雾化法制取金属及合金粉末技术专题
- 格式:pdf
- 大小:2.61 MB
- 文档页数:13
制备金属粉末的方法
制备金属粉末的方法主要有以下几种:
1. 机械研磨法:将金属块通过球磨机、环磨机等设备进行研磨,使其破碎成粉末。
2. 化学还原法:通过将金属盐溶液与还原剂反应,使金属离子还原为金属粉末。
3. 电解法:将金属盐溶液用作电解质,通过电解反应将金属离子还原为金属粉末。
4. 车削法:使用机床将金属块切削成细小的金属粉末。
5. 雾化法:将金属块加热至熔点,然后通过高速气流将熔融金属喷雾,使其迅速冷却成粉末。
这些方法根据金属的性质和需求的粉末质量可选择不同的方法进行制备。
金属雾化制粉炉简介1、原理与用途ZGF型雾化制粉炉是用快速凝固的方法制取金属粉末的专用设备。
其工作原理是先把金属用感应加热的方法熔化,然后将熔融的金属高压惰性气流喷成雾珠。
雾珠冷凝后即成了细小的颗粒(粉末)。
根据高速气流速度和压力的不同可生产出不同直径的细粉或超细粉。
这是一种新工艺,新设备,它可以制造高纯金属粉末,也可以生产任意配比的合金粉末及复合材料,这些产品是粉末冶金和化工行业不可缺少的重要原材料。
广泛应用于航空、航天、国防、军工及科研和其它工业生产中。
2、型号和主要技术参数:2.1型号示意2.2主要技术数据:2.2.1 感应熔炼炉容量100kg(钢)2.2.2 额定熔炼功率160KW2.2.3 熔炼电源频率1000Hz2.2.4 工作、温度200~1800℃2.2.5 保温炉功率10KW2.2.6 保温电源频率50Hz(三相)2.2.7 保温炉温度200~1300℃2.2.8 保温炉容量10Kg(钢)2.2.9 系统真空度6.67×10-1Pa2.2.10 压升率0.07Pa/min3、结构特点:本设备由熔炼保温室、雾化室、充气系统、旋风除尘器、收粉罐、真空系统、充气系统、水冷系统、液压系统、电源及电控系统、工作平台等组成。
本设备为立式高架结构,地面布置有充气系统,真空机组和收粉罐。
本设备结构紧凑,造型美观,使用方便,便于维修,具有良好的通用性和互换性。
3.1熔炼保温室:设有炉盖,炉盖升降机构、捣料机构、视察机构、测温机构、加料机构。
可在真空状态下进行测温和加料,炉盖上的观察窗可观察炉内的熔炼及浇铸情况,炉盖的升降是液压驱动的。
熔炼金属是利用室内的中频感应线圈实现的。
炉体上的水冷同轴电极(转轴)是动态密封结构,它在真空状态下将水和电输送给感应线圈并利用炉外的油缸和齿轮齿条实现倾转浇铸。
室内的保温炉(即中间包,也叫保温漏斗)是电阻加热炉,其下设有雾化喷咀。
喷咀的进气管道,电阻炉的进电从炉体侧面引入。
金属粉末制备方法分类及其基本原理摘要简要介绍了金属粉末的制备方法。
由机械法和物理化学法两大类方向具体介绍。
同时简述了各种金属粉末制备方法的基本原理。
关键词金属粉末;制备;分类;原理1 引言:金属及其化合物的粉末制备目前已发展了很多方法,对于这些方法的分类也有若干种。
根据原料的状态可分为固体法、液体法和气体法;根据反应物的状态可分为湿法和干法;根据生产原理可分为物理化学法和机械法。
一般来说在物理化学方法中最重要的方法为还原法、还原-化合法和电解法;在机械法中最主要的方法则是雾化法和机械粉碎法。
金属粉末的生产方法的选择取决于原材料、粉末类型、粉末材料的性能要求和粉末的生产效率等。
随着粉末冶金产品的应用越来越广泛,对粉末颗粒的尺寸形状和性能的要求越来越高,因此粉末制备技术也在不断地发展和创新,以适应颗粒尺寸和性能的要求。
2 金属粉末的制备方法:2.1 物理化学法:2.1.1 还原法:金属氧化物及盐类的还原法是一种应用最广泛的粉末制备方法。
可以采用固体碳还原铁粉和钨粉,用氢或分解氨制取钨、钼、铁、铜、钴、镍等粉末;用转化天然气和煤气可以制取铁粉等,用纳、钙、镁等金属作还原剂可以制取钽、铌、钛、锆、钍、铀等稀有金属粉末。
金属氧化物及盐类的还原法基本原理为,所使用的还原剂对氧的亲和力比氧化物和所用盐类中相应金属对氧的亲和力大,因而能够夺取金属氧化物或盐类中的氧而使金属被还原出来。
由于不同的金属元素对氧的作用情况不同,因此生成氧化物的稳定性也不大一样。
可以用氧化反应过程中的△G的大小来表征氧化物的稳定程度。
如反应过程中的△G值越小,则表示其氧化物的稳定性就越高,即其对氧的亲和力越大。
其优点是操作简单,工艺参数易于控制,生产效率高,成本较低,适合工业化生产;缺点是只适用于易与氢气反应、吸氢后变脆易破碎的金属材料。
2.1.2 金属热还原和还原化合法:金属热还原是,被还原的原料可以是固态的、气态的,也可以是熔盐。
后二者相应的又具有气相还原和液相沉淀的特点。
等离子气雾化技术与其他钛粉制备技术生产钛细粉对比June 2015概述1.公司简介和使命2.AP&C等离子雾化工艺3.等离子雾化与主要竞争工艺生产细钛粉比较4. 总结2钛粉生产:开始于2004年目前产能:150 吨/年 (到年底200多吨)销售区域:20多个国家其中在增材制造领域的销售百分比约为75%工厂: 3,000平方米(加拿大蒙特利尔)专利:等离子工艺/材料认证: AS 9100 C 和 ISO 9001:2008中国经销商:天齐34•为粉末冶金市场上各种不同的增材制造技术(EBM, DLSM, SLM, LD )以及金属注射成型、热等静压和喷涂等技术提供高品质钛粉和其他高熔点金属粉末。
•成为市场质量参照航空航天领域方面的应用要求钛粉具有最好的品质。
•提供卓越的客户导向服务快速服务,强大的技术支持,透明的解决方案。
4APC 使命等离子雾化工艺(简称PA )5 AP&C 公司等离子雾化专利工艺产品特点•高纯度 (极好的自由熔化,氧含量在Ti-6Al-4V 低至700ppm) •高球形 (良好的松装密度) •高流动性 (卫星球很少) •细粉空心球率极低 •十分稳定和一致的工艺 •细粉收率高等离子雾化技术结合了气雾化和旋转电极技术的优点等离子雾化:材料6标准产品•TC4 (5级和23级) •纯钛•镍基高温合金718定制合金•镍合金 (625, 镍-钛, …)•Ti-5Al-5V-5Mo-3Cr •Ti-6Al-2Sn-4Zr-2Mo-0.08Si •其他定制合金包括铌、锆合金良好的适应于高熔点活性金属7等离子雾化粉末高球形度、卫星球少、优异的流动性和密度AP&C Ti-6Al-4VTL-6AL-4V 的流动性和密度尺寸分布霍尔流量计 (s for 50 g) 卡尼流量计(s for 50 g)表观密度 (g/cm3) 松装密度 (g/cm3) 0-45 µm NA NA NA3.02 (68.2%)15-45 µm 28 5 2.46 (55.5%) 2.78 (62.8%) 45-106 µm 23 4 2.55 (57.6%) 2.84 (64.1%) 45-150 µm 23 4 2.62 (59.1%) 2.94 (66.4%) 45-250 µm 23 4 2.67 (60.3%) 2.98 (67.3%) 0-250 µm3152.94 (66.4%)3.36 (75.8%)8流动性取决于颗粒形状、粒度分布、表面能(静电)和湿度。
金属3D打印机火了之后,金属3D打印粉末材料也跟着开始火了,而3D打印金属粉末市场将保持高增长的态势,目前国内外3D打印金属粉末的制备工艺——气雾化技术的最新进展,广东银纳科技有限公司对3D打印金属粉末制备技术的现状进行分析,提出一些意见。
3D打印技术是一种新型的打印技术,其突出优点在于无需机械加工或任何模具,就能直接从计算机图形数据中生成任何形状的零件,从而极大地缩短产品的研制周期,提高生产率和降低生产成本。
3D打印金属粉末作为金属零件3D打印最重要的原材料,其制备方法备受人们关注,3D打印金属粉末作为金属零件3D打印产业链最重要的一环,也是最大的价值所在。
在“2013年世界3D打印技术产业大会”上,世界3D打印行业的权威专家对3D打印金属粉末给予明确定义,即指尺寸小于1mm的金属颗粒群。
包括单一金属粉末、合金粉末以及具有金属性质的某些难熔化合物粉末。
目前,3D打印金属粉末材料包括钴铬合金、不锈钢、工业钢、青铜合金、钛合金和镍铝合金等。
但是3D打印金属粉末除需具备良好的可塑性外,还必须满足粉末粒径细小、粒度分布较窄、球形度高、流动性好和松装密度高等要求。
为了进一步证明3D打印金属粉末对产品的影响。
采用选择性激光烧结法(SLS法)打印两种不同的不锈钢粉末,发现制备出的产品存在明显差异。
德国某厂家的不锈钢粉末打印样品表面光泽、收缩率小、不易变形、力学性能稳定。
而国内某厂家的不锈钢粉末的打印样品则远远不及前者。
为此,对两种不同的不锈钢粉末进行的微观形貌分析。
金属粉末的制备工艺目前,粉末制备方法按照制备工艺主要可分为:还原法、电解法、羰基分解法、研磨法、雾化法等。
其中,以还原法、电解法和雾化法生产的粉末作为原料应用到粉末冶金工业的较为普遍。
但电解法和还原法仅限于单质金属粉末的生产,而对于合金粉末这些方法均不适用。
雾化法可以进行合金粉末的生产,同时现代雾化工艺对粉末的形状也能够做出控制,不断发展的雾化腔结构大幅提高了雾化效率,这使得雾化法逐渐发展成为主要的粉末生产方法。
P/M 题库填空题1.工业上三大制粉方法分别是:雾化法、还原法、电解法。
2.粉末制备的唯一性提现在:用特殊方法才能制备获得特定性能的粉末。
3.金属氧化物还原法是应用最广的制取金属粉末的方法。
4.氧化物的ΔG-T图是以含1mol 氧的金属氧化物的生成反应的ΔG作直线而绘制成的。
5.ΔG-T关系线在相变温度处发生明显的转折。
6.金属氧化物还原,最常见的还原反应类型是:气-固多相反应。
7.低温时反应过程由化学反应环节控制,高温时由扩散环节控制。
8.化学反应动力学一般分为均相反应动力学和多相反应动力学。
9.1atm的气压下,大于685°C Fe稳定存在;位于650°C-685°C FeO 稳定存在;小于650°C Fe3O4稳定存在。
10.氧化钨存在的四种稳定形式:WO3、WO2.92、WO2.72、WO2。
11.H2还原氧化钨中W粉的长大机制为挥发—沉积。
12.电解法制粉的两种基本方法为:熔盐电解和水溶液电解。
13.电解法制备粉末,粉末的最大的特点为:结晶粉末的形状一般为树枝状。
14.影响二流雾化法的因素有:金属液体、雾化介质、装置设计。
15.粉末的化学成分主要指主要金属的含量、杂质的种类和含量。
16.粉末的物理性能包括:颗粒的形状与结构、颗粒的粒度与分布、颗粒的硬度、密度、电热光学性能、熔点、比表面积。
17.以下制粉方法分别对应何种形状粉末,雾化法:球形粉末还原法:多孔粉末电解法:树枝状粉末研磨法:片状粉末。
18.粉末体中的孔隙包括颗粒内孔隙和颗粒间孔隙。
19.以下粒径基准分布对应何种测量方法,几何学粒径:显微镜法、当量径:重力沉降光透法、比表面积径:气体透过法、光透径:激光衍射法。
20.100目的粉末的粒度为:150微米。
21.粉末体中的孔隙包括一次孔隙、二次孔隙、拱桥效应孔隙。
22.影响压制过程中粉末位移的因素有:颗粒的显微硬度、润滑条件、粉末颗粒之间的摩擦、粉末形状、粉末体间可填充的体积、颗粒表面粗糙度23.颗粒变形的三种主要形式为:塑性变形、脆性断裂、弹性变形24.实际粉末位移变形的复杂性体现在:不同粉末的位移,变形规律不同、位移与变形总是同时发生、模压成形不能得到完全致密压坯25.压制时的总压力可以分为:净压力和压力损失26.减小模具的压力损失可以:添加润滑剂、提高模具硬度和光洁度、改善工艺技术采用双面压制。

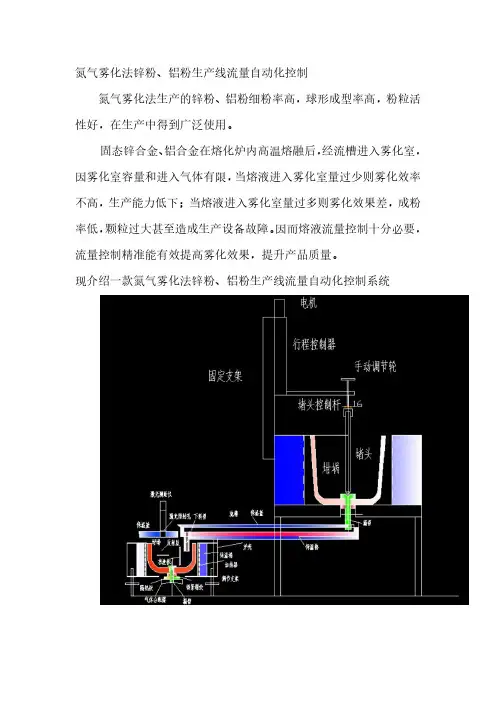
氮气雾化法锌粉、铝粉生产线流量自动化控制氮气雾化法生产的锌粉、铝粉细粉率高,球形成型率高,粉粒活性好,在生产中得到广泛使用。
固态锌合金、铝合金在熔化炉内高温熔融后,经流槽进入雾化室,因雾化室容量和进入气体有限,当熔液进入雾化室量过少则雾化效率不高,生产能力低下;当熔液进入雾化室量过多则雾化效果差,成粉率低,颗粒过大甚至造成生产设备故障。
因而熔液流量控制十分必要,流量控制精准能有效提高雾化效果,提升产品质量。
现介绍一款氮气雾化法锌粉、铝粉生产线流量自动化控制系统基本原理:激光测距仪实时监控漏包中的锌、铝液位置高度,将实际液位反馈到PLC控制器,PLC根据反馈信号实时给电机信号,以推动行程控制器上的堵头控制杆前进后退。
堵头控制杆与堵头连接,从而堵头在PLC的控制下实时工作,以实现调整锌、铝液流量目的。
(一)自动控流系统由执行性单元、反馈单元、控制单元三部分组成1.执行单元行程控制器、堵头控制杆、堵头、流槽、下料管等组成。
行程控制器使用直线导轨、高精密丝杆,步进电机等组成,进退速度可调,最小精度为0.02mm,实时调节堵头。
堵头与中间包上漏料管的间隙决定锌液漏下速度。
执行元件根据PLC指令不断调节,满足不同需求。
2.反馈单元含激光测距仪、稳流箱(漏包)等组成3.控制单元含PLC、触摸屏、继电器、控制电源、接触器、开关等组成。
控制基本操作手动状态下根据实际情况调整好后,将手动状态转换到自动状态,按液位按钮,再按自动启动,自动运行指示灯亮后,系统即进入自动运行状态。
堵头根据液面检测情况实时工作。
一、具有以下优点1、严格控制锌/铝液填充速度,提高产品雾化效率2、实现熔炉到雾化机之间输送的锌液控制在层流状态,保持液面稳定,减少氧化,提升锌/铝液质量3、运行中实行自动化,现场人员可以远离危险区域,提高安全性4、减少人力需求,降低人为损失5、显著提高生产效率和质量,显著提升用户经济效益二、主要功能1、自动控制保温炉到雾化室的锌、铝液流速,保持锌、铝液液面稳定,实现长期稳定锌、铝液流速2、自动监测锌、铝液温度,实时自动控制加温3、监测流槽锌、铝液液面高度,减少断流,提高结晶均匀度,改善产品质量4、实现锌、铝液温度控制在需要的范围内,降低成本三、使用行业:适合铝板,铝杆连铸连扎行业;铝锭,铝棒半连续铸造行业;锌粉、铝粉行业。
粉末冶⾦期末复习题-155P/M 题库填空题1.⼯业上三⼤制粉⽅法分别是:雾化法、还原法、电解法。
2.粉末制备的唯⼀性提现在:⽤特殊⽅法才能制备获得特定性能的粉末。
3.⾦属氧化物还原法是应⽤最⼴的制取⾦属粉末的⽅法。
4.氧化物的ΔG-T图是以含1mol 氧的⾦属氧化物的⽣成反应的ΔG作直线⽽绘制成的。
5.ΔG-T关系线在相变温度处发⽣明显的转折。
6.⾦属氧化物还原,最常见的还原反应类型是:⽓-固多相反应。
7.低温时反应过程由化学反应环节控制,⾼温时由扩散环节控制。
8.化学反应动⼒学⼀般分为均相反应动⼒学和多相反应动⼒学。
9.1atm的⽓压下,⼤于685°C Fe稳定存在;位于650°C-685°C FeO 稳定存在;⼩于650°C Fe3O4稳定存在。
10.氧化钨存在的四种稳定形式:WO3、WO2.92、WO2.72、WO2。
11.H2还原氧化钨中W粉的长⼤机制为挥发—沉积。
12.电解法制粉的两种基本⽅法为:熔盐电解和⽔溶液电解。
13.电解法制备粉末,粉末的最⼤的特点为:结晶粉末的形状⼀般为树枝状。
14.影响⼆流雾化法的因素有:⾦属液体、雾化介质、装置设计。
15.粉末的化学成分主要指主要⾦属的含量、杂质的种类和含量。
16.粉末的物理性能包括:颗粒的形状与结构、颗粒的粒度与分布、颗粒的硬度、密度、电热光学性能、熔点、⽐表⾯积。
17.以下制粉⽅法分别对应何种形状粉末,雾化法:球形粉末还原法:多孔粉末电解法:树枝状粉末研磨法:⽚状粉末。
18.粉末体中的孔隙包括颗粒内孔隙和颗粒间孔隙。
19.以下粒径基准分布对应何种测量⽅法,⼏何学粒径:显微镜法、当量径:重⼒沉降光透法、⽐表⾯积径:⽓体透过法、光透径:激光衍射法。
20.100⽬的粉末的粒度为:150微⽶。
21.粉末体中的孔隙包括⼀次孔隙、⼆次孔隙、拱桥效应孔隙。
22.影响压制过程中粉末位移的因素有:颗粒的显微硬度、润滑条件、粉末颗粒之间的摩擦、粉末形状、粉末体间可填充的体积、颗粒表⾯粗糙度23.颗粒变形的三种主要形式为:塑性变形、脆性断裂、弹性变形24.实际粉末位移变形的复杂性体现在:不同粉末的位移,变形规律不同、位移与变形总是同时发⽣、模压成形不能得到完全致密压坯25.压制时的总压⼒可以分为:净压⼒和压⼒损失26.减⼩模具的压⼒损失可以:添加润滑剂、提⾼模具硬度和光洁度、改善⼯艺技术采⽤双⾯压制。
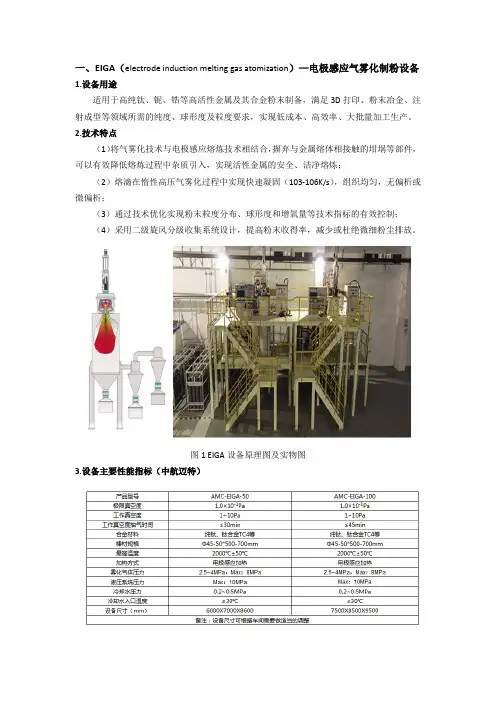
一、EIGA(electrode induction melting gas atomization)—电极感应气雾化制粉设备1.设备用途适用于高纯钛、铌、锆等高活性金属及其合金粉末制备,满足3D打印、粉末冶金、注射成型等领域所需的纯度、球形度及粒度要求,实现低成本、高效率、大批量加工生产。
2.技术特点(1)将气雾化技术与电极感应熔炼技术相结合,摒弃与金属熔体相接触的坩埚等部件,可以有效降低熔炼过程中杂质引入,实现活性金属的安全、洁净熔炼;(2)熔滴在惰性高压气雾化过程中实现快速凝固(103-106K/s),组织均匀,无偏析或微偏析;(3)通过技术优化实现粉末粒度分布、球形度和增氧量等技术指标的有效控制;(4)采用二级旋风分级收集系统设计,提高粉末收得率,减少或杜绝微细粉尘排放。
图1 EIGA设备原理图及实物图3.设备主要性能指标(中航迈特)二、VIGA(vacuum induction melting gas atomization)—真空感应气雾化制粉炉1.设备用途广泛应用非真空或真空高纯环境下金属粉体雾化合成,适用于各种非活性金属粉末,涉及镍钴基高温合金、铝合金、不锈钢、模具钢、非晶合金等金属材料及复合材料的制备。
2.工作原理采用坩埚熔炼合金材料,合金液经中间包底部导管流至雾化喷嘴处,被超音速气体冲击破碎,雾化成微米级尺度的细小熔滴,熔滴球化并凝固成粉末。
图2 VIGA设备原理图及实物图3.设备技术特点(1)采用陶瓷或石墨坩埚中频感应加热熔炼合金材料,通过精炼及纯净导流技术有效提纯;(2)采用超音速紧耦合气雾化喷嘴技术,可实现多种合金材料微细粉体的制备;(3)采用二级旋风分级收集系统设计,提高细粉收得率,减少或杜绝微细粉尘排放。
4.主要技术指标(中航迈特)。
制取锌粉的方法粉末状的金属锌是深灰色的,可作颜料,遮盖力极强。
具有很好的防锈及耐大气侵蚀的作用。
常用以制造防锈漆、强还原剂等。
通常从金属锌物料中制取粉末状金属锌,在涂料工业中,金属锌除了具有着色力和遮盖力外,又是涂料中的防腐剂和发光剂;下面为您介绍金属锌粉的制取。
制取锌粉所用物料有锌锭、析出锌和其他含金属锌物料。
金属锌粉由于具有较负的标准电极电位,及较大的比表面积和化学活性,常用作冶金和化工中的置换剂。
许多湿法炼锌厂都附设有锌粉制取车间,用以生产自用锌粉。
锌粉也用作涂料和医药的原料。
常用的锌粉制取方法有空气雾化法和水力雾化法。
空气雾化法制取锌粉是先将锌锭、电解析出的锌或处理铸锌浮渣所得锌粒在电炉或火焰炉中熔化。
熔化后的锌液流入一保温的石墨容器中,保持温度约823K。
石墨容器底部开有2-3mm的孔,锌液在恒压下呈细流状流出,在距锌细流垂直方向120-150mm处安置的喷嘴,以0.49-0.59MPa的压缩空气喷吹,锌液细流便雾化成锌粉,然后用袋式收尘器收集,过筛分级即可。
虹吸吹锌粉法是改进了的空气雾化法,锌液借特制喷嘴从直径10mm的石英虹吸管中吸出并强行雾化冷凝为锌粉。
虹吸吹锌粉法的生产能力较空气雾化法高一倍,风量消耗减少一半,锌粉质量也有所提高。
水力雾化法制取锌粉是使熔融锌经石墨容器的底部孔流入高压(19.6MPa)的雾化水流中而被粉化的过程。
雾化器由多个喷头组成,锌液流量为60kg/min,水与锌的容积流量比为4/1。
锌粉浆经分级后,以浆状用作置换剂。
经测试表明:空气雾化锌粉的颗粒为光滑的球形;而水力雾化锌粉的表面则粗糙不平,这种锌粉的表面积为与其平均粒径相当的空气雾化锌粉表面积的两倍。
由于水力雾化锌粉的表面积大,再加上无氧化膜,活性较大,因而用作硫酸锌溶液置换除钻(见硫酸锌溶液净化)时的耗用量较空气雾化锌粉少30%。