带压开孔施工方案
- 格式:doc
- 大小:60.08 KB
- 文档页数:12
河北鑫达钢铁动力厂 氮气管线不停车带压开孔工程 施 工 方 案
名 称工 程 DN350、250氮气管线不停车带压开孔
施 工 地 点 河北鑫达钢铁有限公司动力厂制氧 施 工 单 位 菏泽金升管道工程有限公司 方 案 审 批 施工 单位 编制 木电宝 日 期 2017年 12月 27 日
吴涛;技术总工 审核 日 期 2017年12月 27日
吴磊涛 审批 日 期 2017年12 月 27日 甲方 单位 审核 日 期 年 月 日 审批 日 期 年 月 日 目 录 1.编制说明 .......................................................... 3 2.编制依据 .......................................................... 4 3.管线参数 .......................................................... 4 4.工程主要内容 ...................................................... 5 5 .............................................. 带压开孔改造工艺步骤5. 6.工艺质量保障措施及质量目标 ........................................ 6 6.1质量防范措施..................................................... 6 6.1.1施工准备 ....................................................... 6 6.1.2施工作业 ....................................................... 7 6.2质量保证措施..................................................... 7 6.2.1开孔作业点的选取 ............................................... 7 6.2.2焊接作业 ....................................................... 7 6.2.3开孔施工 ....................................................... 8 7.项目部人员配置 .................................................... 8 8.施工机具配备表 .................................................... 8 9施工耗材配备表 .................................................... 9 10施工工具配备 ..................................................... 9 11.双方职责 ........................................................ 10 11.1甲方职责....................................................... 10 11.2施工方职责..................................................... 10 11.3其他........................................................... 11 12.现场安全措施 .................................................... 11 13.开孔作业安全措施 ................................................ 11 14.健康、安全、环保(HSE)、管理 .................................. 12 14.1 作业地区的社会环境 ............................................ 12 14.2 作业地区的气象 ................................................ 12 12 ................................................ 目标HSE本项目14.3. 14.4 危险因素的识别与控制 .......................................... 13 15.应急预案 ........................................................ 14 15.1应急工作原则................................................... 14 15.2适用范围....................................................... 14 15.3应急组织....................................................... 14 15.4应急联络....................................................... 14 15.5应急事件类型................................................... 15 15.6应急处置....................................................... 15 16.施工流程事件预想及处置措施 ...................................... 15 17.应急要求 ........................................................ 16 18.应急演习计划 .................................................... 16 19.应急设施 ........................................................ 17
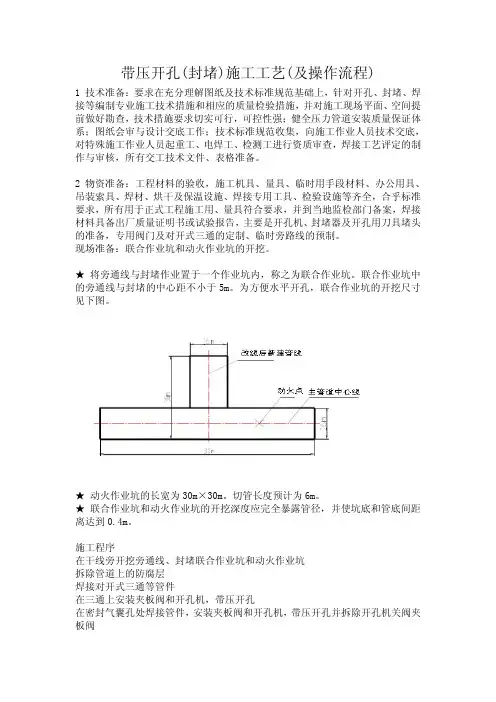
1.编制说明 根据甲方 (河北鑫达钢铁有限公司)要求,需对其所辖氮气管线进行带压开孔 改造施工作业,改造内容主要为:在原DN350、250氮气管线上带压开三处。为 保证工程质量和工程的顺利实施特编制以下施工方案,便于规范、安全的施工。 下图为带压开孔示意图。
图1:带压开孔示意图 2.编制依据 本《施工方案》在编制过程中参照了以下规范和标准:
;)《工业金属管道工程施工及验收规范》(GB/T50235-2010《现场设备、工业管线焊接工程施工及验收规程》(GB50236—2011); 《钢质管道带压封堵技术规范》(GB/T 28055-2011); 《钢质管道焊接及验收》(SY/T4103-1995)。
3.管线参数 DN250*10、DN350*10 管线规格:
工作压力: 1.4MPa 输送介质: 氮气 运行温度: 常温 开孔直径: DN350、250 管线材质: 碳钢 管线概况: 半空
4.工程主要内容 施工前期准备 → 选择开孔作业点→ 测量管线壁厚→ 焊接开孔短节 → 焊缝检查 → 安装开孔阀门 → 安装开孔设备 → 严密性试压→ 开孔 → 拆除开孔设备 → 管线防腐 → 现场清理 → 竣工验收
5.带压开孔改造工艺步骤 1)施工作业准备。 现场施工作业前根据现场工况,观察周围作业环境,确定施工作业位置。作业现场设逃生通道。 2)选择开孔作业点,测壁厚。 在选择开孔作业点时,需测量此位置的管线椭圆度小于管外径的1%,通过测厚仪检测施焊处的实际壁厚,满足施焊要求。 3)焊接开孔短节。 清除焊接处油污、杂物,安装开孔短节并焊接,焊接作业遵循相关焊接标准,焊接完成后焊缝焊接质量,焊接无气孔、夹渣等缺陷。 4)安装开孔阀门。 安装开孔阀门,在安装过程中,保证设备对中性。 )安装开孔设备。5. 在组装、安装开孔设备过程中,要保证设备的对中性。安装完成后进行严密性检测,试压介质一般为氮气,检测压力与施工时管线现运行压力相同,确认焊接部位及各连接部位无渗漏。 6)开孔作业。 待严密性检查完成后,进行开孔作业,开孔完毕,关闭开孔阀门,拆除开孔设备。 7)根据要求进行管线改造作业。 8)地貌恢复,作业现场清理。 9)竣工验收。
6.工艺质量保障措施及质量目标
6.1质量防范措施 在施工过程中要严格执行各项参照规范的要求,全程施工要保证不影响管 线的正常运行,要求方案严谨,具备严格的流程体系、措施体系及质量管理体系。
6.1.1施工准备 1)所有管件及施工设备在使用前应按设计要求核对其规格和型号;
2)参加焊接作业人员必须持有相应焊工资格; 3)施工所有的设备及配件要严格满足施工载荷需求,并进行调试运转; 4)所有密封材料应有材质单、产品合格证、标识,不应有气孔、杂质、飞 边、毛刺、裂纹等缺陷; 5)施工现场应有足够的作业场地和操作空间,道路应畅通无阻。
6.1.2施工作业 1)严格按照《现场设备、工业管线焊接工程施工及验收规程》(GB50236-
2011)规定的要求进行施工; 2)严格按照双方确定的《施工方案》进行施工;
3)现场钢制管道焊接时应按现行的行业标准《钢制管道焊接及验收》 (SY/T4103-1995)进行; 4)开孔短节焊接必须符合《钢质管道带压封堵技术规范》(GB/T 28055-2011)
的“焊接”要求; 5)开孔作业严格按《钢质管道带压封堵技术规范》(GB/T 28055-2011)规程
进行作业。 6.2质量保证措施