分子筛纯化系常见故障分析与处理
- 格式:doc
- 大小:24.50 KB
- 文档页数:4
北营能源总厂20000m3/ h制氧机组分子筛出口二氧化碳含量高故障分析及处理发布时间:2021-07-01T16:07:20.920Z 来源:《科学与技术》2021年3月第7期作者:王国海[导读] 介绍北营能源总厂 20000m3/ h 制氧机组空分设备分子筛纯化系统出口空气中二氧化碳含量高的故障分析及处理。
王国海北营能源总厂辽宁本溪 117017摘要: 介绍北营能源总厂 20000m3/ h 制氧机组空分设备分子筛纯化系统出口空气中二氧化碳含量高的故障分析及处理。
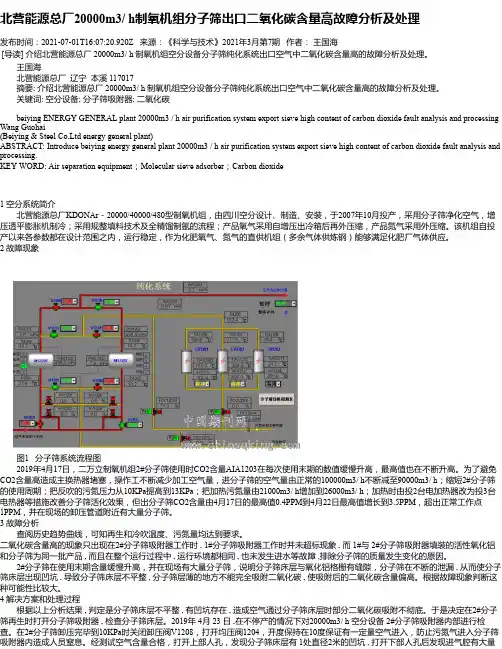
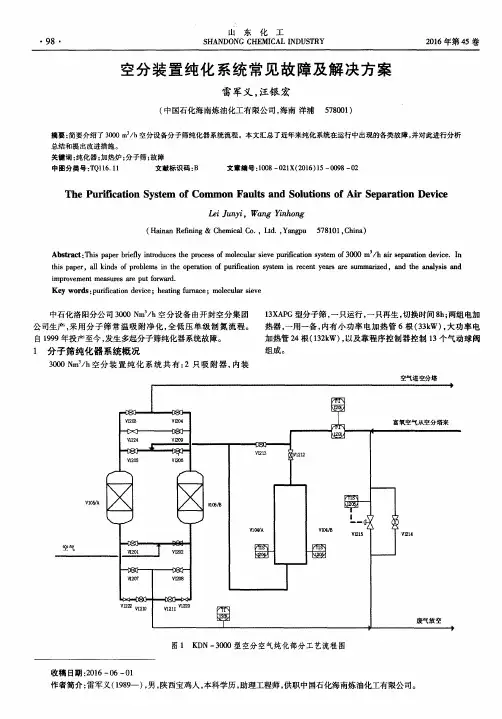
关键词: 空分设备; 分子筛吸附器; 二氧化碳beiying ENERGY GENERAL plant 20000m3 / h air purification system export sieve high content of carbon dioxide fault analysis and processing Wang Guohai(Beiying & Steel Co.Ltd energy general plant)ABSTRACT: Introduce beiying energy general plant 20000m3 / h air purification system export sieve high content of carbon dioxide fault analysis and processing.KEY WORD: Air separation equipment;Molecular sieve adsorber;Carbon dioxide1 空分系统简介北营能源总厂KDONAr-20000/40000/480型制氧机组,由四川空分设计、制造、安装,于2007年10月投产,采用分子筛净化空气,增压透平膨胀机制冷;采用规整填料技术及全精馏制氩的流程;产品氧气采用自增压出冷箱后再外压缩,产品氮气采用外压缩。
空分装置安全事故案例分析-所有分子筛纯化系统CO2超标事故原因分析
从多方面,多角度分析总结了煤化工装置空分装置分子筛纯化系统CO2超标事故可能出现的原因,从工厂环境,人员操作,分子筛使用周期等进行了详细的分类,供煤化工从业人员、煤化工中高层管理人员以及空分装置生产厂家参考:分子筛纯化系统CO2超标事故一,分子筛带水CO2超标。
分子筛纯化系统CO2超标事故二,恶劣环境造成CO2超标,厂区空气中含有大量的酸性气体,如:硫化氢、氧化硫、氧化氮等,或总循环水成酸性导致进分子筛纯化器的气体成酸性,在吸附过程中分子筛吸附剂与水和酸性气体发生反应,使分子筛吸附剂结构发生不可逆的改变,降低吸附容积,导致出分子筛气体CO2超标。
分子筛纯化系统CO2超标事故三,再生不彻底造成CO2超标。
根据实践经验,13X分子筛吸附剂再生时加热温度控制在170℃左右,出口温度达到85℃以上时停止加热,进入冷吹期,冷吹峰值根据分子筛吸附器结构的不同、分子筛吸附剂床层厚度的不同,冷吹峰值也不相同,一般控制在140℃以上为最佳。
再生温度过低时,被吸组分不能完全解吸,即分子筛吸附剂微孔内还残留一部分被吸附组分未被赶走,再进行吸附时,吸附容积就会降低,造成CO2超标。
分子筛纯化系统CO2超标事故四,由于操作人员失误,操作时分子筛吸附剂床层受到气流冲击,床层表面凸凹不平,气体短路,吸附容积降低造成CO2超标。
分子筛纯化系统CO2超标事故五,分子筛使用时间过长,部分分子筛吸附剂粉化,床层降低,或分子筛吸附器床层破勋,分子筛吸附剂泄漏,使吸附容积降低造成CO2超标。
分子筛纯化系统蒸汽加热器内漏故障排查与处理李佳涛【摘要】本钢氧气厂7#35000 m3/h空分设备于2015年3月发生了一起分子筛蒸汽加热器内部泄漏故障。
故障发现及时,果断停机后,对漏点进行了排查和处理,避免了次生事故的发生。
为制氧机组开车复产赢得了时间,节约了检修时间和成本。
%An accident of leakage in the molecular sieve steam heater of the No.7 35000 m3/h air separation plant at Benxi Steel happened in March 2015. As the accident was discovered in time, the oxygen generating unit was immediately shut down and leaking points were searched and treated promptly, preventing more serious secondary accidents from happen-ing. The timely treatment of the accident had gained precious time for the oxygen making unit resuming production and saved maintenance timeand cost.【期刊名称】《冶金动力》【年(卷),期】2015(000)009【总页数】4页(P29-32)【关键词】蒸汽加热器;内部泄漏;故障;排查;封堵【作者】李佳涛【作者单位】本钢板材股份有限公司氧气厂,辽宁本溪 117002【正文语种】中文【中图分类】TB657.7本钢板材公司氧气厂7#35000 m3/h制氧机(以下简称7#机)于2015年3月23日发生一起分子筛蒸汽加热器内漏故障,无法维持正常生产需要停机处理。
分子筛带水主要原因及预防处理措施摘要:分子筛属于一种吸附器,这种吸附作用主要指的就是物理转变的整个过程。
吸附出现的主要原因就是,分子引力会在固体的外表上形成表面力,有流体经过固体时,就会被这种表面力所吸附,最终在外表上形成大量分子,从而实现清除或分离流体中蕴含的分子。
但如果其中出现严重的带水问题,就会导致管道出现冻裂,从而增加相关企业财力、人力等方面的损失,因此,需要针对这种问题的形成原因展开详细分析。
在纯化系统中最为关键的一部分就是分子筛,一旦其出现带水问题的话,就会对生产造成直接影响。
基于此,以下针对分子筛带水的主要原因展开详细分析,进而提出分子筛带水预防的有效措施,旨在为生产企业提供参考。
关键词:分子筛带水;主要原因;预防措施1、分子筛带水的主要原因分析在分子筛中出现带水问题的原因主要有以下几方面:(1)在停车状态时,如果在空冷塔之中的循环水阀与有压水阀发生没有关严或泄露状况的话,就会导致循环水流入其中,但其中并没有将排水阀开启,就会使分子筛发生带水问题。
或是因为相关设备处于短期的停车状态时,缺少对于排水的周密计划,就会导致循环水会出现倒流现象,从而引发分子筛中发生带水问题。
(2)在空冷塔中的液面计在指示过程中出现失灵现象,这种现象的形成原因为:(1)在仪表中的显示有着较大的误差;(2)取样管因为污垢或杂质出现堵塞状况;(3)由于冬天温度较低,导致取样管出现结冰状况,从而发出错误信号关闭空冷塔中的出水阀,这样在其中的液位就会逐渐提高,促使分子筛形成带水问题。
(3)在设计空冷塔时不够科学、合理,导致气体与液体之间的分离空间较小,这样在生产过程中如果空气流量与瞬间压力有所变化的话,例如:在冷箱导气时开启阀门让空气进入其中时,分子筛就会由于压力上升的不够彻底而自动切换,从而导致空冷塔的出口处压力出现大幅度下降,并远高于允许值,最终使分子筛发生带水问题。
(4)在其中循环水的质量过差,这就会导致各种杂物、杂质将空冷塔之中的分配器堵住,这样就会导致分配器中的水位逐渐上涨,从而引起分子筛发生带水问题。
收稿日期:2007203208作者简介:龚世峰(1974— ),男,助理工程师,1996年毕业于河南省化工学校化工专业,现在中国神马集团尼龙化工有限责任公司从事空分设备生产管理工作。
分子筛吸附器泄压不彻底原因分析及处理龚 世 峰(中国神马集团尼龙化工有限责任公司,河南省平顶山市 467013) 摘要:介绍了分子筛吸附器泄压不彻底时整个分子筛纯化系统所表现出的一些异常现象,分析了故障发生的原因,采取相应处理措施后恢复正常运行。
关键词:空分设备;分子筛纯化系统;分子筛吸附器;泄压中图分类号:T Q65719 文献标识码:BCause analysis and treatment of incompletedepressurization of molecular sieve adsorberG ong Shi 2feng(Nylon Chemical Engineering Co 1,Ltd 1,China Shenma Group ,Pingdingshan 467013,Henan ,P.R.China )Abstract :The abnormal phenomena of m olecular sieve purification system during incom plete depressurization of m olecular sieve ads orber are introduced.The cause analysis of the malfunction is em phasized.A fter corresponding treatments ,the system has been recovered for regular operation.K eyw ords :Air separation unit ;M olecular sieve purification system ;M olecular sieve ads orber ;Depressurization前 言分子筛吸附器泄压不彻底是分子筛纯化系统常见的故障之一。
6000m3/h空分设备分子筛再生故障分析与处理摘要:本文结合笔者的工作经验,以生产过程中加热过程中阀门故障引起的再生故障和分子筛后空气CO2超标故障为例,谈谈分子筛再生故障的分析与处理,以供同行参考。
关键词:空分设备再生故障处理近年来,石化、冶金等行业的快速发展,让空分设备技术得到了非常广泛的运用。
空分设备一旦出现再生故障,就必须停机检修,严重阻碍了生产的顺利进行。
本文结合笔者的工作经验,以两起故障为例,谈谈分子筛再生故障分析与处理一、加热过程中阀门故障引起的再生故障2013年9月,在分子筛纯化系统加热阶段电加热器频繁启停,而且冷吹结束后峰值达不到工艺要求。
笔者经过分析,认为有以下6个可能原因1)电加热器出口温度显示不准确2)电加热器进、出口手动阀未全开;3)冷吹阀QD-312未关严4)分子筛吸附器加温气体进、出口阀未全开5)电加热器前管路有漏气现象6)放空阀QD-300B未关严1个电加热器内有固定组和调功组2组加热器。
在加热阶段,正常情况下固定组一直处于运行状态,靠调功组加热器进行温度控制,使电加热器出口气体温度恒定在设定范围内。
当时分析认为:如果电加热器出口气体温度显示准确,就一定是由于流过电加热器的污氮量不足,使电加热器出口气体温度频繁达到联锁值,导致2组加热器停止加温;而当温度下降到设定值以下时,电加热器又重新启动,如此循环。
由于加温气体流量不足,使冷吹峰值达不到工艺要求。
检修过程如下1)仪表人员对电加热器出口温度进行校对,确定温度表显示准确。
2)由于6000m3/h空分设备是停车后再启动,当时怀疑电加热器进、出口手动阀未全开,故检查进、出口手动阀门,发现两阀门均为全开状态。
3)分子筛吸附器加温阶段开始,QD-312阀应先关闭。
污氮气通过电加热器加温后进入分子筛吸附器,如果QD-312阀未关严,部分加温气体会不经过电加热器而直接进入分子筛吸附器,使进入电加热器的再生气流量不足,冷吹峰值不达标。
甘 天
波
一套KDONAr一6000/2000/1 80 型空分装置,采用DCS控制、分子 筛吸附净化、增压透平膨胀机制 冷、无氢制氩外压缩流程,是典型 的第六代全低压空分设备,用来生 产O 、N:产品。该种纯化器(简称 MS)是立式双层床结构,内装有氧 化铝和分子筛两种吸附剂,其中下 层为活性氧化铝,上层为1/16条形 分子筛。空气自下而入由吸附剂吸 附其中的H:0、CO 及碳氢化合物 后,经顶部的内置过滤器除去机械 杂质沿中心管从底部出来,到主换 热器和增压透平膨胀机系统。采用 不锈钢夹层内绝热方式,可减少外 简体(4.8 只)在加温时吸收的热 量,且降低能耗。 1.吸附剂泄漏 在2号MS再生阶段,总能从 污氮(WN)放空消声器口零散吹出 部分氧化铝颗粒,利用计划停电检 修机会,打开2号MS人孔检查,看到底部格栅固定筛网有一处 长10cm缝隙,在再生阶段充气状态下,能使氧化铝产生轻微泄 漏。打开1号MS检查发现其筛网下部空气进口处堆积了约 600L氧化铝吸附剂,仔细检查,在筛网格栅与支撑环板连接处 有一长20cm的裂缝,用手锤敲击即能泄漏下来氧化铝颗粒。扒 出1号MS的全部分子筛和氧化铝,重新填充石棉绳堵塞裂缝。 对于泄漏较轻的2号MS,不扒吸附剂即可堵塞漏洞。由于从污 氮放空消声器吹出的氧化铝长时间暴露于大气中,不宜再使用, 在装填1号MS吸附剂时,对缺少的氧化铝进行了足量补充。开 车后再未产生漏吸附剂现象。 2.纯化器出口CO 含量异常上升 空分装置1号MS使用20min后出口CO 含量由0.2 L 开始上升,1h后上升速度减缓,4h后达到0-8 L,倒换为2号 MS工作立即下降为0.2 【/L。因空分厂家承诺,只要出口CO 含量不超过1 L/L即可使用,于是继续生产。9个月后,液体产 量明显减少,主换热器端温差扩大。N 与正流空气达4℃温差, WN与正流空气达8 ̄C温差,以前均在3℃以内。进塔空气量由 33000降到32000Nm3/h,从下塔压力、下塔阻力与进主换热器前 的空气压力比较可判断出,主换热器正流空气侧阻力已由 15kPa增大到42kPa。由此判断主换热器堵塞,堵塞物是冰、干冰 或分子筛粉末,与吸附不正常的1号MS关系极大,于是决定停 车处理1号MS。 扒出1号MS全部吸附剂,拆下纯化器外简体下部3个吹 除口盲板中的一个,作一高1.8m的短管连接,往不锈钢夹层内 注水查漏,半小时后进入内部检查,看到不锈钢内胆上有一处裂 缝喷水,两处渗水。放掉夹层内水后,补焊修复不锈钢内胆。开车 时利用预制管道首先反吹主换正流空气通道,合格后正式开车。 此次处理不锈钢夹层漏点后,1号MS工作4h期间出口CO 含 量始终稳定在0.2 L,L,与运行正常的2号MS一致。 开车十余天后,1号MS又出现异常。此次认为注水查漏后, 仅从一个吹除口放掉夹层内的水分,另外两个吹除口未用干燥 气吹干夹层内残余水分,开车后残余水分会逐渐蒸发进入分子 筛顶层,致使分子筛残余水含量增大,在常规的再生温度条件 下,无法恢复到分子筛出厂时残余水含量<1.5%的要求,造成吸 附CO 的能力下降。将再生温度由180℃提高到250 ̄C,操作多 天也无法恢复1号MS性能。鉴于上次主换热器堵塞的教训,此 次在新的分子筛更换前,通过降低进MS的空气温度来减少吸 附负荷增大吸附容量;提高再生温度加大冷吹气量从而提前倒 换纯化器,缩短1号MS的工作时间,在CO 含量上涨之前就倒 换改为2号MS工作。 一个月后新分子筛到位。注水查漏,无漏点后装填新的分子 筛。放掉水后,将3个吹除口盲板全部拆掉,装上阀门,在1号 MS工作再生阶段均打开3只阀,使空气或WN由夹层里往外 吹除,以吹干夹层内残余水分。十余天后,通过露点仪检测夹层 吹除口气体露点为一75%,满足了纯化器出口空气露点要低于一 65℃的要求,去掉阀门,装上盲板。至此,1号MS问题彻底解决, 使用至今一直正常。 W08.12—32
·2·合成氨与尿素化 工 设 计 通 讯Ammonia and UreaChemical Engineering Design Communications第46卷第1期2020年1月1 分子筛工艺中海石油化学股份有限公司化肥二期合成氨装置(45万t/a )采用KBR 合成氨工艺技术。
其核心工艺为KBR 深冷净化工艺,它是由布朗深冷净化工艺与凯洛格设备设计的组合。
甲烷化气体与合成回路驰放气汇合后冷却至4℃,经过分离后进入装有干燥剂分子筛脱除游离氨、残余水和CO 2。
每台分子筛干燥器设计满足在24h 干燥周期运行,再生设计为12h 一个周期,再生气由净化器来的废气完成,再生热量由中压蒸汽提供,再生后废气进入一段炉作为部分燃料气。
分子筛上部装φ6氧化铝球,中部装13X-PG1/16"分子筛干燥剂,下部装φ6与φ25氧化铝球,设备底部有出口收集器,防止氧化铝球泄漏。
工艺流程见图1。
图1 分子筛流程2 分子筛常见故障及处理2.1 切换时工艺气温度波动大分子筛再生温度240℃,再生合格后,由冷箱过来的3℃废气进行降温,之后工艺气充压,并行,切换。
程序设计冷却时间494min ,可将分子筛降温至10℃(温度测点在出口管道),此时分子筛内还蓄存较多的热量(相对于4℃工艺气),若此时进行并行切换,合成气压缩机入口工艺气温度可从1℃上涨至6℃,压缩机有300r/min 波动,影响机组安全运行。
针对该现象,在分子筛程序运行到并行前,现场分3次开MOV1017(MOV1018)至12%,停程序4h ,利用工艺气给分子筛继续降温,将分子筛内多余的热量逐步带出,减少切换时工艺气波动过大。
采取该措施后,可有效将合成气压缩机波动控制在50r/min 内,保证机组运行稳定。
2.2 充压速率偏快分子筛程序运行到充压步骤时,工艺气通过入口大阀的旁路,由程序控制一定的比率给再生好的分子筛充压,前半程充压速率慢,后半程充压速率快。
分子筛纯化系统蒸汽加热器泄漏故障的探析及处理
王磊邵新中李明晖
宝钢集团八一钢铁有限公司能源中心,新疆乌鲁木齐830022
[摘要]简述了分子筛纯化系统蒸汽加热器发生泄漏的经过及产生泄漏的原因,并制定了详细的处理方案,从而避免了在冬季停运时蒸汽加热器泄漏事故的发生。
分子筛纯化系统;蒸汽加热器;泄漏
TB657.7B1006-6764(2012)03-0017-02
A nal ys i s and D i s posal of Leakage Faul t of St eam H eat er f or M ol ecul ar
Si eve Pur i f i cat i on Sys t em
W ANG Le i SH A O X i nzhong L I M i nghui
2011-11-21作者简介:王磊(1983-),男,2006年毕业于新疆农业大学机械设计制造及其自动化专业,助理工程师,现从事制氧设备维护管理工作。
氪氙精制流程中分子筛故障的分析与处理凌晨;葛志军【摘要】The product purity of Kr Xe depends on the production operation of molecular sieve.The paper mainly analyses the molecular sieve fault, including the structure of equipment, process operation etc.Analysis the fault reasons, and de-veloped the control measures.Finally, to realize the stable operation of the Kr Xe unit.%氪氙精制流程中分子筛系统的工作效率直接决定着产品的合格率。
针对稀有分子筛出现的一次故障从设备结构、工艺运行等方面对故障产生的原因、故障的查找以及今后的控制预防措施等方面进行了分析。
最终达到氪氙精制装置稳定运行的目的。
【期刊名称】《低温与特气》【年(卷),期】2015(000)004【总页数】3页(P49-51)【关键词】分子筛;阀门;分析;控制【作者】凌晨;葛志军【作者单位】首钢京唐钢铁联合有限责任公司,河北唐山曹妃甸063200;首钢京唐钢铁联合有限责任公司,河北唐山曹妃甸063200【正文语种】中文【中图分类】TQ1171 背景及问题大气中的氪氙含量是极低的,氪含量约为1×10-6,氙含量约为0.08 ×10-6。
稀有气体在低温气体分离装置内通过富集、净化、精馏步骤进行提取。
氪氙原料液由一级氪氙富集塔(T5111)初次富集,上塔底部的氪氙原料液进入一级氪氙富集塔(T5111)上部作为回流液,一氪塔底部全浸换热器(E5117)与进塔空气进行换热作为一氪塔上升蒸气,来自一级富集塔(T5111)底部的一次富集氪氙液贮存于粗氪氙液体产品贮罐(D5231)中。
分子筛纯化系统常见故障分析与处理2009-12-03酒泉钢铁(集团)有限公司(以下简称:酒钢)于2003年秋季开始筹建3套21000m3/h空分设备,现结合设备调试中分子筛纯化系统出现的几次故障,以及国内同行在日常工作和设备调试、安装中出现的同类故障,对分子筛纯化系统常见故障及其处理经验作一总结,供参考。
1 21000m3/h空分设备分子筛纯化系统简介酒钢21000m0/11空分设备分子筛纯化系统设计处理空气量150000m3/h,空气进口温度17℃,出口温度24℃,分子筛再生温度170℃,切换周期为4小时。
分子筛吸附器采用活性氧化铝和分子筛双层床结构,延长了分子筛的使用寿命,同时使床层阻力减少。
内装13X-APG条形分子筛22t,活性氧化铝11t。
每套空分设备配有630kW功率的电加热器3台,2用1备。
酒钢21000m3/h空分设备分子筛纯化系统流程如图1所示。
2分子筛纯化系统常见故障分析和处理2.1 操作不当使分子筛纯化系统发生故障2005年冬季,按照酒钢计划,1#21000m3/h空分设备配合生产主线进行停机检修。
空分设备停机后,进行疏通氧压机冷却器的工作。
其间,发现空压机放空阀法兰处大量渗水。
技术人员当时就意识到可能是空冷塔返水。
后来经过仔细检查,发现常温水泵的进出口阀门没有关严,系统冷却水通过水泵进入空冷塔,水位逐渐上升,进入空气管道后经放空阀法兰处渗出。
随后立即打开分子筛吸附器进口处排水阀V1262进行检查,没有水流出。
证明水没有进入分子筛纯化系统。
如果有水进入分子筛纯化系统,则必须进行处理后才能继续工作。
后来在空分设备正常运行时,两个分子筛吸附器的冷吹峰值分别为115℃和118℃,说明分子筛纯化系统运行正常。
酒钢空分设备曾发生过因操作不当导致水分进入分子筛纯化系统的故障。
3#6000m3/h空分设备临时停车,操作工关闭空冷塔进出口阀门后发现排水阀V1262处流出大量水。
检查发现,由于空冷塔回水阀V1164没有完全关闭,加之止回阀V1165存在故障,导致有压回水经回水管道进入空冷塔,最后水位上升,导致水进入分子筛纯化系统。
在开车过程中,用两个运行周期的时间将分子筛彻底加温,使其冷吹峰值达到85℃以上后,才投用分子筛纯化系统。
2006年7月13日,1#21000m3/h空分设备1#分子筛吸附器进入加热阶段,2#电加热器正常启动,温度上升至1700C,而3#电加热器由于故障未启动(1#电加热器备用),也无任何报警,操作工也未能及时发现,致使1#分子筛吸附器内分子筛再生不彻底,冷吹峰值未达标。
故障发生后,迅速采取相应措施:①缩短2#分子筛吸附器内分子筛的加热及冷吹时间,减少1#分子筛吸附器的运行时间;②提高电加热器出口温度,将原设计出口温度1700C提高到1900C,使2#分子筛吸附器内分子筛能够快速再生,尽早投入使用,缩短1#分子筛吸附器的运行时问;③启动冷冻机,降低空气出空冷塔温度,减少空气饱和水含量。
在操作过程中,严密监视分子筛吸附器进出口温差,通过温差判断分子筛纯化系统工作情况。
通过采取以上措施,1#分子筛吸附器使用一周期后,冷吹峰值达到1300C,出分子筛吸附器空气中二氧化碳含量为0.44×10-6没有增加,分子筛纯化系统压差无变化。
2007年6月25日,当班操作工发现2#分子筛吸附器无冷吹峰值,立即联系自动化技术人员对相关系统进行检查。
经过检查,确认温度等显示正常。
对V1212阀也进行了检查,发现本应处于打开状态的V1212阀此时却关闭。
按照正常运行程序,分子筛纯化系统各控制时序运行切换有两个条件:①设定时间到位;②阀门动作到位。
只有以上两个条件同时满足,程序才能继续运行切换到下一个过程,否则程序将自动暂停并开始报警。
从现场情况分析,程序一直能自动运行。
由此判断,在分子筛纯化系统控制时序到达加热状态时,V1212阀正常打开,程序继续运行。
但在后来的过程中,V1212阀的控制系统出现故障,导致阀门关闭,致使2#分子筛吸附器内分子筛未能正常活化再生。
随即要求自动化技术人员立即对V1212阀控制系统进行处理;并且安排空分设备临时停车,对分子筛进行活化后再投入使用。
2.2空冷塔就地液位计冬天冻堵导致分子筛吸附器进水这种故障往往发生在空分设备试车过程中。
冬季试车时,中国西北地区的室外温度一般在-20℃左右,凌晨最低气温可达到-300C左右,这对空分设备空气预冷系统以及室外仪控设备的运行是严峻考验。
按照设计惯例,为适应北方的气候条件,一般将空气预冷系统的空冷塔、水冷塔和水泵等放置在室内,并采取保温措施。
某公司在冬季进行空分设备试车时,由于没有考虑到外界环境低温对设备运行的不利影响,对可能导致的后果考虑不足,采取的保温措施不得当,致使空冷塔就地液位计冻堵,同时造成中控室DCS控制系统无法正常显示空冷塔液位。
试车人员对由此可能造成故障的严重性估计不足,未采取有效防范措施,致使空冷塔液位无法正常控制,液位上升到空气入口处,汽液互相掺混,空冷塔顶部汽液分离器无法将全部液体分离,致使空气夹带大量水气进入分子筛纯化系统,发生分子筛吸附器进水故障。
故障发生后,先恢复被冻堵的液位计以及取样管,并逐一检查了其他水系统测量以及控制系统一次取样点,采取了保温措施,然后对分子筛纯化系统进行了加温处理。
之后空分设备恢复正常运行。
2.3 空气压力波动造成分子筛纯化系统进水某公司在空分设备吹扫和试车过程中,发生了两起分子筛纯化系统进水故障,在分子筛纯化系统空气进口的疏水阀处有大量水喷出。
经过分析,发现是由于空分系统操作压力变化的幅度过大,(1.)在设备冷却过程中气流分配不合理,对管道吹除阀操作过快、过急,使空气预冷系统压力大幅度波动,空气流夹带大量水流向分子筛纯化系统。
(2).加之在吹扫作业中不断调整分子筛纯化系统的出口阀开度,导致空压机后和空气预冷系统压力变化幅度大,而且未及时监视和控制空气预冷系统空气压力,使冷却水窜入分子筛纯化系统。
(3).同时,试车过程中空气预冷系统停车联锁未投入运行,空分设备不能在出现异常情况时自动联锁停车也是故障发生的原因之一。
故障发生后,将电加热器出口温度设定值由180℃提高到220℃,并延长分子筛吸附器的加温和冷吹时间。
调整后空分设备恢复正常运行。
2.4分子筛床层不平整导致冷吹温度峰值不正常在其他制氧企业曾经出现过这样的故障:在浏览分子筛吸附器温度曲线的趋势图时,发现正常的冷吹温度峰值在100℃左右,而近期冷吹温度峰值出现了两个,分别为73℃和75℃。
也就是说,在冷吹曲线上出现了两个峰值,但都很低。
另外,冷吹温度曲线的形状也有些“发胖”。
正常情况以及异常情况下,分子筛吸附器再生阶段出口温度曲线由图2、3所示查看历史趋势中的操作信息记录,发现有一条记录是2#分子筛吸附器入口阀V1202打开后又关闭、紧接着2#分子筛吸附器再生排放阀又打开的异常操作。
针对分子筛吸附器冷吹温度曲线有两个峰值现象,在理论上作了分析:一个平整的分子筛床层,任何一个截面的温度梯度不会有太大的变化,冷吹温度曲线应该比较规则。
当分子筛床层厚薄不均匀时,较薄处由于分子筛对再生气阻力较小,流过的气量就多,分子筛温度变化比较大;而较厚处的情况正好相反。
这样,在该水平表面的各处温度不能同时到达峰值。
吸附层表现为一个曲面,而正常的吸附层应该是一个分层吸附的平面。
因此,冷吹温度曲线就会根据分子筛床层的厚薄而出现多个值。
空分设备临时停车,打开2#分子筛吸附器人孔,发现分子筛床层表面中间有一个直径300~400mm的坑,坑周边分子筛比其他各处厚,坑的中心小部分分子筛已成碎末。
检修人员把粉状分子筛取出后,将坑扒平并封好人孔。
分子筛纯化系统重新投用后冷吹温度峰值正常。
2.5冷却水系统药剂投加失误造成分子筛纯化系统进水空分设备冷却水系统一般采用闭路循环。
为了保证水质指标稳定,需要定期分析水质,同时根据需要投放杀菌灭藻剂、缓蚀阻垢剂及其他药剂。
2006年2月,某公司因为冷却水系统加药时没有按照规程执行,导致空分设备停车事故,氧气供应中断121小时22分钟,影响了公司正常的生产组织和主要产品产量完成计划,致使2月全公司铁、钢、材产量全面欠产,经济损失十分严重。
故障发生当天,操作人员向循环水水池投加杀菌灭藻剂。
但没有按规定向上级汇报,也没有通知空分设备主控室。
更为严重的是,规程规定1#、2#、3#吸水井一共投加10桶药剂,但操作人员没按秘序先加入消泡剂,而且错误地理解为每个吸水井投加10桶,于是将28桶杀菌灭藻剂一次全部加入循环水1#、2#吸水井。
其后空分设备主控室发现分子筛吸附器压差上升并报警,氧压机、氮压机联锁停车。
空分设备停车后,由于制氧岗位人员还不知道冷却水系统发生了严重的违章操作,只是对主体设备进行了检查。
在没有将停机原因彻底查清的情况下,就将空压机升压并送气。
之后计算机再次报警,分子筛吸附器压差变大。
再次查找原因,才发现是循环水水质恶化导致分子筛吸附器进水所致。
(1).一次性将大剂量的杀菌灭藻剂投入到水中,杀菌灭藻剂和冷却水产生强烈的水解反应,在未及时投入消泡剂的情况下,其中的水解物与表面活性剂形成大量泡沫。
泡沫随冷却水进入空冷塔中,在空冷塔内堆积到一定程度后,随空气进入分子筛纯化系统,使分子筛失去吸附能力。
而且,(2).在第一次分子筛吸附器压差上升报警后,岗位操作工没有引起重视,仅依据计算机显示数据判断,认为是压差仪表误动作,在没有彻底查清原因前就二次开机,致使事态进一步恶化。
在分析故障原因后立即采取了以下措施,仍然没有效果:①关小空压机进口导叶,以减少空气量,空压机机后保压至0.5MPa;②用未带水的分子筛吸附器活化后的空气,对带水的分子筛吸附器内的分子筛进行活化再生;③加大水池新水补人量,降低循环水中药剂浓度,同时向水池中投加消泡剂,以消除泡沫。
采取上述措施后,活化处理仍然无效,空分设备被迫停车。
紧急更换了全部受损分子筛,并提前对空分设备进行检修,才彻底解决了问题。
3结束语分子筛纯化系统在空分设备中起到除净碳氢化合物、二氧化碳和水分等杂质的作用,若发生故障,必将对空分设备的安全运行造成很大的威胁。
因此,平时操作应按操作规程进行,密切注意其各个运行参数的变化。
一旦运行参数发生变化,要尽快找出原因并及时处理,以便将其对整套空分设备正常运行的影响减到最小。