送料机气动控制原理
- 格式:docx
- 大小:56.76 KB
- 文档页数:3
气力输送机原理气力输送机原理是利用空气的动压和静压,使物料颗粒悬浮于气流中或成集团沿管道输送。
前者称为物料悬浮输送,后者称为物料集团输送。
物料悬浮输送早已广泛应用,物料集团输送也在研究应用。
气力输送机分类:物料悬浮输送有吸送式、压送式、混合式和流送式四种形式。
(1)吸送式当输送管道内气体压力低于大气压力时,称为吸送式气力输送,当风机启动后,管道内达到一定的真空度时,大气中的空气便携带着物料由吸嘴进入管道,并沿管道被输送到卸料端的分离器。
在分离器中,物料和空气分离,分离出的物料由分离器底部卸出,而空气通过除尘器除尘后经风机排放到大气中。
吸送式气力输送装置的主要优点是供料装置简单,能同时从几处吸取物料,而且不受吸料场地空问大小和位置限制。
其主要缺点是因管道内的真空度有限,故输送距离有限;装置的密封性要求很高;当通过风机的气体没有很好除尘时,将加速风机磨损。
(2)压送式当输送管路内气体压力高于大气压时,称为压送式气力输送,风机将压缩空气输入供料器内,使物料与气体混合,混合的气料经输送管道进入分离器。
在分离器内,物料和气休分离,物料由分离器底部卸出,气体经除尘器除尘后排放到大气中。
压送式气力输送装置的主要优点是输送距离较远;可同时把物料输送到几处。
其主要缺点是供料器较复杂;只能同时由一处供料。
(3)混合式混合式气力输送是由吸送式和压送式联合组成的。
在吸送部分,输送管道内为负压,物料由吸嘴吸入,经管道进入分离器分离。
在压送部分,输送管道内为正压,将由分离器底部卸出的物料压送到分离器进行分离。
管道内的负压和管道内的正压都是由同一台风机造成的。
混合式气力输送装置的主要优点是可以从几处吸取物料,又可把物料同时输送到几处,且输送距离较远。
其主要缺点是含料气体通过风机,使风机磨损加速;整个装置设备较复杂。
(4)流送式流送式气力输送是物料悬浮输送的一种变形式,空气输送斜槽就是这种输送装置。
其作用大批量是将空气小断通过多孑L透气层充人粉状物料中,使物料变成类似流体性质,因而能由机槽的高端流向低端。
2003 年第10 期液压与气动49冲压机自动送料机构气动系统及PLC 控制王振宁, 张学良Punching Machine on Auto 2loading Mechanism and P LC C ontrolWang Zhen 2ning ,Zhang Xue 2liang(河南职业技术师范学院, 河南新乡453003摘要:介绍了气动送料机构的组成原理及P LC 控制系统, 经使用证明, 此系统具有稳定性好、操作调试简单、造价低廉的特点。
关键词:冲压机;送料机构;自动化;P LC中图分类号:TH138 文献标识码:B 文章编号:100024858(2003 10200492021 前言冲压成形是一种金属塑性加工方法, 因冲压件具有重量轻、厚度薄、刚性好和质量稳定的特点, 所以冲压设备被广泛使用, 其中板金件的90%910形。
在乡镇企业、私营企业,用较多,作人员中,,并且在使用中违反操作规程或长期疲劳操作时有发生,因此给操作者带来了较大的安全隐患,具不完全统计,全国每年因冲压造成的事故高达1000多起,严重的造成手断臂折成为终生残疾。
为了保证工人的人身安全,提高生产率和产品合格率,我们对冲压机送料系统进行了自动化设计,在不对原设备进行大的改动的情况下,使小型板件(标牌的冲压实现了自动化。
2冲压机送料机构的组成及工作原理关2,那么P LC开始,,使材料库气缸8开9推动,行程开关给P LC ,P LC控制电磁阀换向”使材料库气缸推回原位,完成板料的输送。
11冲压机21光电开关31固定真空吸盘41送料真空吸盘51行程开关61送料平台71行程开关81材料库气缸91材料库送料板101框架111板料121弹簧131送料气缸141冲压踏板气缸如图1所示,冲压机自动送料系统由送料系统、材料库系统和P LC控制系统等三部分组成。
送料机构的工作原理:系统通电,首先由光电开关2检测在冲压机冲头前是否有板件,如果有,那么P LC汕__己W 4 —控制电磁阀使送料气缸杆13伸出、同时送料真空吸盘4工作,使板料牢牢地贴在送料平台6上关随送料平台运动;当板料输送到位,行程开关5给PLC 一个信号使三位五通电磁阀换向、二位三通电磁阀断开,使送料气缸13停止、送料真空吸盘4放开板料,同时固定真空吸盘3工作(固定板料,然后送料气缸13退回原位,冲压踏板气缸14工作(冲压、记数,完成一次送料进给。
气动系统原理
气动系统原理是指利用空气流动的力量来实现机械运动或控制的原则和方法。
其基本原理包括气动传动、气动控制和气动运动三个方面。
气动传动是指通过空气流动来实现机械部件之间的传递力和转动力。
气动传动系统由压缩空气源、管路系统、执行元件和控制元件组成。
当压缩空气源提供压缩空气进入管路系统时,通过调节控制元件,控制空气进出执行元件,从而达到传递力和转动力的目的。
常见的气动传动设备有气缸、气动马达等。
气动控制是指通过控制气体流动来实现机械部件的动作和位置控制。
气动控制系统由压缩空气源、管路系统、控制元件和执行元件组成。
控制元件根据控制信号的输入,调节气体流量和压力,通过执行元件实现机械部件的动作和位置控制。
常见的气动控制设备有气动阀门、气动换向阀等。
气动运动是指利用气体流动产生的动力来实现机械部件的运动。
气动运动利用气体流动的动力特性,能够实现高速、高效的运动。
在气动运动中,气体经过有限空间内的喷嘴或透气孔,产生气流,并带动机械部件进行运动。
常见的气动运动设备有气动制动器、气动液压驱动等。
综上所述,气动系统原理包括气动传动、气动控制和气动运动三个方面。
通过合理地设计和搭配气动元件,可以实现简单、高效、可靠的机械运动和控制。
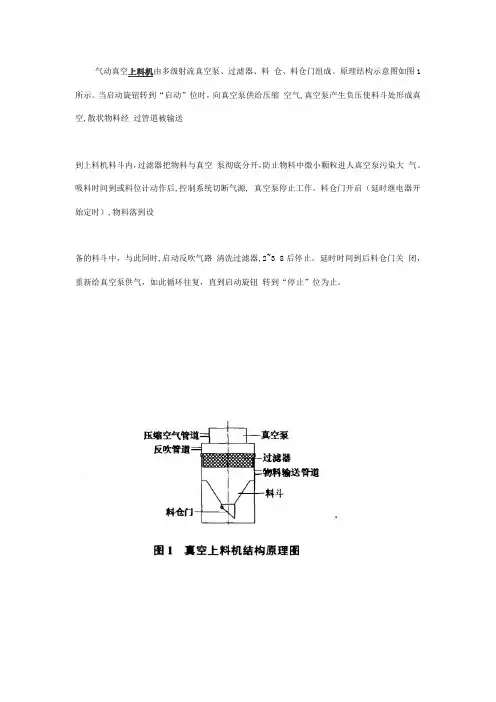
气动真空上料机由多级射流真空泵、过滤器、料仓、料仓门组成。
原理结构示意图如图1所示。
当启动旋钮转到“启动”位时,向真空泵供给压缩空气,真空泵产生负压使料斗处形成真空,散状物料经过管道被输送
到上料机料斗内,过滤器把物料与真空泵彻底分开,防止物料中微小颗粒进人真空泵污染大气。
吸料时间到或料位计动作后,控制系统切断气源, 真空泵停止工作。
料仓门开启(延时继电器开始定时),物料落到设
备的料斗中,与此同时,启动反吹气路清洗过滤器,2~3 8后停止。
延时时间到后料仓门关闭,重新给真空泵供气,如此循环往复,直到启动旋钮转到“停止”位为止。
气动操作的原理与方法气动操作是利用气动元件(如气动阀、气动缸等)来控制工程机械、机床等设备的一种操作方式。
它通过空气压力的力量来产生机械运动,具有结构简单、响应速度快、可靠性高等优点,被广泛应用于工业自动化控制系统中。
气动操作的原理主要涉及压缩空气的产生、传输和转换。
其中,气源是气动操作的基础,通常使用压缩空气作为驱动力。
压缩空气是通过空气压缩机将空气加压产生的。
在传输方面,气源通过管道系统将压缩空气传送给需要进行气动操作的设备,同时通过过滤器和调压阀等装置保证空气质量和压力的稳定。
在气动操作中,气动元件起着关键的作用。
常见的气动元件包括气动阀、气动缸和气动驱动装置等。
气动阀是气动操作中常用的控制元件,它根据控制信号的输入,通过控制气源的通断来实现对气动装置的驱动和控制。
气动缸则负责将气源的能量转化为机械能,通过气压的作用产生直线或旋转的运动。
气动驱动装置能够根据控制信号的输入,将气源的能量转化为动力来驱动其他机械装置。
气动操作的控制方式主要有手动控制和自动控制两种。
手动控制是通过操作人员的手动操作来对气动元件进行控制。
这种方式操作简单直观,但适用性较差,一般只用于一些辅助操作和调试。
自动控制是通过传感器和控制系统来实现对气动元件的自动控制。
传感器能够对物理量进行检测,并将检测结果转化为电信号输入到控制系统中。
控制系统根据接收到的信号进行处理,并根据设定值控制气动元件的动作。
在气动操作中,还需要考虑一些关键性的问题。
首先是气源的选择和系统的设计。
气源的选择应根据实际应用需求进行,通常需要考虑产气量、压力和质量要求等因素。
系统的设计应考虑气源的供应、传输管道的布局、气动元件的选用以及控制系统的设计等问题。
其次是气动元件的选用和安装。
根据工作要求和空间条件等因素选择适合的气动元件,并进行正确的安装和调试。
最后是气动操作的维护和管理。
定期对气源设备进行检修和保养,确保气源的正常运行;对气动元件进行清洁和润滑,延长使用寿命;对控制系统进行调试和维护,确保操作的准确性和稳定性。

常见气动机械原理气动机械是利用气体压力和流动的原理来实现工作的机械装置。
常见的气动机械原理包括气动传动原理、气动控制原理和气动执行原理。
一、气动传动原理气动传动原理是指利用气体的压力和流动来传递动力和运动的原理。
常见的气动传动装置有气缸、气动马达和气动泵等。
1. 气缸原理:气缸是一种将气体压力转化为机械运动的装置。
当气体通过气缸的进气口进入气缸内部时,气缸内的活塞会受到气体压力的作用而产生运动。
气缸的运动可以用来实现线性运动或转动运动,常用于推动物体、提升货物等。
2. 气动马达原理:气动马达是一种将气体压力转化为旋转运动的装置。
当气体通过气动马达的进气口进入马达内部时,气体压力会驱动马达内的转子旋转,从而产生机械功。
气动马达常用于驱动机械设备、旋转工具等。
3. 气动泵原理:气动泵是一种利用气体压力来输送液体或气体的装置。
当气体通过气动泵的进气口进入泵内部时,气体压力会驱动泵内的活塞或膜片运动,从而产生泵的工作压力。
气动泵常用于输送液体、充气等。
二、气动控制原理气动控制原理是指利用气体压力和流动来控制机械装置的运动和工作状态的原理。
常见的气动控制装置有气动阀门、气动开关和气动计量装置等。
1. 气动阀门原理:气动阀门是一种利用气体压力来控制流体流动的装置。
当气体通过气动阀门的进气口进入阀门内部时,气体压力会驱动阀门内的活塞或膜片运动,从而改变阀门的开启程度,控制流体的流量和方向。
2. 气动开关原理:气动开关是一种利用气体压力来控制电气设备的开关装置。
当气体通过气动开关的进气口进入开关内部时,气体压力会驱动开关内的活塞或膜片运动,从而改变开关的状态,控制电气设备的通断。
3. 气动计量装置原理:气动计量装置是一种利用气体压力和流动来测量和控制流体的装置。
常见的气动计量装置有气动流量计和气动压力计等。
当气体通过气动计量装置时,气体压力和流动会被转化为相应的测量信号,用于测量和控制流体的流量和压力。
三、气动执行原理气动执行原理是指利用气体压力和流动来实现机械装置的工作和运动的原理。
仓泵气力输送工作原理简记
仓泵气力输送是一种利用气体压力将物料从一个地方输送到另一个地方的工艺。
其工作原理如下:
1. 气体供应:通过气源供应将气体送入输送系统。
气源可以是压缩空气、氮气等。
2. 料仓:物料被储存在一个容器中,称为料仓。
料仓底部有一个出料口,通过控制开关可以控制物料的出料。
3. 气动输送管道:从料仓的出料口连接一根或多根气动输送管道。
输送管道内部是一个封闭的通道,可以让气体和物料顺畅地流动。
4. 气流生成:通过控制气源供应和输送管道的阀门,使气体顺流进入输送管道中。
气流将物料带动,并将物料推送到目标地点。
5. 物料分离:当气流和物料到达目标地点后,利用物料处理设备(如过滤器、旋风分离器)对气体和物料进行分离。
气体被释放到大气中,物料则收集和处理。
通过不断调节气体流量和压力,可实现物料输送的调控和控制。
仓泵气力输送工作原理简单可靠,适用于各种物料的输送,并且可以在长距离和高速输送过程中使用。
气动式真空上料机利用压缩空气原理社会在进步,科技也随之发展,各种机械层出不穷。
在以前技术还不是很成熟的时候,制造机器主要寻求的是智能和效率,而基本没有考虑走持续发展道路,而现在由于工业的污染已经危机到大家的生命安全,环保气氛开始被大家宣传,变成一种态度在社会中流传,为了减少污染。
更多的环保产品开始研究生产像现在的风力发电,太阳能,沼气炉等等,这些都是大自然给我们的财富。
而我们今天分享的产品就跟大自然有关系,大家可能会很好奇那是什么了?那就让我开始今天的分享之路把。
气动式真空上料机是利用压缩空气通过真空发生器产生高真空实现对物料的输送,不需要机械式真空泵,具有结构简单、体积小、免维修、噪音低、控制方便、消除物料静电和符合GMP要求等优点。
真空发声器产生的高真空,使被输送的物料杜绝了分层现象,保证了混合物料成分的均一性,是压片机、胶囊填充机、干法制粒机、包装机、粉碎机、振动筛等机械自动上料的首选设备。
当压缩空气供给真空发生器时,真空发生器就产生负压形成真空气流,物料被吸入上料咀,形成物气流,经过上料管到达上料机的料仓内。
过滤器把物料与空气彻底分离,当物料装满料仓时,控制器会自动切断气源,真空发生器停止工作,同时料仓门自动开启,物料落到设备的料斗中。
与此同时,压缩空气通过脉冲反吹阀自动清洗过滤器。
等到时间到或料位传感器发出上料信号时,自动启动真空上料机。
非常简单方便。
该真空加料机是在广泛吸收国外同类产品的基础上开发研制的新产品,该真空干燥机目前它是国内最为先进、理想、完善的粉状料、粒状料、粉粒料混合料的真空输送设备。
能够解决人工劳动强度大的问题,还能够结构加料时粉尘外溢的问题,卫生安全,是食品、制药等行业通过GMP认证、促进清洁、文明生产的需求。
符合国家规定,是走持续发展道路的好设备。
目前该设备由于质量高、性能强等特点被广泛用于食品、化工、农业等工业。
气力输送系统原理嘿,朋友们!今天咱来聊聊气力输送系统原理呀。
你说这气力输送系统啊,就像是一个神奇的管道魔法!想象一下,各种物料就像一群小精灵,在管道里欢快地奔跑跳跃。
它的原理其实并不复杂,简单来说,就是利用空气的力量来推动物料前进。
这不就跟咱小时候玩吹泡泡似的,轻轻一吹,泡泡就飘起来啦。
只不过这里吹的不是泡泡,而是物料哟!在这个系统里,有个关键的东西叫气源。
这气源就好比是小精灵们的动力源泉,给它们提供足够的力量去闯荡管道世界。
空气被压缩后,带着物料一路向前冲,那场面,可热闹啦!然后呢,还有管道。
这管道就像是小精灵们的专属跑道,它们沿着管道一路飞奔,不用担心迷路。
而且这跑道还可以设计得弯弯绕绕的,把物料送到它们该去的地方。
还有啊,在这个过程中,还得有一些控制装置。
这就像是交通警察一样,指挥着物料的前进方向和速度。
不能让它们乱跑乱撞呀,得让它们乖乖听话。
你说这气力输送系统神奇不神奇?它能把物料从一个地方快速、高效地输送到另一个地方,而且还不用人费力去搬呀运呀的。
你想想看,要是没有它,那些大堆大堆的物料得靠人一点一点地搬,那得多累呀!现在有了它,可就轻松多啦。
咱再打个比方,这气力输送系统就像是人体内的血液循环系统。
血液带着氧气和营养物质在身体里流动,保证身体的正常运转。
这气力输送系统不也是带着物料在工厂里流动,保证生产的顺利进行嘛!而且呀,它的好处可多了去了。
它可以减少人工操作,降低成本,还能提高效率。
这可不是一举多得嘛!它就像是一个默默无闻的幕后英雄,为我们的生产生活提供着便利。
虽然我们平时可能不太注意到它,但它一直在那里发挥着重要的作用。
总之呢,这气力输送系统原理虽然不复杂,但作用可大啦!它让我们的生产变得更加高效、便捷。
咱可不能小瞧了它哟!。
送料机气动控制原理
气动送料机的原理自动送料机主要适用于物料的自动分配和传送,其基本功能可以完成准确的送料时间,达到精确的送料位置。
研制的自动送料机由两个基本应用模块组成:物料分离模块及传送模块。
物料分离模块由两个双作用气缸组成,分别实现物料的分离功能和定位夹紧功能。
物料分离模块将物料从料仓中分离出来,通过分离气缸将位于料仓底部的物料从料仓中推出,料仓中的物料由于白重下落至料仓底部。
定位夹紧气缸在物料推出后伸出将物料定位并夹紧。
两气缸的行程位置通过磁电式接近开关检测。
传送模块由一个旋转气缸和真空吸盘组成。
它实现了气动搬运装置功能,实质上是一个个小型的机械手。
真空吸盘将物料吸取,旋转气缸实现0~180。
的旋转,将物料传送至下一个工位。
真空吸盘通过真空压力开关检测物料是否吸住,旋转气缸通过两个微动开关实现位置检测⋯。
3)气动系统的设计自动送料机的气动控制系统的原理图如图1.1所示。
在气动系统原理图中,安装在分离气缸和定位夹紧气缸上方的元件x0、x1、x2、x3均为磁电式接近开关;安装旋转气缸两侧的元件X4、x5为微动行程开关;安装在真空系统回路中检测系统真空度(负压)的元件X6为真空开关。
这些传感元件分别用于检测气缸的行程位置及吸盘工作情况。
图1.1 气动控制系统原理图
自动送料机的启动条件:料仓中有物料存在(通过对射式光电传感器检测)。
气动系统的初始位置是:分离气缸位于伸出位置X1,定位夹紧气缸位于回缩位置X2,旋转气缸位于左侧料仓位置X4,真空发生器关闭(真空开关X6无信号) 。
首先,打开气路开关0.1阀,压缩空气网络中的气压源经过滤调压组件0.2向系统供气,调节调压阀,将系统压力调整在0.4MPa左右,再锁定调压阀。
其次,将系统上电,紧急停止阀0.3的电磁线圈Y0得电并自锁,阀导通,压缩空气分别向各控制回路供气。
其工作过程为:
(1)控N3.1阀的电磁线圈Y3得电,旋转气缸从料仓位置右摆180度,Y3断电;
(2)控制1.1阀电磁线圈Y1得电,分离气缸回缩将物料从料仓中推出;
(3)控制2.1阀电磁线圈Y2得电并自锁,定位夹紧气缸伸出将工件定位夹紧;
(4)控制3.2阀电磁线圈Y4得电,旋转气缸左摆180。
回至料仓位置,Y4断电;
(5)控制4.1阀电磁线圈Y5得电,真空发生器产生吸力,并吸住物料(x6真空开关产生信号),Y5断电;
(6)控制2.1阀电磁线圈Y2断电,定位夹紧气缸在弹簧作用下自行复位,同时Y1失电分离气缸伸出复位;
(7)重复步骤(1);
(8)控制4.1阀Y6得电,真空发生器关闭,物料由于自重下落至下一个工位,Y6断电;
(9)重复步骤(4)(回复到初始位置)。
整个气动控制系统回复到初始位置,准备下一次的工作循环。
气动系统结构如图1.2所示。
该系统设有急停开关,当系统遇到紧急情况时,可按下急停开关,急停阀0.3的电磁线圈Y0断电,从而切断整个气动系统的压缩空气能源供给。
图1.2 气动系统结构图
气动系统的旋转气缸动作回路中,采用了2个气控单向阀及2个2位3通的单控
电磁阀来代替1个3位5通中位0型的双控电磁阀。
其实现的功能是:2个气控单向阀的密闭锁紧性能更好,通过2个气控单向阀可以更准确地将旋转气缸定位在0~180。
旋转角度中的任一位置,且定位更准确可靠。
整个气动系统执行元件的速度控制,可调节各单向节流阀来实现。
系统中的单向节流阀均采用排气节流安装方式,以保证气缸运行的平稳性。
为保证真空系统的气流通畅,以提高真空发生器的真空度,回路4中的真空控制回路不安装节流阀。
同时,回路4中的所有连接气管应尽可能的短,以减小空气流通阻力,提高真空度。