冷冲模课程设计说明书之1(共3)
- 格式:doc
- 大小:358.50 KB
- 文档页数:9
冷冲模课程设计说明书
题目名称 单耳止动垫圈复合模
学院
专业名称
班级 学号
姓名
指导教师
完成日期
课程设计说明书 单耳止动垫圈复合模设计
- 1 -
目 录
1.零件工艺性分析………………………………………………………… 2
2.冲压工艺方案的确定………………………………………………… …3
3.排样方式及材料利用率………………………………………… ………4
4.模具结构形式合理性分析……………………… ………………………8
5.模具主要零件形式、材料的选择、公差配合、技术要求的说明…… 8
6.凸、凹模工作部分尺寸与公差………………………………………… 16
7.压力中心计算、弹性元件的选用及计算……………………………… 19
8.冲裁力计算、设备类型及吨位的确定………………………………… 21
9.小结………………………………………………………………………23
10.参考文献…………………………………………………………………24
课程设计说明书 单耳止动垫圈复合模设计
- 2 -
一、零件工艺性分析
此次冲压件为单耳止动垫圈(GB854-88),规格为10mm,材料为Q235-A,经退火、不经表面处理。工件精度为IT13。具体尺寸如下图:
根据冲裁件的基本尺寸,查【2】表2-10,按IT13级精度,查得各个尺寸的公差△,得到各尺寸下图所示:
0.27000.27010.3300.3300.391512262832dmmBmmBmmLmmDmm
课程设计说明书 单耳止动垫圈复合模设计
- 3 -
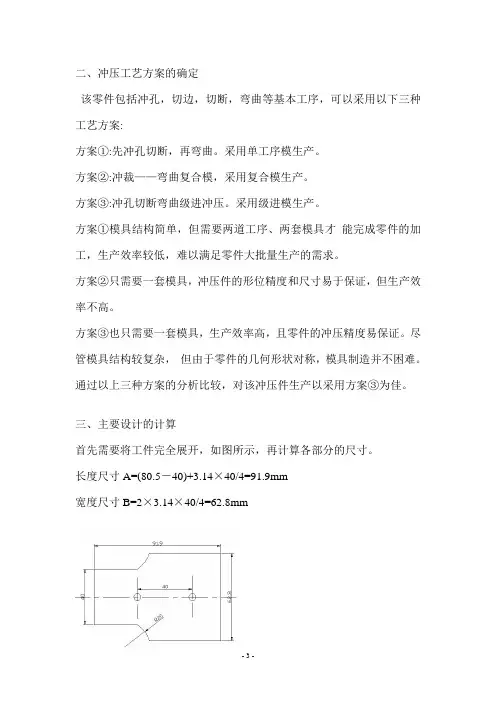
二、冲压工艺方案的确定
该工件包括落料、冲孔两个基本工序,可有以下三种工艺方案:
方案一:先落料,后冲孔。采用单工序模生产。
方案二:落料-冲孔复合冲压。采用复合模生产。
课程设计说明书 单耳止动垫圈复合模设计
- 4 -
方案三:冲孔-落料级进冲压。采用级进模生产。
方案一中模具结构简单,但需两道工序两副模具,成本高而生产效率低,难以满足中批量生产要求。方案二和方案三只需一副模具,工件的精度及生产效率都较高,模具强度较高,操作方便。
通过对上述三种方案的分析比较,又本次设计所设涉及到的冲压件外形简单——故在此选用落料-冲孔复合冲压(倒装复合模)。
三、排样方式及材料利用率
1、排样方式
设计模具,首先要设计条料排样图。此次单耳止动垫圈复合模具设计的排样方式初选直排(竖排、横排)、斜排。
2、材料利用率计算 课程设计说明书 单耳止动垫圈复合模设计
- 5 - 1) 直排(竖排)的材料利用率计算:
排样图:
①. 设计假设每条条料冲10个冲件,n=10;
②. 冲裁件面积 A=700.55 mm2;
③. 搭边值a:根据t=1mm,L50mm,r2t,取各排样方式的搭边值;
a=1.5,a1=1.2;
④. 条料宽度:
为了使条料始终紧靠同一侧导料板送进,故采用有侧压装置的模具,所以在条料与另一侧导料板间须留有间隙,计算公式:00max(2)BDa ;
:条料宽度的负向偏差,查【1】表2-20,得=0.4;
0000.150.15(4421.50.15)47.15B mm ;
⑤. 条料长度:
S为步距,S=26+1.2=27.2mm
L=2*1.5+9*1.2+10*26=273.8mm
⑥. 一个步距的材料利用率:700.55100%54.62%47.1527.2ABS
⑦. 总的材料利用率:10700.55100%54.27%47.15273.8nABL
2) 直排(横排)的材料利用率计算:
排样图: 课程设计说明书 单耳止动垫圈复合模设计
- 6 -
①. 设计假设每条条料冲10个冲件,n=10;
②. 冲裁件面积 A=700.55 mm2;
③. 搭边值a:根据t=1mm,L50mm,r2t,取各排样方式的搭边值;
a=1.5,a1=1.2;
④. 条料宽度:
为了使条料始终紧靠同一侧导料板送进,故采用有侧压装置的模具,所以在条料与另一侧导料板间须留有间隙,计算公式:00max(2)BDa ;
:条料宽度的负向偏差,查【1】表2-20,得=0.4
0000.100.10(2621.50.10)29.10B mm
⑤. 条料长度:
S为步距,S=16+28+1.2=45.2mm
L=2*1.5+9*1.2+10*44=453.8mm
⑥. 一个步距的材料利用率:700.55100%53.36%29.1045.12ABS
⑦. 总的材料利用率:10700.55100%53.05%29.10453.8nABL
3) 斜排的材料利用率计算:
排样图: 课程设计说明书 单耳止动垫圈复合模设计
- 7 -
①. 设计假设每条条料冲10个冲件,n=10;
②. 冲裁件面积 A=700.55 mm2;
③. 搭边值a:根据t=1mm,L50mm,r2t,取各排样方式的搭边值;
a=1.5,a1=1.2;
④. 条料宽度:
为了使条料始终紧靠同一侧导料板送进,故采用有侧压装置的模具,所以在条料与另一侧导料板间须留有间隙,计算公式:00max(2)BDa ;
:条料宽度的负向偏差,查【1】表2-20,得=0.4
0000.40.4(41.8821.50.4)45.28B mm
⑤. 条料长度:
S为步距,S=28.07mm
L=41.88*10+2*1.5=421.8mm
⑥. 一个步距的材料利用率:700.55100%55.12%45.2828.07ABS
⑦. 总的材料利用率:10700.55100%36.68%45.28421.8nABL
同样计算过程得到直排(横排)、斜排的材料利用率,具体数值见下表。
排样
方式 冲裁件面积A(mm2) 步距S(mm) 条料宽度B(mm) 一个步距的材料利用率(%) 总材料利用率(%)
竖排 700.55 27.2 47.15 54.62% 54.27%
横排 700.55 45.2 29.10 53.26% 53.05%
斜排 700.55 28.07 45.28 55.12% 36.68%
课程设计说明书 单耳止动垫圈复合模设计
- 8 - 三种排样方式相比,综合考虑到材料的利用率、模具的设计、加工工艺等因素,采用竖排排样方式。