷金属,应用于Inconel 625、Alloy904L 焊接、异种材料焊接,广泛应用在多层焊接。
二、焊丝化学成分(%)C Mn Fe Si P S Ni Cu Mo Al Cr Nb Ti 典型值0.07 0.34 2.1 0.15 0.00150.003 59.0 0.11 9.1 0.32 19.8 3.64 0.3保证值≤0.10 ≤0.5 ≤5.0 ≤0.50 ≤0.02 ≤0.015 ≥58.0 ≤0.5 8.0~10.0 ≤0.4 20~23 3.15~4.15 ≤0.4 三、熔敷金属机械性能抗拉强度 MPa 伸长率 % 冲击值(J )A KV -196℃ 典型值 780 42 145保证值 ≥760 -- --四、注意事项:1、所使用的氩气保护气体纯度要在99.997%以上且气体流量控制要适当。
2、施焊时必须有适当的防风措施,否则保护气体易受风的影响而致气体保护不良,使焊道恶化而发生气孔,打底时须背吹,防止产生不良焊道。
3、母材表面的铁锈、油污、灰尘等必须清除干净。
4、电源极性为DC-,道间温度建议在150℃以下。
5、为避免高温裂纹,必须降低热输入量。
ERNiCu-7 MONEL 400 合金自身的焊接;以及 MONEL 400 合金与钢的焊接;用于钢的表面堆焊。
ERNiCu-7 MONEL 400 合金自身的焊接,以及 MONEL 400 合金与钢的焊接;用埋弧焊方法对钢的表面进行堆焊; ( 其缓冲层填充材料 61 合金需用手工电弧焊方法熔敷 ) 成分: C≤0.15 Mn≤4.0 Fe≤2.5 P≤0.02 S≤0.015 Si≤1.25 Cu 余量 Ni≤62∽69 Co-A1≤1.25 Ti1.5∽3.0镍合金焊条的国标对照镍合金焊条型号GB/T:ENi-0说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
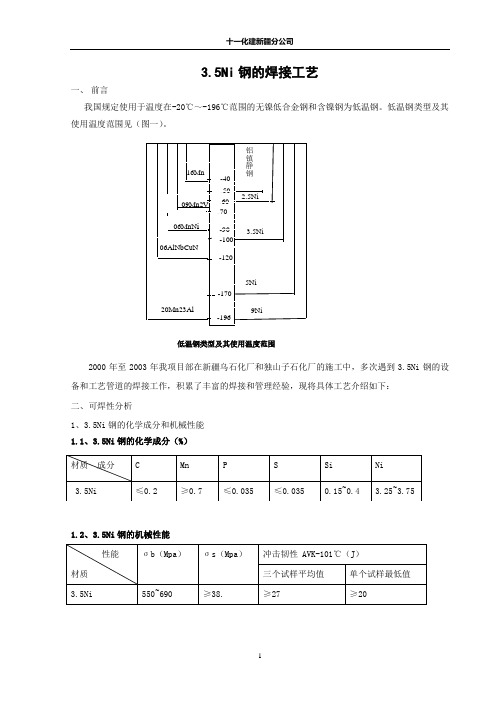
3.5Ni钢的焊接工艺一、前言我国规定使用于温度在-20℃~-196℃范围的无镍低合金钢和含镍钢为低温钢。
低温钢类型及其使用温度范围见(图一)。
低温钢类型及其使用温度范围2000年至2003年我项目部在新疆乌石化厂和独山子石化厂的施工中,多次遇到3.5Ni钢的设备和工艺管道的焊接工作,积累了丰富的焊接和管理经验,现将具体工艺介绍如下:二、可焊性分析1、3.5Ni钢的化学成分和机械性能1.1、3.5Ni钢的化学成分(%)1.2、3.5Ni钢的机械性能1.3、W107焊条化学成分2、冷裂及热裂倾向分析2.1、3.5Ni 钢是-101℃低温下使用的含Ni 合金钢,由于钢中含有一定数量的合金元素,就其碳当量而言高于16Mn ,因而具有一定的淬硬倾向:同时3.5Ni 钢由于含有相当量的Ni 元素(3.25~3.75%),根据Fe-Ni 状态图,Ni 在δ相中的最大溶解度为3.4%,所以当钢中Ni 含量小于3.4%时,S 、P 偏析小,热裂倾向也小,当钢中Ni 含量大于3.4%时,由于包晶反应出现了γ相(如图二),S 、P 偏析增大,焊缝结晶时Ni 易和S 结合生成低熔点的共晶物,在拉应力的作用下有发生热裂的倾向的可能。
3.5Ni 钢焊接时有一定的冷裂和热裂倾向,,但由于钢中含S 、P 杂质元素少,含碳量低,Mn /Si 比值高,冷裂和热裂倾向不是焊接的主要矛盾,只要采取适当的预热,选用杂质元素少的焊材,同时尽量减少焊接的拘束应力,就可防止冷裂、热裂纹的发生。
2.2、焊接接头的低温韧性3.5Ni 钢其材质优良的低温韧性主要靠钢中含有相当量韧化元素Ni ,同时钢材严格轧制,热处理工艺使钢内部组织晶粒细化(晶粒度一般10级以上)也是提高低温韧性的重要保证。
焊接工艺不当时(焊接线能量较大),焊接接头出现粗大的扳条状的贝氏体和马氏体组织,熔合区则会晶粒严重长大,从而使焊缝、熔合区低温韧性大大降低。
因此,焊接线能量是保证低温韧性的关健。
18ni300成分18Ni300是一种常见的镍基合金,具有良好的耐腐蚀性和高温强度。
它主要由镍、铬和钼等元素组成,具有优异的耐蚀性、抗氧化性和耐热性能,被广泛应用于化工、航空航天、能源等领域。
18Ni300具有优异的耐腐蚀性能。
由于其含有高浓度的镍和铬元素,能够有效抵御酸性和碱性介质的腐蚀。
它在酸性环境下具有良好的耐蚀性,能够抵御硫酸、盐酸等强酸的侵蚀。
同时,在碱性环境中也表现出较好的抗蚀性能,能够抵御氢氧化钠等碱性溶液的侵蚀。
18Ni300具有出色的抗氧化性能。
在高温环境下,镍元素能够与氧气反应生成致密的氧化物膜,形成一层保护层,有效防止金属表面的进一步氧化。
这使得18Ni300在高温氧化环境中具有较好的稳定性,能够长时间保持其原有的性能。
18Ni300具有优异的耐热性能。
它的高温强度较高,能够在高温下保持较好的力学性能。
在航空航天领域,18Ni300常被用于制造发动机部件、燃烧室、涡轮叶片等高温部件,能够在高温和高压的复杂工况下保持稳定的性能,确保航空器的安全运行。
除了上述优点,18Ni300还具有良好的可加工性和焊接性能。
它可通过热处理和冷加工等方式获得不同的组织结构和力学性能,满足不同工程应用的需求。
同时,18Ni300与其他材料的焊接性能较好,能够与钢、铜、铝等多种材料进行焊接,提高整体结构的强度和稳定性。
在化工领域,18Ni300常被用于制造化工设备和容器,如反应釜、蒸馏塔等。
由于其出色的耐腐蚀性能,能够承受酸性和碱性介质的侵蚀,保证化工设备的长期运行安全。
在能源行业,18Ni300常被用于制造核电站的核反应堆压力容器,具有良好的抗辐射性能和高温强度,确保核电站的安全运行。
18Ni300作为一种镍基合金,具有优异的耐腐蚀性、抗氧化性和耐热性能。
它在化工、航空航天、能源等领域有着广泛的应用,发挥着重要的作用。
随着科技的不断发展,相信18Ni300的性能还会不断优化和提升,为各个领域的发展做出更大的贡献。
纯镍带的载流量-概述说明以及解释1.引言1.1 概述概述部分的内容可以大致总结纯镍带的背景和意义。
下面是一种可能的写法:概述部分:纯镍带作为一种重要的电导材料,在现代技术领域中具有广泛的应用前景和巨大的开发潜力。
纯镍带具有优良的导电性能和良好的耐腐蚀性,被广泛应用于电子、通信、电力、电磁等领域。
随着电子技术的飞速发展和各行各业对高效、可靠电路的需求增加,纯镍带的载流量成为研究的一个关键问题。
纯镍带的载流量指的是在一定温度、厚度和长度条件下,纯镍带所能承受的最大电流强度。
载流量的高低直接影响着纯镍带在实际应用中的稳定性和可靠性。
因此,研究纯镍带的载流量特性对于优化纯镍带的应用和推动相关领域的发展具有重要意义。
本文将从纯镍带的基本特性、导电性能和载流量测试方法三个方面对纯镍带的载流量进行深入研究和探讨。
通过对纯镍带的基本特性和导电性能的分析,我们可以更好地理解纯镍带在电流传输中的行为规律。
同时,针对目前常用的载流量测试方法,我们将进行详细介绍,并提出一种更加准确和可靠的测试方法,以期对纯镍带的载流量进行准确的评估和判断。
在文章的后续部分,我们将总结纯镍带的载流量特点,并对其应用前景进行展望。
同时,我们还将提出进一步研究的方向和建议,以期促进纯镍带在相关领域的应用和推动纯镍带相关研究的发展。
通过本文的深入研究,我们相信纯镍带的载流量特性将得到更全面、深入的理解,为相关领域的发展和应用提供有力的支持。
1.2文章结构文章结构是指文章的组织框架和逻辑顺序,用于将论点和观点有机地串联起来,使读者能够清晰地理解和接受文章的内容。
本文的结构分为引言、正文和结论三个部分。
引言部分旨在引起读者的兴趣并概述文章的内容。
首先,以简短的介绍引入纯镍带这一主题,介绍它在工业和科学领域的重要性和应用。
同时,提供背景信息和研究现状,强调对纯镍带载流量的研究的重要性和紧迫性。
接下来,文章结构部分将介绍本文的整体组织和布局。
文章将分为三个主要部分:引言、正文和结论。
镍和镍合金相关知识介绍近年来,镍基耐蚀合金在压力容器制造中应用的越来越多,由于该合金具有独特的高温力学性能和耐蚀性能,因此在化学、石油、合金、航空航天、海洋开发和原子能等许多领域得到了广泛应用,可解决一般不锈钢和其他金属、非金属材料无法解决的工程腐蚀问题。
为了便利对镍和镍合金应用,现将有关材料方面资料做了整理供参考。
一、镍和镍合金的分类1.按化学成分分类我国习惯上将镍和钴含量之和大于或等于99%,且其中钴含量小于等于1.5%的镍材称为工业纯镍,将镍含量大于或等于50%的含量称为镍基合金,镍含量为30%~50%且镍含量与铁含量大于等于60%的合金称为铁镍基合金,它与不锈钢的区别是:不锈钢中铁含量应大于或等于50%,镍含量小于30%。
在ASME中,将镍及镍合金统称为高镍合金,包括纯镍、镍基合金和铁镍基合金(包括含镍量高的钴合金、铬合金),这其中铁镍基合金的定义与我国有差别,主要差别在铁镍基合金与铬镍不锈钢的划分,如常用的瑞典的2RK65、我国相应牌号03Cr20Ni25Mo5Cu、(904L)美国将其归为镍基合金,N08904而我国划为不锈钢。
2.按使用性能分我国镍合金,有耐蚀合金,其牌号用NS***表示(GB/T15007),有高温合金,牌号成分按GB/T14992,牌号表示GH***。
我国压力容器用镍合金只考虑耐蚀合金的牌号,耐蚀合金没有考虑纯镍和镍铜合金,而压力容器用镍和镍合金包括了纯镍和镍铜合金。
3.按合金元素的强化作用分镍基合金有固溶强化型和析出强化型(或沉淀硬化型)两类。
各国压力容器标准中基本都采用了固溶强化型的镍合金,很少采用析出强化型镍合金。
我国压力容器采用的板材和管材均采用的是固溶强化型镍基材料。
4.按镍及镍合金的主要合金体系分我国常分为:工业纯镍,镍铜合金,镍铬合金,镍钼合金,镍铬钼合金,镍铬钼铜合金。
美国按UNS牌号分类则分为:工业纯镍,镍铜合金,镍铬合金,镍铁铬合金,镍钼合金,镍钴合金等。
偶 第49卷・第11期・2016年11月
纯镍及焊缝的耐蚀性分析 柴廷玺,王希靖。魏万奎。张金银,王博士 (兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050)
[摘要] 目前对纯镍及焊缝耐蚀性的研究较少。以纯镍N6及焊缝作为主要研究对象,采用浸泡腐蚀与电化学 腐蚀试验等分析了纯镍及焊缝在不同浓度的H SO 、NaOH及FeC! 溶液中的耐蚀性。结果表明:常温(25 oC)下, 试样在不同腐蚀介质中浸泡腐蚀的耐蚀性优劣排序为:母材、填丝焊缝、不填丝焊缝;常温(25 oC)电化学腐蚀试验 中试样耐蚀性优劣排序:母材、填丝焊缝、不填丝焊缝:纯镍及焊缝在不同腐蚀介质中浸泡腐蚀试验与电化学腐蚀 试验结果完全一致。纯镍及焊缝在不同浓度H2sO 、NaOH溶液中的耐蚀性评价为良好或耐蚀,可以在H sO 、 NaOH溶液环境中正常使用。 [关键词] 纯镍焊缝;浸泡腐蚀;电化学腐蚀;耐蚀性 [中图分类号]TG178 [文献标识码]B [文章编号]1001-1560(2016)1卜0091-04
0前言 镍具有较高的强度、良好的延展性、导磁性、机械 加工性能以及特殊的电、磁和热膨胀性能,同时具有优 异的耐蚀性,在大气、中性、碱性和微酸性溶液及有机 介质中耐蚀性较好。因此被广泛应用于石油化工、海 洋、航空航天以及核电站等领域[1卫 。实际生产过程中 纯镍焊接构件不可避免接触腐蚀介质。焊接热循环是
一个快速加热、冷却的过程,导致焊缝区域成分与组织 不均匀。焊缝成为焊接接头的薄弱区域,其耐蚀性直接 决定纯镍焊接构件在腐蚀介质中的使用寿命。目前耐 蚀性的研究主要集中在镍基合金,对纯镍及焊缝的耐 蚀性研究相对较少。本研究通过室温浸泡腐蚀及电化 学腐蚀试验手段研究了纯镍母材及焊缝在不同浓度的 H SO 、NaOH及FeC1 等腐蚀介质中的耐蚀性,以为提 高纯镍焊缝的耐蚀性及促进实际生产应用提供参考。
1试验 1.1试验材料 试验材料采用6.0 mm厚纯镍N6板材、经过等离
[收稿日期] [基金项目]
[通信作者]
20l6一U5—2‘7 甘肃省科技重大专项计划(145RTSA004) 资助 王希靖(1956-),教授,硕士,主要从事焊接 设备及其自动化、搅拌摩擦焊技术及焊接质 量控制方面的研究工作以及有色金属冶炼过 程专用装置的研究,E—mail:wangxj@lut.ca
子弧焊接(即不填丝焊接)以及等离子弧焊丝焊焊接 (即填丝焊接)的纯镍N6板材。纯镍N6化学成分、力 学性能见表1、表2,焊接填充材料选用q,1.0 mm的 ERNi一1焊丝,化学成分见表3。 表1 N6的化学成分(质量分数)
元素 c Mn Si P S Ni+Co Cu Fe杂质总和 /%0.100 0.050≤0.100 0.002 0.005≥99.5oo 0.100 0.100≤0.5o0
表3 ERNi-1焊丝的化学成分(质量分数) 将6 mm厚纯镍N6试板切割成200 mm ̄100 mm 的待焊试板,使用砂纸打磨试板待焊区附近50 mm范 围区域去除表面氧化膜。再用丙酮清洗去除油污,保 证表面清洁元污染。焊接接头采用对接接头形式,采 用“I”形坡口.中心预留1 mm间隙,这样设计坡口即 保证了可焊透6 mm厚纯镍N6试板,而且一定程度 增加了ERNi一1焊丝在焊缝中的熔化量。采用等离子 弧焊最优工艺参数对纯镍N6待焊试板进行焊接试 验;同时在焊接设备上加装一套自动送丝设备,以等 麓vot.49 N 1 Nov.2{)16 z 铂 Z伽, 离子弧焊工艺为基础对6 mm厚纯镍N6待焊试板的 等离子弧填丝焊工艺进行研究.试验过程采用前置送 丝方式,送丝夹角65。,见图1。观察焊接效果可以看 出,纯镍不填丝焊缝成形差,存在咬边、气孔、凹陷等 缺陷;填丝焊焊缝成形美观,焊缝表面连续、平整、鱼 鳞状波纹均匀,未出现咬边、气孑L、凹陷等缺陷。同时 力学性能测试也表明了填丝焊焊缝力学性能优于不 填丝焊缝。 图1 等离子弧填丝焊示意 1.2试验方法 参照GB 10124—1988l3]对纯镍N6及焊接接头 进行浸泡腐蚀试验,评价耐蚀性优劣。将试样切割成 为10 mmX10 minX6 mm的立方体,经800。1 500号砂 纸打磨并抛光,然后用无水乙醇清洗、烘干、称重,将 处理好的试样在室温(25℃)放入不同腐蚀介质 (10%,20%,50%H2SO4;10%,20%,50%NaOH;6% FeCI )中进行静态腐蚀失重试验。试样称重后穿上 塑料线并浸入腐蚀液,试样平行挂在腐蚀液内,腐蚀 试样之间不能彼此互相接触.也不能与容器接触.浸 入深度为试样上端距液面应大于2 em。经72 h浸泡 腐蚀,用蒸馏水清洗试样,再用KQ.100VDE超声波清 洗仪清洗试样,使用电吹风冷风吹干并称重,并通过 式(1)、式(2)求得试样在不同腐蚀介质中的腐蚀速 率及腐蚀深度 , 。 (1)失重腐蚀速率V: =l__Wo- W1 ( 1)l__『_■ J 式中 ——腐蚀速度,g/(m ・h) ——金属试件初始质量,g ——清除腐蚀产物后的金属试件质量,g Js——金属试件面积.m t——腐蚀进行的时间。h (2)平均腐蚀深度 : r vX365x24、 8.76x 一= ——— =—— (2'uA ) 100 一P / 式中 ——用腐蚀深度表示的腐蚀速度,mm/a P——腐蚀试样的密度,g/cm v——按质量计的腐蚀速度,g/(m ・h) 电化学腐蚀试验中试样的工作面积为10 mmX 10 mm。用超声波清洗仪清洗切割好的试样,然后用无水 乙醇清洗去除试样表面油污等。用铜导线连接在腐蚀 试样上.采用义齿基托树脂将备好的试样镶嵌在塑料 管中,使得连接腐蚀试样的铜导线一端暴露在塑料管 外面,试样工作面暴露在塑料管另一端,待义齿基托树 脂凝固后,将工作面以200,800,1 200,2 000号砂纸打 磨后进行抛光至表面无明显划痕,先用蒸馏水冲洗再 经无水乙醇清洗,电吹风吹干后进行测试。测试采用 CHI660D型电化学_T作站进行,电位范围一1.0~2.0 V, 扫描速率0.01 V/s,温度室温(25 oC)。采用三电极体 系,铂电极为辅助电极,甘汞电极为参比电极,纯镍试 样作为研究电极。
2结果与讨论 2.1浸泡腐蚀试验 通过常温(25 oC)下纯镍及焊缝在不同质量分数 的H SO 、NaOH以及6%FeC1 溶液中浸泡腐蚀试验获 得其平均腐蚀速率 见表4,以此分析纯镍及焊缝的耐 蚀性。 表4纯镍及焊缝在不同腐蚀介质中的腐蚀速率v g/(m ・h )
纯镍及焊缝在不同质量分数H,SO 溶液中的腐 蚀速率变化基本一致,腐蚀速率由高到低排序为: V(不填丝焊缝)> (填丝焊缝)> (母材)。从试验数 据中看出,不填丝焊缝耐蚀性最差,母材耐蚀性优于 填丝焊缝的;纯镍母材、填丝焊缝及不填丝焊缝在不 同质量分数NaOH溶液及6%FeC1 溶液中的腐蚀速 率变化趋势也与H s0 溶液中的一致,腐蚀速率由高 到低排序为: (不填丝焊缝)> (填丝焊缝)> (母 材),耐蚀性优劣排序:母材、填丝焊缝、不填丝焊缝. 这与其材料内部组织有很大关系。数据还显示:纯镍 及焊缝在FeC1 溶液中腐蚀速率明显要高于在H,sO 、 偶秒 第49卷・第11期・20l6年l1月 NaOH溶液中的。 2.2电化学腐蚀试验 纯镍及焊缝在不同质量分数H SO 、NaOH及6% FeC1 溶液中的T如l极化曲线见图3。 0 —1
一一2 ≤一3 _4 一5 —6 —7 -1 E| lO% 0 —1 一一2 ≤一3
一—
d
一5 —6 _7
Ef 50% (a)不同浓度H ̄SO,
0
O
Ef 5O% (b)不同浓度NaOH
图2纯镍及焊缝在3种腐蚀介质中的Tafel极化曲线
由Tafel极化曲线可以测得自腐蚀电位E…、自腐 蚀电流.,…、致钝电流, 、维钝电流,n等参数,通过这 些参数评价试样在不同腐蚀介质中耐蚀能力。当极化 曲线上存在钝化平台,试样耐蚀性以维钝电流密度.,。 评价,‘, 是在形成钝化膜后的腐蚀电流密度,表示试样 较长期的抗腐蚀能力,维钝电流密度越小,抗腐蚀能力 越强,越容易使自身达到稳定钝化状态;当无钝化平台 时.以自腐蚀电流密度评价试样耐蚀性。纯镍及焊缝 在3种腐蚀介质中的相关数据见表5。 表5不同腐蚀介质中Tafel极化曲线的相关参数 维钝电流密度.,。/(mA・cm ) 腐蚀介质—————————— ——————一 纯镍母材 填丝焊缝 不填丝焊缝
由表5可知:试样在不同质量分数H SO 溶液中的 极化曲线均存在钝化平台,说明纯镍及焊缝在H SO 溶液中发生钝化,应采用维钝电流密度来评价耐蚀性。 维钝电流密度大小为:不填丝焊缝>填丝焊缝>母材,耐 蚀性优劣排序为:母材、填丝焊缝、不填丝焊缝;试样在 不同质量分数NaOH的极化曲线上存在钝化平台,说 明纯镍及焊缝发生钝化,其维钝电流密度及耐蚀性优 劣排序与H SO 介质中完全相同;6%FeCI,溶液中极化 曲线不出现钝化平台,采用自腐蚀电流密度评价耐蚀 性,自腐蚀电流密度越小,试样耐蚀性越好,腐蚀速率 越低。从表4看出,不填丝焊缝的自腐蚀电流密度明 显高于填丝焊缝的,说明填丝焊缝的耐蚀性优于不填 丝焊缝。自腐蚀电流密度由大到小排序不填丝焊缝> 填丝焊缝>母材。耐蚀性优劣排序:母材、填丝焊缝、不 填丝焊缝。电化学腐蚀结果表明,试样耐蚀性优劣排 序为:母材、填丝焊缝、不填丝焊缝;电化学腐蚀结果与 浸泡腐蚀试验结果一致。 2.3纯镍及焊缝耐蚀性评级 通过浸泡腐蚀试验根据式(2)计算纯镍及焊缝的 腐蚀深度见表6,表7为依据美国金属耐蚀性6级评 价 和中国金属耐蚀性4级标准 ]所得出的纯镍及焊 缝的耐蚀性评价表。
0 0 4 一