数控系统参数的备份方法
- 格式:ppt
- 大小:3.83 MB
- 文档页数:57
数控机床的程序储存与备份技巧随着信息技术的快速发展,数控机床已经成为制造业的重要装备之一。
数控机床的程序控制是实现自动化加工的核心,因此对于数控机床的程序储存与备份技巧,具有极其重要的意义。
本文将为大家介绍一些数控机床程序储存与备份的技巧,帮助您更好地应对潜在的数据丢失风险。
首先,针对数控机床的程序储存方面,我们需注意以下几点。
首先,应确保使用优质可靠的存储介质。
数控机床的程序通常较为复杂且体积较大,因此选择一款适合的存储介质对于程序的储存至关重要。
目前常用的存储介质有U盘、硬盘、内存卡等。
其次,应建立规范的程序储存系统。
数控机床通常有多个程序需要储存和管理,因此建立一个规范的程序储存系统可以方便快捷地寻找和调用所需的程序。
同时,应定期清理不需要的程序,避免存储空间浪费。
最后,为确保程序的安全,应加密程序文件,并设置权限控制,以防程序被误用或泄露。
其次,备份是保护程序数据不被丢失的重要手段。
以下是一些建议的备份技巧。
首先,定期进行数据备份。
由于数控机床程序数据的重要性,我们建议不断地进行程序备份,并根据需求制定备份的周期。
这样一旦数据丢失,可以迅速恢复到上一次备份的状态。
其次,选择不同的备份存储介质。
备份数据应储存在不同的存储介质上,如硬盘、云存储等,以防一种存储介质发生故障时数据无法恢复。
再次,进行系统镜像备份。
系统镜像备份是将整个系统的所有设置和数据一同备份,这样可以在系统崩溃或重装后快速还原到之前的状态,提高备份效率。
此外,为了确保备份数据的完整性和有效性,我们还可以采取以下几方面的技巧。
首先,备份数据需要经常验证。
定期进行备份数据的完整性检查,确保备份数据没有损坏或缺失。
其次,备份数据应存储在离线状态。
离线备份可以有效防止因网络攻击或病毒感染导致的数据丢失。
再次,备份数据的存储位置应选择安全可靠的地方,防止备份数据被非法获取或损坏。
最后,除了程序储存和备份技巧外,我们还需要做好程序运行日志的记录。
西门子840D数控系统备份及恢复方法1SINUMERIK 840D硬件说明1.1 概述SINUMERIK 840D是德国西门子公司上世纪九十年代推出的一种高档数控系统,其特点是计算机化,驱动的模块化,控制与驱动接口的数字化。
SINUMERIK 840D数控系统硬件上是由数控单元NCU,MMC及OP0xx或PCU,PLC 的I/O 模块三部分组成。
1.2NCU单元NCU 单元中也集成SINUMERIK 840D 数控CPU 和SIMATIC PLC CPU 芯片,包括相应的数控软件和PLC 控制软件,并且带有MPI 或Profibus 接口,RS232 接口,手轮及测量接口,PCMCIA 卡。
1.3MMC及OP0xxOP0xx(Operator panel)单元建立起SINUMERIK 840D与操作者之间的联系,常用的有OP030、OP031、OP032等;MMC实际上就是一台计算机,它有自己独立的计算机,带硬盘、软驱,OP0xx正是这台计算机的显示器,西门子MMC的控制软件也在这台计算机里,为SINUMERIK 840D配备MMC是MMC103。
1.4PCUPCU(PC Unit)是专门为OP010、OP010s、OP012等最新操作面板而开发的MMC模块,为SINUMERIK 840D配备的是PCU50、PCU70,可以带硬盘,PCU的软件被称为HMI,是基于Windows 操作系统的。
1.5PLC模块PLC部份使用的是西门子SIMATIC S7-300软件及模块,包括电源模块(Power Supply)、接口模块(Interface Module)及信号模块(Signal Module)。
2、SINUMERIK 840D数据管理数据管理是数控系统维护与调试的一个重要方面,有效利用数控系统的数据管理功能,可以使用户在数控系统发生故障时,快速对系统进行安装与启动,提高数控机床的使用效率,同时,对机床制造商来说,可使数控系统批量安装调试更为便捷。
CNC维护必会技:BOOT整体数据备份与恢复对FANUC CNC中的数据进行保存或恢复,有两种形式:整体数据的输入/输出和个别数据的输入/输出。
1. 整体数据的输入/输出【BOOT画面操作】通常的系统启动时,计算机引导系统(BOOT SYSTEM)将自动把系统软件从FROM传送到工作DRAM,用户不会意识到BOOT SYSTEM 的存在。
维护时,可通过BOOT画面菜单操作。
比如,当维修更换印刷线路板时须暂时保存数据(更换主板或主板上的FROM&SRAM模块或存储器&主轴模块时,存储器中的全部数据会丢失),可使用BOOT画面把全部数据保存到存储卡,以便快速恢复。
通过BOOT画面备份数据,备份的是CNC数据整体,下次恢复和调试其他相同机床时,可迅速完成。
但是数据为打包形式,是FANUC 的专用文件格式,一般用户无法在计算机中看到文件的内容。
2. 个别数据的输入/输出【通常画面操作】用个别数据输入/输出功能,可以逐个输出CNC参数、加工程序、定时器计数器等PMC参数、螺距误差补偿量、用户宏程序变量值、刀具偏置数据、梯形图、维护信息等。
通过存储卡(读卡器)传输到个人计算机上,用写字板或OFFICE WORD可直接打开查看和编辑。
两种形式的区别如表2所示。
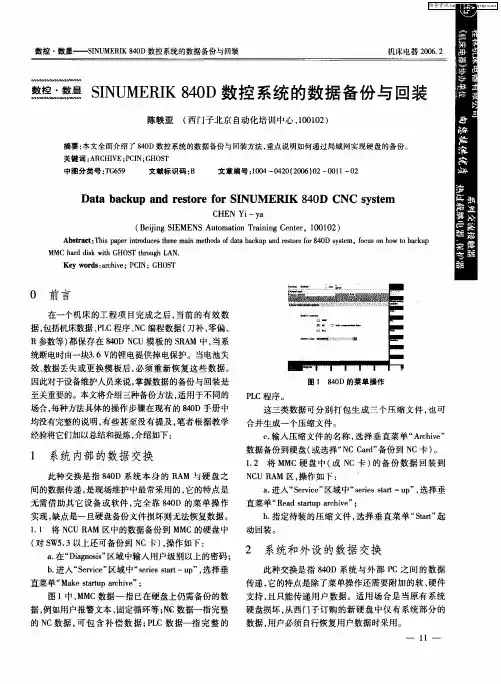
表2 FANUC 0i系列系统CNC数据保存形式区别项目整体数据保存个别数据保存存储卡输出媒介存储卡RS232数据形式二进制形式文本形式适用场合维修时设计调整时下面详述BOOT画面下CNC整体数据备份与恢复,即用存储卡(CF卡)通过PCMCIA接口保存或恢复CNC打包数据。
注意了,USB接口在BOOT画面下无效。
存储卡插拔方法不正确的存储卡插入可能导致接口损坏或不能读卡的故障。
存储卡的插入步骤如下:(1)确认存储卡的“WRITE PROTECT”(写保护)是关断的(可以写入)。
(2)将存储卡(CE标志朝外)可靠插入存储卡插槽中。
不可用力过猛,否则容易损坏插针,存储卡上有插入导槽,如方向反了,则不能正确插入或显示“CARD NOT EXIST(卡不存在)”的错误信息。
西门子840C系统的数据备份与还原在我公司现有两台西门子840C系统,即重加工车间的waldrich(车床)和table(龙门铣)。
在多次的维修或维护中发现机床数据非常容易丢失(如系统维护,电路板损坏等),而数据备份的不全与还原不当给维修保养工作带来极大的不便,从而降低了设备的利用率。
以下是我对备份与还原的一个总结,希望能给大家在将来的工作中带来方便。
这里讲的数据备份是将系统数据上传至设备硬盘,那么还原也就是从硬盘下载到NC或PLC的存储器中。
下表列出了所要备份与还原的所有内容。
数据存储区域数据存储区域内容内容MPF -------- 主程序(main program)SPF -------- 子程序(subprogram) RPA -------- R参数( R parameters) SEA -------- 设置参数(setting data)ZOA -------- 工件原点偏置(zero offsets) TOA -------- 刀具偏置(tool offsets)GIA -------- 齿轮箱插补数据(gearbox interpolation data)IKA1------螺距补偿配置参数(IKA configuration)NCK CPU NCK CPUIKA -------- 螺距补偿IKA2------螺补曲线(IKA curve pointer) TEA1-------- 机床数据(NC machine data)TEA4-------- 机床循环数据(cycle machine data) TEA2-------- PLC参数(PLC machine data) TEA3-------- 驱动数据(Drive machine data) 用户程序(user programs)IKA3------螺补点(IKA points)MMC CPU MMC CPU 611D PLC CPU PLC CPU注意:注意:这里列出的每一项都是要备份的,这里列出的每一项都是要备份的,内容较多,内容较多,容易遗漏,容易遗漏,所以备份时一定要细致840C数控系统备份回装时常用按键简介:数控系统备份回装时常用按键简介:Machine键: 回到Machine界面。
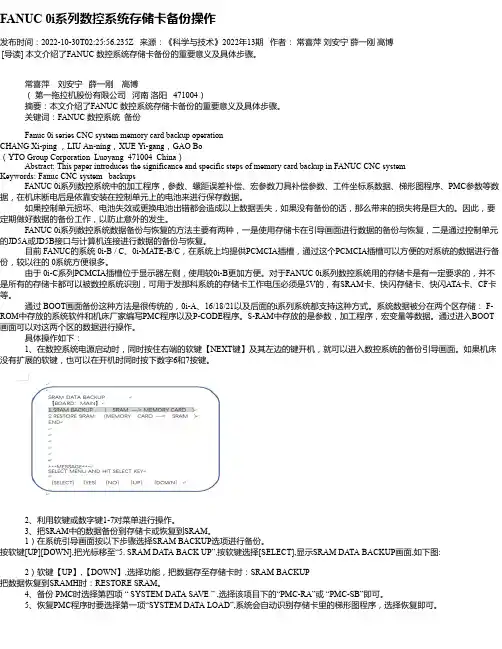
FANUC 0i系列数控系统存储卡备份操作发布时间:2022-10-30T02:25:56.235Z 来源:《科学与技术》2022年13期作者:常喜萍刘安宁薛一刚高博[导读] 本文介绍了FANUC 数控系统存储卡备份的重要意义及具体步骤。
常喜萍刘安宁薛一刚高博(第一拖拉机股份有限公司河南洛阳 471004)摘要:本文介绍了FANUC 数控系统存储卡备份的重要意义及具体步骤。
关键词:FANUC 数控系统备份Fanuc 0i series CNC system memory card backup operationCHANG Xi-ping ,LIU An-ning,XUE Yi-gang,GAO Bo(YTO Group Corporation Luoyang 471004 China)Abstract: This paper introduces the significance and specific steps of memory card backup in FANUC CNC system Keywords: Fanuc CNC system backupsFANUC 0i系列数控系统中的加工程序,参数、螺距误差补偿、宏参数刀具补偿参数、工件坐标系数据、梯形图程序、PMC参数等数据,在机床断电后是依靠安装在控制单元上的电池来进行保存数据。
如果控制单元损坏、电池失效或更换电池出错都会造成以上数据丢失,如果没有备份的话,那么带来的损失将是巨大的。
因此,要定期做好数据的备份工作,以防止意外的发生。
FANUC 0i系列数控系统数据备份与恢复的方法主要有两种,一是使用存储卡在引导画面进行数据的备份与恢复,二是通过控制单元的JD5A或JD5B接口与计算机连接进行数据的备份与恢复。
目前 FANUC的系统 0i-B / C、0i-MATE-B/C,在系统上均提供PCMCIA插槽,通过这个PCMCIA插槽可以方便的对系统的数据进行备份,较以往的 0系统方便很多。
FANUC系统备份及系统还原的方法前言系统备份:就是将当前的系统与配置备份到硬盘中,以后系统故障,就可以通过系统还原到当前的配置,以防以后系统出现问题;系统还原:就是当当前系统启动不起来或者系统配置文件误删、丢失、损坏等无法进入系统了,那么就需要系统还原的操作了。
FANUC系统备份步骤系统备份前的注意事项:1确保机床各参数为最佳状态2确保机床无其他报警3建议三轴回原点4建议主轴定位刀库为1号刀1:将系统备份到 SRAM 内按照以下步骤:1:、按下紧急急停按钮2、修改参数10340.7=13、10340.7会自动变为04、等待大约30s即可备份完成相关参数含义:如何确认系统是否备份成功?1:断电开机时,按住横排软件最右边两个按键进入BOOT引导系统(进入引导系统有4种方法,文章底部赞赏5元留言即可获得)2:选择第⑦项点击链接:FANUC 引导系统 BOOT界面各文件含义3、选择第③项4、查看第①项后面的日期是不是当前日期,若是,则表示备份系统成功!2:将系统备份到 CF卡内1:断电开机时,按住横排软件最右边两个按键进入BOOT引导系统2:选择第⑦项3:进入第①项,CNC - > MEMORY4:按下选择键,按下输入键即可~FANUC系统还原步骤系统还原后的注意事项:1还原螺距补偿参数2还原背隙补偿参数3重设三轴回原点4确认主轴定位及当前刀库号1:通过FROM系统还原步骤1:断电开机时,按住横排软件最右边两个按键进入BOOT引导系统(进入引导系统有4种方法,文章底部赞赏5元留言即可获得)2:选择第⑦项3:进入第③项,FROM - > CNC4:按下选择键,选择内部备份的系统文件5:按下选择键,按下输入键即可2:通过 CF卡内的系统进行还原1:断电开机时,按住横排软件最右边两个按键进入BOOT引导系统2:选择第⑦项3:进入第②项,MEMORY - > CNC4:选择键CF卡内的系统文件,按下输入键即可!以上仅为个人总结,如有不对之处,欢迎留言补充~ 数控笔记。