九辊辊式矫直机力能参数计算
- 格式:pdf
- 大小:55.48 KB
- 文档页数:2
![矫直机机架和工作辊设计和校核毕业设计说明书[管理资料]](https://uimg.taocdn.com/0b98181c0975f46527d3e1fb.webp)
摘要轧件在加热、轧制、热处理及各种精整等工序加工过程中,由于塑性变形不均、加热和冷却不均、剪切以及运输和堆放等原因,必然产生不同程度的弯曲、瓢曲、浪形、镰弯和歪扭的塑性变形,或内部产生残余应力,这在成为合格的产品之前,都必须采用矫正机进行矫正加工,矫正轧件形状和消除内应力。
所以,矫正机是轧制车间和精整线上必不可少的重要设备,而且也广泛用于以轧材做坯料的各种车间。
本次设计主要通过分析矫直机机架和下辊装配的设计,从而对矫正机的结构进行了简单的设计。
设计中,通过参考现有矫正机的文献资料,确定设计的思路与方案。
综合考虑本次设计的技术要求,利用材料力学的基本知识,并采用基本的力学模型进行设计计算。
同时参考轧机机架的强度计算和校核方法,对矫直机机架和工作辊进行了设计和校核。
关键词:矫正机;机架;下辊;AbstractRolling in the process of heating, rolling, heat treatment and finishing processes, due to the uneven plastic deformation, heating and cooling uneven shear as well as transport and stacking, and other reasons, will inevitably produce different degrees of bending, buckling , the plastic deformation of the wave-shaped, sickle bent and contorted, or internally generated residual stress, before becoming a qualified products must be straightening machine correction processing, correction of rolling shape and the elimination of internal stress. Therefore, the straightening machine is essential for rolling workshop and finishing line equipment, but also widely used in a variety of workshops to roll billets.The design by analysis of the rack of The straightening machine and the assemble of the lower roll. During the design, I refer to the straightening machine;’s existing literature to determine the design ideas and programs. Considering the technical requirements of the design, the use of basic knowledge of mechanics of materials, and basic mechanical model of the design ,I refer to the strength calculation and examination of the rolling mill’s rack and do the design and examination of the rack of the rolling mill.Key words: The straightening machine; rack; lower roller.目录1 绪论 (V)轧钢生产的国内外发展情况 (V)轧钢生产及产品种类 (V)轧机的分类............................................................................................... V I 矫直机在轧钢机中的作用和分类 .. (VI)矫直机的作用........................................................................................... V I矫直机的分类、工作原理及特点........................................................... V I 辊式矫直机的工作原理. (VII)辊式矫正机的发展趋势 (VIII)技术经济性分析 (VIII)技术经济评价的涵义 (VIII)经济评价在工程机械中的重要性 (VIII)课题选择 (IX)摸清课题要求 (IX)2 总体方案设计 (IX)矫正机的调整形式 (IX)辊式矫正机的矫正方案 (X)支承辊的布置形式 (X)矫正机的机座形式 (X)工作辊的材质 (XI)传动系统的形式 (XI)矫直辊列的布置形式与驱动形式 (XII)3 矫正机参数的计算 (XII)17辊矫直机主要设计参数 (XII)辊式矫直机基本参数的确定 (XII)辊距t (XII)辊径D (XIII)辊身长度L (XIII)辊数n (XIV)矫直速度v (XIV)矫正机力能参数的计算 (XIV)矫直力矩的计算 (XVI)矫直功率的计算 (XVI)电动机的选择 (XVII)4 机架的设计与校核 (XVIII)机架的形式及结构尺寸 (XVIII)机架的形式 (XVIII)机架的结构尺寸 (XIX)机架的强度计算 (XXII)几点假设 (XXII)求静不定力T (XXIII)机架和横梁的强度校核 (XXVI)5 工作辊和支承辊设计及强度校核 (XXVII)支承辊布置形式 (XXVII)工作辊的强度校核 ................................... X XVIII 6 压下装置的校核计算.. (XXIX)压下电动机的过载校核计算 (XXIX)压下螺丝及压下螺母的强度校核计算 (XXX)压下螺母挤压应力校核 (XXX)机架与螺母端面间挤压应力校核 (XXX)7 参考文献 (XXXI)8 致谢 (XXXII)9 附: (XXXIII)本科毕业设计资料清单 (XXXIII)1 绪论轧钢生产的国内外发展情况轧钢生产及产品种类在20世纪末,世界轧钢技术发展迅速。
九辊独立传动冷矫联合齿轮箱的设计武丽萍;张浩【摘要】以九辊独立传动冷矫联合齿轮箱为例,介绍了单辊独立传动应用在矫直机的优势及独立传动联合齿轮箱设计的结构特点,为多级传动齿轮箱提供了一种设计思路.【期刊名称】《机械管理开发》【年(卷),期】2016(000)007【总页数】3页(P34-35,75)【关键词】联合齿轮箱;独立传动;空间布置;结构特点;多级传动【作者】武丽萍;张浩【作者单位】太原重工齿轮传动分公司研究所,山西太原030024;太原重工齿轮传动分公司研究所,山西太原030024【正文语种】中文【中图分类】TG333.23矫直机联合齿轮箱是矫直机工作的核心部件。
在矫直机主传动系统中,联合齿轮箱除有减速的作用外,还有分配传动扭矩的作用。
独立传动联合齿轮箱各辊之间动力相互独立,与集中驱动相比,有效解决了由于其中轧辊负转矩而导致另外辊轧制力矩加大的问题。
九辊冷矫直机的联合齿轮箱由交流变频电机通过弹性联轴器直接驱动。
每个独立传动由3级硬齿面圆柱齿轮传动减速后输出,输出轴通过十字轴式万向联轴器带动矫直机的工作辊实现对钢板的矫直作用。
每个输出轴端布置一套编码器装置,通过调整输入电机的转速,使九个输出轴转速相同,见图1。
该齿轮箱采用单辊驱动。
以前矫直辊多为集体驱动方式,通过齿轮箱将动力均匀地分配给各个辊轴。
输出转速相同。
然而工件受矫直力在各辊处的速度却不同,这样就势必出现有的辊轴需要超额出力,有的辊轴一端受工件推动不需出力,另一端又受到齿轮限制无法推动,从而在轴内形成负转矩。
可见负转矩的形成就在于集中驱动所提供的同一转速与各辊压弯量不同而形成的不均一速度,二者无法适应的结果。
工件的缩尺、间歇的滑动噪声(这种连续性噪声很刺耳)都是负转矩带来的恶性循环。
单辊驱动,各辊之间动力相互独立,有效解决了矫直机负转矩的破坏作用,同时还可用于控制张力。
该联合齿轮箱设计的关键点是:9个独立传动(每个传动有三级减速)在齿轮箱合理的空间布置及箱体的结构特点;9个输出轴空间距离较小,必须满足矫直机的要求;9台交流变频电机安装位置有一定要求。
第25卷第3期2007年5月物理测试P hysics Examination and T estingV ol.25,No.3M ay 2007作者简介:刘志亮(1962 ),男,硕士,副教授; E mail:zhiliangliu@; 修订日期:2006 09 27辊式矫直机矫直功率试验研究刘志亮1, 张文志1, 王英杰2(1.燕山大学机械工程学院,河北秦皇岛066004;2上海宝钢技术中心,上海210900)摘 要:在充分考虑矫直机生产工艺特点的基础上,从矫直基本原理入手,根据弹塑性弯曲理论,给出了在具体矫直方案下矫直力、矫直功率的计算方法和试验装置及检测方法.关键词:矫直机;功率;计算中国分类号:T G333.3 文献标识码:A 文章编号:1001 0777(2007)03 0012 03Research of Power Experimentation in Roll StraightenerLIU Zhi liang, ZH ANG Wen zhi, WANG Ying jie(1.Co lleg e of M echanical Engineering ,Y anshan U niver sity,Q inhuangdao 066004,H ebei,China;2.T echnique Center,Bao shan Iro n and St eel Co L td,Shang hai,210900,China)Abstract:Based on the bending t heo ry of elastics and plastics,the calculating method for str aig htening for ce and pow er,as w ell as ex per imental dev ice and measure technique w ere presented in t his paper.Beginning w ith the r e sear ch on the mechanism of deformat ion of the str aig htener section ,str ucture principles and design featur es o f t he machine w ere sy stematica lly ex po unded.Key words:straightener;pow er;calculation随着技术的发展,对板材质量要求越来越高,矫直已成为不可缺少的重要工序。
开头矫直机校核计算某机组改造项目原矫直机为五辊矫直,其辊距t=185mm ;矫直辊直径D=160mm ;根据改造项目后的产品定位,主要以生产高强度钢与超高强度钢为主,其最高强度为б=980Mpa ;最宽带宽为b=1500mm ;带钢最大最厚h=4mm ;带钢运行速度v=30mpm 。
1、对矫直力校核)2(2-=n t bh P σβ(kN )式中σ-----材料屈服极限(N/2m m )b-------板宽mm ;h------板厚mmt--------辊距mm ;n------辊数mmβ-------为考虑部分辊子矫直力的降低系数,取1.5-2之间,这里我们取1.7。
为了得出最大承受力,故带入生产产品极限最大板宽,板厚; 得出矫直力P=648.4KN 。
2、对矫直力矩校核()⎥⎥⎦⎤⎢⎢⎣⎡⎪⎪⎭⎫ ⎝⎛-+=max 017212i w k r n r e M D M 式中D------矫直辊径mm 01r -------板材平均原始曲率,()min00211r r =的数值,板材()h r )30~10(min 0=;故1201~40110=r 之间,取值1201; e 为板材形状系数,矩形钢板取1.5;w M 为冷轧带钢弯曲力矩m kN bh M e M s s w ∙=⨯⨯===441500980422σmax1⎪⎪⎭⎫ ⎝⎛i r -------小变形矫正方案的残余曲率最大值,矩形断面轧件Eh r s i σ44.01max=⎪⎪⎭⎫ ⎝⎛=54.01041020098044.033=⨯⨯⨯-; 可以计算出矫直力矩=k M kN.m3、对矫直主电机功率计算ημ122∙⎥⎦⎤⎢⎣⎡⎪⎭⎫ ⎝⎛++=D v d f P M N k (kW ) f -----辊子与带钢的滚动摩擦系数,考虑到可能出现的滑动摩擦,取f =0.0008;μ------辊子轴承摩擦系数,滚动轴承取μ=0.005;d-------辊子轴承处直径,从现有图中测量得0.075mV-------矫直带钢速度30mpm=0.5m/sη-------传动效率,η=0.7~0.85可以计算出矫直主电机功率N=kW 。
棒材矫直机矫直力的计算及应用作者:王晔来源:《科技探索》2013年第08期摘要:针对七辊棒材矫直机矫直辊轴承损坏频繁的问题,本文通过对矫直辊轴承损坏失效形式进行判断,并建立新的棒材矫直机矫直力计算体系对GBJ130棒材矫直机矫直力进行计算分析,从而设计并重新选用矫直辊轴承,取得了良好的实施效果。
关键词:棒材矫直机矫直力载荷轴承0 前言杭钢中轧厂棒材生产规格为φ50~150,在成品端配备七辊棒材矫直机3台,分别为GBJ80、GBJ100及GBJ180,对全部规格的棒材进行矫直处理。
1 现状分析随着中轧厂棒材产品向大规格、优特钢方向发展,需要设计制造φ50~130mm(GBJ130)七辊棒材矫直机主机用以替换GBJ100矫直机,因此必须通过建立新的矫直力计算体系,并根据中轧工艺技术参数要求,对GBJ130棒材矫直机矫直力进行计算分析,从而对原设计矫直辊轴承(型号:24136CA/W33)进行校核,根据校核结果准确的采用新型号轴承。
2 GBJ130矫直机部分矫直工艺与技术参数从以上结果可得出原设计24136CA/W33型调心滚子轴承额定载荷过小,将导致轴承过载失效,故需要重新设计选用矫直辊轴承。
根据辊距与轴承座外径小于矫直辊腰径的设计要求,设计选用24140CA/W33型轴承,额定负荷1580kN。
GBJ130棒材矫直机自2012年8月投用,该型轴承完全满足中轧厂的矫直生产需要。
5 结语通过棒材矫直机矫直力的计算,能较为准确的对矫直辊轴承的负荷进行校核并设计,有效的降低轴承故障,使矫直生产节奏得到保障;而对于棒材矫直机辊距、平衡液压缸的设计校核均可参考该计算体系。
参考文献:[1]崔甫.矫直理论与参数计算.北京:机械工业出版社,1987;[2]徐灏. 机械设计手册.机械工业出版社.1991年9月[3]新型管棒材斜辊矫直机重型机械1985.4 43一45;。
1 绪论1.1 矫直理论型、管、板、带等长条状的金属条材定义为金属型材。
这些材料在轧制、锻造、挤压、拉拔、运输、冷却及各加工过程中常因外力作用,温度变化及内力消长而发生弯曲或扭曲变形。
在长度远大于宽度或厚度的条材上,纵向纤维的变形十分明显;在宽度不太小的条材上如带材横向纤维的变形有时也显而易见。
为了获得平直的成品条材必须使其纵向纤维或纵向截面由曲变直,横向纤维或横向截面也由曲变直。
实现这一要求的工艺过程称为矫直。
1.1.1矫直机在国内外的发展矫直技术属于金属加工学的一个分支,多用于金属条才加工的后部工序,在很大程度上决定着产、成品的质量水平。
18世纪末到19世纪初,欧洲进行了产业革命,逐步实现了用蒸汽机动力代替人力,机械化生产代替了手工作坊。
19世纪30年代冶铁技术发展起来,当时英国的生铁产量已由7万吨增长到19万吨,增加了2.7倍。
19世纪50年代开辟了炼钢技术发展的新纪元。
随着平炉炼钢技术的发明,钢产量的比重也显著增加。
这时已经出现了锻造机械、轧钢机械和矫直机械。
进入20世纪以电力驱动代替蒸汽动力为标志,推动了机械工业的发展。
英国在1905年制造的辊式板材矫直机大概是我过见到的最早的1台矫直机。
20世纪初已经有了矫直圆材的二辊式矫直机。
到1914年英国发明了212型五辊式矫直机,解决了钢管矫直问题,同时提高了棒材矫直速度。
20世纪20年代日本已能制造多斜辊矫直机。
20世纪30年代中期发明了222型六辊式矫直机,显著提高了管材矫直质量。
20世纪60年代中期,为了解决大直径管材的矫直问题,美国萨顿公司研制成功313型七辊式矫直机。
20世纪30—40年代国外技术发达国家的型材矫直机及板材矫直机也得到了迅速的发展,而且相继进入到中国的钢铁企业。
20世纪70年代我国改革开放以后接触到大量的国外设计研制成果。
有小到直径为1.6毫米金属丝矫直机大到直径为600毫米的管材矫直机。
有速度达到300米每分钟的高速矫直机和精度达到0.038毫米每米的高精度矫直机。
机械2010年增刊 总第37卷 ·1·———————————————收稿日期:2010-04-19H 型钢九辊矫直机的结构与液压系统分析文广(中冶华天工程技术有限公司,安徽 马鞍山 243005)摘要:针对H 型钢九辊矫直机的两种类型——九辊悬臂式变节距矫直机和九辊紧凑式双支撑矫直机,对其结构分别进行了介绍,并对这两种九辊矫直机液压系统中的压下调整和轴向调整液压系统进行了原理介绍和功能阐述。
关键词:H 型钢;九辊矫直机;结构;液压系统The analysis of the H beam nine roller straightener’s structure and hydraulic systemWEN Guang(HuaTian Engineering & Technology Corporation ,MCC ,Maanshan 243005,China)Abstract :This paper introduced the structures of the two types of the H beam nine roller straightener - nine roller variable pitch Cantilever straightener and nine roller double support straightener, and introduced the principle and function of the press down adjustment hydraulic system and the axial adjustment hydraulic system which are the most important hydraulic system of the H beam nine roller straightener.Key words :H beam ;nine roller section straightener ;structure ;hydraulic system目前,国内H 型钢矫直机为九辊矫直机,具体形式可分为两种:九辊悬臂式变节距矫直机和九辊紧凑式双支撑矫直机,这两种矫直机都布置在步进式冷床之后,其主要作用是用来矫直轧件因在轧制、冷却、运输过程中由于受到变形不均匀应力、温度应力等多种因素影响而可能出现的翼缘内并、外扩、扭转及镰刀弯等缺陷,使钢材平直度和断面形状达到国家相应标准的要求。
1、矫直机的设计在板材的成型剪裁加工中,剪切下的余料尺寸大小不一,其中尺寸较宽者往往变形不太大,而且由于尺寸较大,故一般总是收起堆放以留作后用。
而其中尺寸较小者,尤其是宽度在200ram 以下者,往往产生不同程度的弯曲、瓢曲、浪型及镰刀弯,没有专业设备将其矫平矫直(现有矫直机都是大型和中型尺寸的,最小矫直宽度在lO00rnm 以上),大多作为废料处理,造成很大浪费。
笔者诃查了这一生产现状,并应有关企业的要求设计了一种专门矫直矫平小尺寸边角余料的小型矫直机。
投入使用后.这些余料又可作它用,减小了材料的大量浪费,为企业节省了开支,大大降低了生产成本。
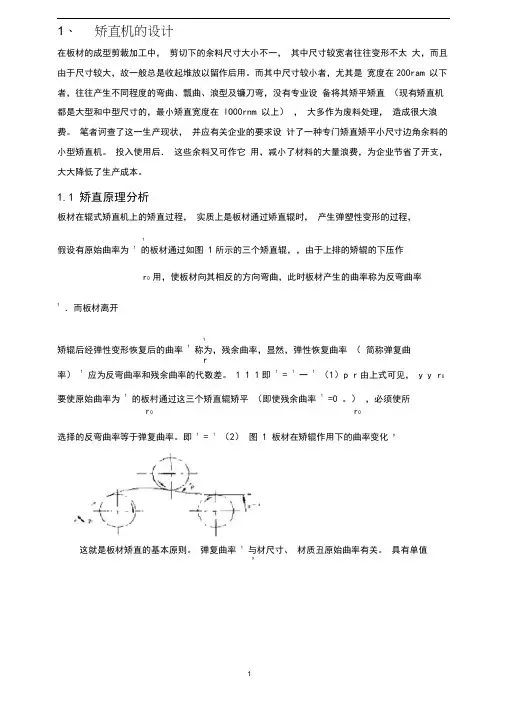
1.1 矫直原理分析板材在辊式矫直机上的矫直过程,实质上是板材通过娇直辊时,产生弹塑性变形的过程,1假设有原始曲率为1的板材通过如图1所示的三个矫直辊,,由于上排的矫辊的下压作r0 用,使板材向其相反的方向弯曲,此时板材产生的曲率称为反弯曲率1.而板材离开1矫辊后经弹性变形恢复后的曲率1称为,残余曲率,显然,弹性恢复曲率(简称弹复曲r率)1应为反弯曲率和残余曲率的代数差。
1 1 1即1 = 1一1(1)p r由上式可见, y y r0要使原始曲率为1的板村通过这三个矫直辊矫平(即使残余曲率1 =0 。
),必须使所r0 r0选择的反弯曲率等于弹复曲率。
即1 = 1(2)图1 板材在矫辊作用下的曲率变化y这就是板材矫直的基本原则。
弹复曲率1与材尺寸、材质丑原始曲率有关。
具有单值y原始曲率的板材, 当由矫辊施加适量反弯曲率反向弯曲后,1 1 12M 3 12 1对于矩型断面的板材可以由(3)式算出: =Ehh 3 2 2 h/(r 0 式中^ M 2v —— 纯弹性弯曲力矩E —— 材料弹性模量 b —— 板料宽度 h —— 板料厚度s——板材的塑性应变求出式中 1的值,即为所需的反弯曲率。
在上文所说的边角余料板材中,其形状缺陷 大多具有多值原始曲率 一般对其先采用多辊矫直加压,使之产生交变弯曲变形,以消 琮其原始曲率的不均匀率,再逐渐矫平。
1200mm大型型钢矫直机辊系的参数设计中期报告本次参数设计主要针对1200mm大型型钢矫直机辊系的矫直效果、工作精度、工作稳定性和使用寿命等方面进行分析和研究,介绍如下:1. 设计参数根据机器的工作需要和要求,设计参数如下:- 钢板宽度:1200mm- 厚度:6-20mm- 材料:Q235B- 线速度:8-12m/min- 双辊矫正方式- 电机功率:55kW- 双辊直径:Φ400mm- 最大矫直力:800kN- 最大矫直量:40mm2. 分析与研究辊系是1200mm大型型钢矫直机的核心部件,因此设计和选择合适的辊系对机器的矫直效果、工作精度、工作稳定性和使用寿命等方面都有很大影响。
针对设计参数,进行如下分析与研究:2.1 辊系材料辊系材料应具有较高的抗疲劳性能和耐磨性能。
根据使用要求,C45、42CrMo等优质合金钢材料更加适用。
2.2 辊系尺寸辊系尺寸的设计应考虑到矫直范围、辊径和辊宽等因素。
辊宽应大于钢板宽度,辊径尽量大一些,可以提高辊系的刚性和承载能力。
同时,考虑到矫直力的需求,双辊直径将选择Φ400mm。
2.3 辊系结构双辊矫正方式具有较好的矫直效果和工作精度,采用双辊结构能够让辊之间产生足够的力量,从而达到良好的矫直效果。
双辊之间的距离需要根据钢板厚度进行调整,进一步提高矫直效果和工作稳定性。
2.4 辊系数量辊系的数量应根据机器的实际工作情况来设计,为了提高矫直效果,和保持辊系的工作精度和稳定性,考虑采用6辊结构。
3. 结论本次参数设计主要针对1200mm大型型钢矫直机的辊系进行了分析和研究。
结合机器的工作要求和使用情况,选择了合适的辊系材料、尺寸、结构和数量,以提高矫直效果、工作精度、工作稳定性和使用寿命。
在下一步的实验中,我们将进一步验证辊系的设计参数,进一步优化和改进机器的矫直效果和工作性能。
辊式中板矫直机改造中的参数确定范永辉【摘要】针对辊式中板矫直机第2和第3矫直辊上的万向联轴器和辊子的轴径处频繁出现的断裂故障,进行了改造.在减少成本和充分利用原有设备的前提下,根据矫直原理对基本参数和力能参数进行重新计算和优化.改造后该矫直机在一个生产周期内没有发生过任何问题,矫直后的产品满足质量要求,节约了改造资金,取得了满意结果.【期刊名称】《天津冶金》【年(卷),期】2010(000)001【总页数】2页(P25-26)【关键词】矫直机;辊距;辊径;矫直力;扭矩;改造【作者】范永辉【作者单位】天津冶金规划设计院,天津300203【正文语种】中文轧件在轧制、冷却和运输过程中,由于各种因素的影响,往往产生形状缺陷,例如钢轨、型钢和钢管经常出现弧形弯曲;某些型钢(如工字钢等)的断面会产生翼缘内并、外扩和扭转;板材和带材则会产生纵向弯曲(波浪形)、横向弯曲、边缘浪形和中间瓢曲以及镰刀弯等等。
为了消除这些缺陷,轧件需要在专用矫直机上进行矫正。
某公司的辊式中板矫直机型号11—260/300× 2300,是一台11辊在线矫直设备。
随着公司产品规格不断增多和加厚,大量的产品规格由原来的12 mm调整到18 mm以上(产品热态下的屈服极限增大),同时产能也要求提高,以满足市场需求。
在这种条件下的生产致使该矫直机频繁的出现故障,这种情况频发的结果造成经常的停产检修和加大了生产成本,也影响了正常的市场供应。
公司综合分析了新上机组和改造机组的意见,决定对该矫直机进行改造,并要求改造时尽量采用原有的主传动电机和设备本体。
该矫直机第2和第3矫直辊上的万向联轴器和辊子的轴径处频繁的出现断裂故障,技术人员针对频繁出现的故障根据轧件弹塑性变形的基本理论进行分析。
本次改造要利用原有的主传动电机和设备本体,为了降低改造成本,节约时间,依据以往的工作经验首先确定了采用大变形量矫直方案,即:改变矫直机的辊径、辊距、辊身有效长度,使轧件弯曲变形总曲率加大达到减小轧件反弯曲率,使轧件趋于平直的目的。
复合板公司九辊矫直机大修及搬迁设备单位:复合板公司设备名称:九辊矫直机设备类型:压机类规格型号:W43-30*3000编制单位:设计研制所编制:郝建民审核:批准:日期:复合板公司九辊矫直机大修及搬迁一、设备基本参数1、活动横梁压下行程:170~6㎜2、矫正速度:170~6㎜/min3、压下速度:80㎜/min4、矫正精度:2.0㎜/㎡5、活动横梁最大摆动量:±5㎜二、设备现状(一)机械系统1、矫直后的板材,出现掉角现象,达不到生产要求。
2、南侧机架地基下沉,南北两侧辊缝不均。
3、五、六号电机、减速机总成及工作辊连接不好,易损坏。
4、工作辊表面出现凹凸不平的压坑、毛刺等,影响表面质量。
5、机体一些连接螺栓断裂,存在安全隐患。
6、顶部弹簧弹放不自如。
(二)润滑系统1、支承辊润滑系统无法润滑,起不到润滑作用。
2、两主减速机动密封漏油,地面常年油迹斑斑。
(三)其他1、操作台底部立柱断裂。
2、操作室玻璃破裂,顶棚损坏,灰尘极易造成设备故障。
三、改造内容及要求(一)机械系统1、改造后的机架要求水平,上下辊平面度小于0.15㎜/m,工作时不会出现掉角现象。
2、磨削后的工作辊、支承辊表面粗糙度达到0.8。
3、对所有断裂的螺栓进行更换,确保连接良好可靠。
4、对上下工作辊传动系统进行重新改造或在原来基础上保证五、六号电机及减速机总成连接可靠(改造前:下工作辊主传动轴及五、六号电机及减速机总成易损坏)。
5、改造后的矫直机顶部弹簧要垂直,弹放自然。
(二)润滑系统1、检修后整个设备的供油润滑系统,润滑畅通良好。
2、检修后两主减速机动密封密封良好,不漏油。
(三)其他1、操作台底部立柱修好。
2、操作室修理完好。
四、大件重量设备总重量:149200㎏机架: 16430㎏*2件工作辊装配:17365㎏*1件支承辊装配:13172㎏*1件活动横梁: 13800㎏*1件压下机构: 11850㎏*1件下横梁: 5320㎏*2件五、地脚螺栓规格M48*1200----12套M36*1000----6套M30*750----12套M20*480----8套六、调整垫铁:8组七、修前预检检修前进行整机预检。
辊式板带矫直机压下量的计算和设定摘 要 本文在研究矫直辊间板带弯曲挠度的基础上,给出了压下调整量的计算方法,建立了基于反向弯曲挠度和弹复曲率计算弯曲力矩的方法,更便于考虑材料的强化和矫直机的型式及调整方案,对矫直机的设计和生产具有实际应用价值。
关键词 辊式矫直; 弯曲挠度; 弹复曲率;压下量;设定Draft Calculation and Setting for Roller Leveller of Strip and PlateLian Jia-chuang(Yanshan University ,Qinhuangdao 066004,Hebei,China )ABSTRACT Based on the study of bending deflection of the strip and plate between leveler rollers, it is provided the calculation method of reduction schedule, and based on the calculation of opposite bending deflection and elastic restore curvature, established the calculation method of the bending moments, therefore more convenient to consider strengthened materials, types of leveller and regulation scheme, possess actual application worth for design and production of the leveller.KEY WORDS roller leveller; bending deflection; elastic restore curvature1 矫直辊间板带的弯曲挠度辊式板带矫直机的压下制度关系到板带材的矫直质量及弯曲力矩、弯曲曲率和矫直力的计算。
辊式矫直机矫直扭矩计算方法研究王树环;王效岗;谢仕鸿;杨晓君【摘要】辊式矫直机矫直扭矩的计算主要是根据矫直弯矩与矫直曲率之间的关系积分得到的,但由于传统公式不易于计算,故本文采用一些假设条件简化了矫直扭矩的计算.通过在某钢厂十一辊辊式矫直机上测得的矫直辊上的矫直扭矩以及电机功率的数据,验证了基于假设条件下的矫直扭矩的计算方法的可行性,对实际生产具有指导意义.【期刊名称】《中国重型装备》【年(卷),期】2011(000)001【总页数】4页(P1-3,9)【关键词】辊式矫直机;矫直扭矩;简化算法【作者】王树环;王效岗;谢仕鸿;杨晓君【作者单位】太原科技大学,山西,030024;太原科技大学,山西,030024;太原科技大学,山西,030024;太原科技大学,山西,030024【正文语种】中文【中图分类】TG333.2+3矫直机是通过一组上下交错排列的矫直辊对板带材施加不同弯矩,使其发生多次弹塑性变形,从而达到消除或均匀材料残余应力的目的。
矫直过程的精确分析以及精确的矫直机力能参数是合理设计和使用矫直机的重要依据。
辊式矫直机在生产高强度、大规格钢板时,矫直机主传动系统及传动轴经常出现断裂事故。
传动扭矩是矫直机传动系统设计的主要依据。
扭矩的计算受诸多条件的影响[1],如集中驱动的矫直机要考虑负转矩的影响,如果矫直辊集中传动,转速相同,则在矫直板材的过程中产生负转矩。
负转矩现象将造成板材在矫直辊面上打滑[2],引起噪音,从而降低了板材的矫直质量,所以不能忽略了轧件对相关各辊传动扭矩的耦合关系。
辊式矫直机矫直扭矩的一般计算方法主要是根据矫直弯矩与矫直过程中矫直曲率之间的关系积分得到的,但由于对弯矩-曲率曲线的积分不易计算,故本文采用一些假设条件简化了矫直扭矩的计算。
通过在某钢厂十一辊辊式矫直机上测得的矫直辊上的矫直扭矩以及电机功率的数据,验证了基于一些假设条件下的矫直扭矩的计算方法的可行性,对实际生产具有指导意义。