用激光跟踪仪标定并联机床的理论探讨
- 格式:pdf
- 大小:219.27 KB
- 文档页数:3

基于激光跟踪仪的机器人误差测量系统标定摘要:机器人视觉被认为是机器人最重要的感知能力。
机器人视觉不仅具有视觉测量技术的优点,而且具有机器人运动范围大、柔性等特点,但其本体绝对定位精度低,使得机器人视觉测量系统的测量精度达不到要求。
为了测量出工业串联机器人的空间定位误差,根据工业机器人定位误差测量系统的特点,采用基于距离约束的方法实现了6自由度串联机器人Tool0坐标系与测量靶标坐标系之间的位置矩阵(机械手中心坐标系)的自动化标定过程,同时分步实现了机器人基坐标系与测量设备基坐标系之间的位姿矩阵(基坐标系)自动化标定过程;建立了基于激光跟踪仪的工业串联机器人空间定位误差测量系统,并根据测量数据具体标定出了涉及到的各个坐标系,验证了算法的有效性,为工业串联机器人空间定位误差的测量打下了基础。
关键词:基于激光跟踪仪;机器人;误差测量;系统标定前言一般工业机器人重复定位精度很高,但空间绝对定位精度很差。
为了提高机器人的性能及拓展工业机器人的应用范围,需要对机器人运动学模型的参数进行标定来降低它的绝对定位误差。
机器人标定一般分 4 个步骤进行:建模、测量、辨识与补偿。
为了测量出机器人在其工作空间内的各个测量点的定位误差,需要对测量靶标中心在机器人末端的位置(机械手中心坐标系)及机器人基坐标系与测量设备坐标系之间的转换矩阵(基坐标系)进行标定,以将直接从机器人中获取的末端法兰盘中心测量数据与测量设备测得的靶标中心的数据统一到一个坐标系下。
因此在工业机器人空间定位误差测量过程中涉及到串联机器人空间的位姿(位置及姿态)和基坐标系标定的问题。
1、工业机器人定位误差测量系统描述如图1所示,工业串联机器人空间定位误差测量系统由测量设备、测量靶标及工业机器人组成。
图1图中P表示待测量的靶标中心,Base为机器人基坐标系,Tool0为机器人法兰盘坐标系,Measure为测量设备坐标系。
在此工业机器人定位误差测量系统中,测量设备可以直接测量出靶标中心P在Measure坐标系下的坐标,同时机器人本身也可以作为测量装置获得被机器人抓着的靶标中心P在机器人Base坐标系下的坐标,两者进行坐标变换便可以统一到同一个坐标系下,进而进行比较获得工业机器人在其工作空间内各个测量点的位置误差。

利用leica激光跟踪仪对工业机器人现场标定的方法
利用Leica激光跟踪仪对工业机器人现场标定的方法如下:
1. 准备工作:安装好Leica激光跟踪仪,并确保其与工业机器
人的工作范围相符合。
同时,确保机器人末端工具与激光探测器末端工具夹具接口量具的安装正确。
2. 连接与校准:将激光跟踪仪与计算机或控制器连接,确保两者能够正常通讯。
接下来,校准激光跟踪仪,以确保其测量准确性。
3. 机器人末端安装:将激光探测器安装在工业机器人的末端工具上,并确保其位置和姿态与机器人末端工具的实际位置一致。
4. 数据采集:使用Leica激光跟踪仪,按照指定的路径和位置,开始采集机器人末端工具的位置和姿态数据。
5. 数据处理:将采集到的数据导入计算机或控制器,并通过相应的软件进行处理和计算。
这些软件通常会使用标定算法来计算机器人末端工具和激光探测器之间的变换矩阵。
6. 标定结果验证:将计算得到的变换矩阵应用于机器人的运动控制中,然后进行标定结果的验证。
可以通过将机器人末端工具移动到一系列已知位置,并检查其与实际位置之间的误差来验证标定的准确性。
7. 调整和重复:根据验证结果,进行必要的调整和重复上述步骤,直到达到满意的标定效果。
以上是利用Leica激光跟踪仪对工业机器人现场标定的一般方法。
具体操作步骤可能会根据激光跟踪仪和机器人的型号以及使用的软件而有所不同。
因此,在进行标定之前,建议参考相应的设备和软件使用手册,以确保正确操作。

关于激光追踪仪在动车组车下平面度检测的探讨本文介绍了激光追踪仪的基本结构与工作测量原理,对影响激光追踪仪测距和精度进行分析,探讨激光追踪仪能否满足动车组车体及车下设备件平面度檢测的要求,对动车组车体及车下设备件的平面度检测,提供了解决方案。
标签:激光追踪仪;高速动车组;平面度;三维坐标系1绪论近年来,中国高速动车组技术取得了巨大进步。
一列动车组通常一天的行驶里程高达上千公里,动车组长时间在复杂多变的环境中运行,对动车组的车体及设备件的装配精度要求较高,其中平面度误差是动车组车下设备安装的重要指标之一,牵引变压器、牵引变流器、空调、辅助电源等车下设备安装座平面度要求均在1.5mm之内,单座平面度不超过0.5mm。
本文对激光追踪仪的测量原理、影响精度进行分析,并提出了激光追踪仪的相关技术要求,研究使用激光追踪仪测量平面度的准确度,是否能够满足动车组车下设备件安装时平面度的实际要求。
2激光追踪仪的基本结构激光追踪仪是一种可以进行空间大尺寸测量的现代化仪器,具有高精度性,通过一套精密系统,将激光测距技术、光电探测技术融合在一起,运用现代控制理论、数值计算等技术实现对精密系统的控制和计算,能够获得目标运动的坐标、轨迹,对其运动参数进行控制计算,实现对目标的实时跟踪。
激光跟踪仪由以下部件组成:主机、目标反射镜(SMR)、控制器、计算机及测量附件等组成。
其中主机包括相对干涉距离测量装置(IFM)、绝对距离测量装置(ADM)、水平角度编码器和垂直角度编码器。
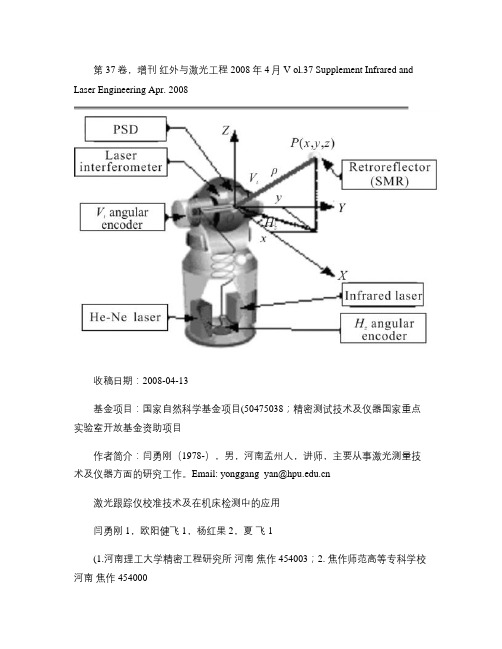
3激光追踪仪的测量原理激光跟踪仪是基于对目标反射镜(SMR)的跟踪测量,由相对干涉距离测量装置(IFM)和绝对距离测量装置(ADM)获取目标点距离r,由水平角度编码器和垂直角度编码器获取目标点的水平角α和垂直角β,并以主机为原点,建立一个空间三维直角坐标系。
通过软件的计算,可以根据需要将这些参数转换到其他三维坐标系中。
激光跟踪仪的测量原理:X=rsinβcos αY=rsinβsin αZ=rcos β由上述公式即可计算出一个点在仪器坐标系下的空间三维直角坐标。
第37卷,增刊红外与激光工程 2008年4月 V ol.37 Supplement Infrared and Laser Engineering Apr. 2008收稿日期:2008-04-13基金项目:国家自然科学基金项目(50475038;精密测试技术及仪器国家重点实验室开放基金资助项目作者简介:闫勇刚(1978-),男,河南孟州人,讲师,主要从事激光测量技术及仪器方面的研究工作。
Email: yonggang_yan@激光跟踪仪校准技术及在机床检测中的应用闫勇刚1,欧阳健飞 1,杨红果2,夏飞1(1.河南理工大学精密工程研究所河南焦作 454003;2. 焦作师范高等专科学校河南焦作 454000摘要:讨论了激光跟踪仪的校准技术,分析了测量误差来源及误差对跟踪仪产生的影响,并利用三坐标测量机对激光跟踪仪进行了校准。
结合生产需要,利用激光跟踪仪高效地对大型机床进行检测,制定了激光跟踪仪检测大型机床的方法。
结果显示,利用激光跟踪仪能够精确地、高效地对机床进行检测,并指导工人对机床进行维护和调整。
研究结果表明,激光跟踪仪不仅能对现场的机床进行精度检测,而且能对不易搬动的零部件、生产线以及夹具等进行测量。
关键词:校准;激光跟踪仪;误差来源;机床检测中图分类号:V556.7 文献标识码:A 文章编号:1007-2276(2008增(几何量-0158-04Calibration of laser tracker and its application in detection ofmachining toolYAN Yong-gang1, OUYANG Jian-fei1, YANG Hongguo 2, XIA Fei 1(1. Precision Engineering Institute, Henan Polytechnic University, Jiaozuo 454003, China; 2. Jiaozuo Teachers College, Jiaozuo 454000,ChinaAbstract: Calibration method for laser tracker was discussed and error sources were anlyzed. Calibration was carried on by use of CMM. Laser tracker was used to detect large-scale machining tool. Then the measuring method was described detailedly. The result shows the machining tool can be checked precisely and high effiently by laser tracker. The paper also shows both the machining tools and other large-scale objects, such as assembly line and jig, can be measured by laser tracker.Key words: Calibration; Laser tacker; Error sources; Machining tool detection0 引言激光跟踪仪具有测量范围大,精度高,现场测量等优点,已被广泛应用于机械制造、航空航天、汽车、造船、工业机器人定位等精密工业领域[1,2],因此定期检测系统精度,确保激光跟踪仪现场使用中技术性能稳定可靠,与被检测对象的质量及安全性能密切相关。
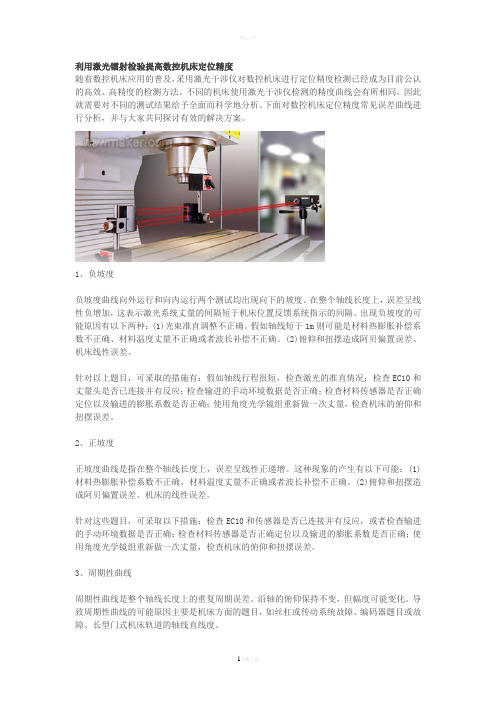
利用激光镭射检验提高数控机床定位精度随着数控机床应用的普及,采用激光干涉仪对数控机床进行定位精度检测已经成为目前公认的高效、高精度的检测方法。
不同的机床使用激光干涉仪检测的精度曲线会有所相同,因此就需要对不同的测试结果给予全面而科学地分析。
下面对数控机床定位精度常见误差曲线进行分析,并与大家共同探讨有效的解决方案。
1、负坡度负坡度曲线向外运行和向内运行两个测试均出现向下的坡度。
在整个轴线长度上,误差呈线性负增加,这表示激光系统丈量的间隔短于机床位置反馈系统指示的间隔。
出现负坡度的可能原因有以下两种:(1)光束准直调整不正确。
假如轴线短于1m则可能是材料热膨胀补偿系数不正确、材料温度丈量不正确或者波长补偿不正确。
(2)俯仰和扭摆造成阿贝偏置误差、机床线性误差。
针对以上题目,可采取的措施有:假如轴线行程很短,检查激光的准直情况;检查EC10和丈量头是否已连接并有反应;检查输进的手动环境数据是否正确;检查材料传感器是否正确定位以及输进的膨胀系数是否正确;使用角度光学镜组重新做一次丈量,检查机床的俯仰和扭摆误差。
2、正坡度正坡度曲线是指在整个轴线长度上,误差呈线性正递增。
这种现象的产生有以下可能:(1)材料热膨胀补偿系数不正确、材料温度丈量不正确或者波长补偿不正确。
(2)俯仰和扭摆造成阿贝偏置误差、机床的线性误差。
针对这些题目,可采取以下措施:检查EC10和传感器是否已连接并有反应,或者检查输进的手动环境数据是否正确;检查材料传感器是否正确定位以及输进的膨胀系数是否正确;使用角度光学镜组重新做一次丈量,检查机床的俯仰和扭摆误差。
3、周期性曲线周期性曲线是整个轴线长度上的重复周期误差。
沿轴的俯仰保持不变,但幅度可能变化。
导致周期性曲线的可能原因主要是机床方面的题目,如丝杠或传动系统故障、编码器题目或故障、长型门式机床轨道的轴线直线度。
针对以上题目建议采用很小的采样点间隔在一个俯仰周期上再丈量一次,确认俯仰误差。
激光干涉仪检测数控机床线性精度探讨一. 概述激光干涉仪,以激光波长为已知长度,利用迈克耳逊干涉系统测量位移的通用长度测量工具,激光干涉仪可用于精密机床定位精度、重复定位精度、微量位移精度的测量,为机床误差修正提供依据。
使用激光干涉仪检测机床各项误差并进行修正是传统测量手段难以实现的技术,是大幅度提高数控机床的加工精度的关键措施。
二. 使用激光干涉仪校准机床的必要性首先,新机床出厂前都要进行定位精度和重复定位精度以及反向间隙的检测,现在大多使用激光干涉仪进行.其次,机床使用一段时间后,由于丝杠的磨损和其它原因,精度会逐渐丧失,这时需要使用激光干涉仪进行精度的再校准.最后,激光干涉仪还可以进行其它项目的检测,例如直线度,垂直度,角度等.。
三. 激光干涉仪测量原理激光器发射单一频率光束射入线性干涉镜,然后分成两道光束,一道光束(参考光束)射向连接分光镜的反射镜,而第二道透射光束(测量光束)则通过分光镜射入第二个反射镜,这两道光束再反射回到分光镜,重新汇聚之后返回激光器,其中会有一个探测器监控两道光束之间的干涉。
若光程差没有变化时,探测器会在相长性和相消性干涉的两极之间找到稳定的信号。
若光程差有变化时,探测器会在每一次光程变化时,在相长性和相消性干涉的两极之间找到变化信号,这些变化会被计算并用来测量两个光程之间的差异变化。
四. 激光干涉仪线性测量步骤(1)安装设置激光干涉仪(2)将激光束与被测量的轴校准(3)启动测量软件,并输入相关参数(如材料膨胀系数)。
(4)在机床上输入测量程序,启动干涉仪测量,并记录数据。
(5)用测量软件分析测量数据,生产补偿文件。
光束快速准直步骤(1)沿着运动轴将反射镜与干涉镜分开。
(2)移动机床工作台,当光束离开光靶外圆时停止移动。
垂直光束调整(3)使用激光头后方的指形轮使两道光束回到相同的高度。
(4)使用三脚架中心主轴上的高度调整轮使激光头上下旋转,直到两道光束都击中光靶中心。
应用激光跟踪仪的数控机床几何精度检测王金栋;郭俊杰;邓玉芬;费致根【期刊名称】《西安交通大学学报》【年(卷),期】2011(045)003【摘要】为了对数控机床几何精度进行快速、高精度检测,提出了一种基于激光跟踪仪的多站分时测量方法.该方法通过一台激光跟踪仪先后在不同的基站位置对机床相同的三维空间进给运动轨迹进行了测量,利用测量得到的大量测量点到不同基点的距离变化量建立了超定方程组.采用最小二乘法对方程组求解,准确标定出机床运动过程中各测量点的坐标,然后分离出机床的各项几何误差.通过对多站分时测量的原理分析,给出了多站分时测量方法的具体算法,并对该方法的测量误差进行了分析.仿真和实验结果表明,多站分时测量方法是可行的,该方法具有快速、精度高等优点,适合中高档数控机床几何精度的检测.【总页数】6页(P85-90)【作者】王金栋;郭俊杰;邓玉芬;费致根【作者单位】西安交通大学机械制造系统工程国家重点实验室,710049,西安;西安交通大学机械制造系统工程国家重点实验室,710049,西安;西安交通大学机械制造系统工程国家重点实验室,710049,西安;西安交通大学机械制造系统工程国家重点实验室,710049,西安【正文语种】中文【中图分类】TH161.21【相关文献】1.激光跟踪仪在重型车床几何精度检测中的应用 [J], 邓玉芬;郭俊杰;王金栋;李海涛2.激光干涉仪在数控机床几何误差检测与识别技术中的应用 [J], 孙克;沈兴全3.应用激光跟踪仪的数控机床几何精度检测分析 [J], 侯剑锋4.基于激光跟踪仪实现数控机床几何误差的快速高精度检测 [J], 李金川5.激光干涉仪在FANUC数控机床位置精度检测中的应用 [J], 蒋幸幸因版权原因,仅展示原文概要,查看原文内容请购买。
激光跟踪仪精密测量控制网探讨与应用摘要:近些年来激光跟踪仪已经广泛应用于工业测量领域,但在水电装机领域的应用几乎处于摸索阶段。
本文对激光跟踪仪在大型机组安装过程中的测量控制网技术问题进行了探讨,重点研究了激光跟踪仪精密测量控制网原理和应用,通过数据分析应用效果良好。
关键词:激光跟踪仪;精密测量控制网;原理;应用1引言激光跟踪测量系统是工业测量系统中一种高精度的测量仪器,较多应用于工业测量领域,而在大尺寸水轮发电机组精密安装测量领域应用很少,激光跟踪仪的技术参数可以满足大尺寸水轮发电机组安装测量的技术要求[1],关键点是建立测量控制网,而激光跟踪仪精密测量控制网测设及其平差处理方面与传统测量控制网有较大差异,其网点布设、外业测量及数据处理等各方面都具有特殊性。
本文重点对激光跟踪仪精密测量控制网的技术问题进行了探讨。
2精密测量控制网原理2.1 控制网网形激光跟踪仪没有装备对中装置,与普通全站仪不同,激光跟踪仪只能采用自由设站的方式工作,其观测值组成以仪器中心为原点的放射状图形。
多个测站的放射状图形依靠公共点依次联结而组成整个控制网。
依据每个测站是否观测所有控制点,激光跟踪仪控制网可以形成两种基本网型:全面网和扩展网。
2.2 待测点在测站坐标系中的坐标以激光跟踪仪的仪器中心为原点,以其旋转竖轴为z轴建立左手空间测站坐标系,测站坐标系的x轴正向指向横向度盘0°方向。
设在第i个测站的测站坐标系Error: Reference source not found中,待测点Error: Referencesource not found的坐标为Error: Reference source not found,其观测值为横向度盘读数Error: Reference source not found,竖向度盘读数Error: Reference source not found和斜距Error: Reference source not found,则有下列关系式【3】:Error: Reference source not found (2.2-1)2.3 坐标正形变换为了将各控制点的测站坐标系统一到施工坐标系中,需要进行坐标正形变换。
用激光跟踪仪标定并联机床的理论探讨Ξ孙华德,陈五一,陈鼎昌(北京航空航天大学机械学院,100083)摘要:本文介绍了两种利用激光跟踪仪的测长功能标定并联机床的方法,第一种是将某一根杆固定不动,使动平台被动变化三个位姿,求得铰链点在动平台上的坐标,然后只固定杆长,使动平台被动移动,求出静平台的铰链点的实际坐标和初始杆长。
第二种方法是使动平台任意主动运动,根据测得的数据,用牛顿迭代法计算出动静平台上的铰链点位置和初始杆长。
本文只使用激光跟踪仪的测长结果,避免了角度测量带来的误差,标定结果更加准确。
关键词:并联机床;激光跟踪仪;标定;雅克比矩阵0 概述Stewart 平台是由D 1Stewar 作为航空模拟器提出的一种并联机构[1],它由一个运动的动平台和一个固定的静平台组成,两个平台之间用六根可主动伸缩的杆连接。
一般认为Stewart 平台具有结构简单、刚度好、定位精度高、系统的动态响应快等优良特性,特别适合于高精度、大载荷且对工作空间要求相对较小的场合,现已广泛应用于航空模拟器、航天器交会对接模拟器、体感模拟娱乐机、并联机床等领域[2][3]。
Stewart 平台用作并联机床进行加工时,一般在动平台上夹持刀具,控制动平台位姿以使刀具走出一定的轨迹。
加工需要很高的精度,所以要求并联机床有较高的制造和安装精度。
并联机床的基本结构如图1所示。
图1 S tewart 平台实物及示意图影响并联机床位姿精度的因素有:制造公差,安装误差,驱动杆运动误差。
有很多文献分析了它们对动平台位姿的影响[4][5][6],研究表明,并联机床动平台的位置和姿态误差受到驱动杆长度误差、动静平台铰点空间位置安装误差和铰链制造公差引起的铰点空间位置误差的直接影响。
它不是各误差源的简单线性叠加,而是同时具有不同程度的部分重叠或抵消,这也正是并联机构优于串联机构的优点之一[4],而且当各误差源不变时,动平台位置姿态误差还由于平台所处位置姿态的不同而不同。
1 使用激光跟踪仪标定并联机床在制造和安装过程中不可避免的存在着误差,所以标定是一个必须解决的问题。
已经有很多文献论述过标定问题[7][8][9],它们都是利用多个传感器得到并联机构各杆之间的角度和杆长,通过一定的算法解得动静平台六个铰链点的实际安装位置和初始杆长。
本文描述一种只利用激光跟踪仪的测长结果标定并联机床的方法。
(1)激光跟踪仪激光跟踪测长仪是将一个单频激光干涉仪安装在有两个互相垂直的旋转自由度的机构中心的仪器,其旋转中心的位置在测量时保持不变。
跟踪仪的反射靶是一个内部安装了角锥反射镜的球,角锥的顶点与球心重合。
用激光跟踪仪可以跟踪在空间运动的靶并测量靶的圆心在以跟踪仪旋转中心为原点的极坐标系中的极坐标,即原点到靶的中心的距离和两点连线的两个方向角。
因为角度测量的误差比较大,而且测量点距离原点越远,由极坐标计算的直角坐标误差就越大,所以本文的方法中只使用激光跟踪仪的测长结果。
(2)建立测量坐标系任何测量都需要一个基准,即一个测量装置要在某一个坐标系中工作,下面说明如何建立这个坐标系。
图2 测量坐标系的建立加工一个平面,在该平面上打三个定位孔,如图2(a )所示,我们将这个有三个定位孔的平面叫测量平台,测量时激光跟踪仪要安装在这三个定位孔上。
由于测量时实际测得的两点之间的距离是激光跟踪仪旋转中心到靶镜球心之间的距离,所以,首先要保证Ξ国家自然科学基金(59875004)和航空科学基金(99H51124)资助课题激光跟踪仪旋转中心在跟踪目标过程中空间位置不变,然后测量旋转中心的坐标。
如图2(a )所示,设激光跟踪仪放到测量平台上后,旋转中心为M 1、M 2、M 3,测量出它们在坐标测量机坐标系中各自的坐标,经过坐标转换,可以建立测量坐标系。
如图2(b )所示,以三坐标测量机作为最初的基准,测量平台上三个旋转中心到空间不在同一直线上的三个已知点的距离,求得旋转中心的坐标,建立测量坐标系。
有两个方法找到在坐标测量机坐标系里的三个点的坐标。
一、将靶镜通过靶镜座安装在三坐标测量机上,最初的靶镜中心作为基准坐标系的原点O (0,0,0),将靶镜依次沿坐标测量机的某两个坐标方向运动距离a 和b ,得到另外两个点A (a ,0,0)和B (a ,b ,0)。
二、将靶镜依次放在空间不在同一直线的三个点上,用三坐标机测量靶镜外球面上四个点的坐标,计算出球心坐标。
然后将激光跟踪测长仪先后放在三个定位孔上,分别检测到三个点O 、A 、B 的距离,经过计算得到当跟踪仪安装在三个定位孔上时,旋转中心M 1、M 2和M 3的坐标。
解方程组(1)就可以得到Mi 的坐标。
(x i -a 1)2+(y i -b 1)2+(z i -c 1)2=l 21(x i -a 2)2+(y i -b 2)2+(z i -c 2)2=l 22(x i -a 3)2+(y i -b 3)2+(z i -c 3)2=l 23(1)其中,(x i ,y i ,z i )是要求的Mi 的坐标,(a j ,b j ,c j )是计算的坐标时第j 次靶镜位置的测量结果,l j 是靶镜中心到激光跟踪仪旋转中心的距离。
最后根据M 1、M 2和M 3在坐标测量机坐标系中各自的坐标,经过坐标转换,重新建立测量坐标系,并得到M 1、M 2和M 3在测量坐标系中的坐标。
(3)两种标定方法①两步标定法a 1测量动平台上铰链点的位置。
固定并联机床的一根杆,使它既不伸缩,也不绕任何轴转动,即固定该杆在动平台上的铰链点在空间的位置。
将测量平台放到动平台前,激光跟踪仪安装到其中一个定位孔上。
动平台上安放好三个靶镜,并设其中一个为靶镜A 。
使动平台运动到某一位姿静止不动,用激光跟踪仪在三个定位孔上分别检测到三个靶镜的距离,由得到的数据可以计算出动平台上三个靶镜中点在测量坐标系中的坐标。
重复上述过程多次,选择靶镜A 的4个不在同一平面内的坐标。
由空间解析几何知,已知4个不共面的点P i (x i ,y i ,z i ),i =1,2,3,4,过这4点的球面方程是x 2+y 2+z2x y z 1x 21+y 21+z 21x 1y 1z 11x 22+y 22+z 22x 2y 2z 21x 23+y 23+z 23x 3y 3z 31x 24+y 24+z 24x 4y 4z 41=0(2)由此方程可以得到球心坐标。
所以,将上述四点代入式(2),就可计算出固定的杆在动平台上的铰链点在测量坐标系中的坐标。
由于可以用测得的数据计算出动平台在测量坐标系中的位姿,而该铰链点在测量坐标系中的坐标可知,所以在动平台上的位置也就可以计算出来了。
依次对每一根杆使用以上的方法,就可以测量出动平台上各铰链点的实际位置。
b 1测量静平台上铰链点的位置。
现在已知某根杆在动平台上的铰链点的坐标,每一次使该杆杆长不变的测量其实是测出了以该杆在静平台上的铰链为圆心,以固定杆长为半径的一个球上的点的坐标,所以圆心和半径都可以求出。
固定某一根杆的杆长,将该杆的角度变化四次,每次都用测得的数据计算出该杆在动平台上铰链点的空间坐标,代入式(2)可以计算出杆在静平台上的铰链点在测量坐标系中的坐标。
②一步标定法图3 一步标定法示意图如图3所示,在动平台上不在同一直线上的三点安放三个靶镜座P 1、P 2、P 3,座上各放一个靶镜,靶镜中心在测量坐标系中的坐标为(x ij ,y ij ,z ij ),i =1,2,3,代表三个镜座,j =1,2,…n ,代表动平台一系列各不相同的位姿。
计算出P 1、P 2、P 3在测量坐标系中各自的坐标,经过坐标转换,建立动平台坐标系,并设原点是O 。
可以计算出动平台坐标系相对于测量坐标系的旋转矩阵T j 和O 点在测量坐标系中的位置向量R j 。
设某杆在静平台上的铰链点是B ,B 在测量坐标系中的坐标是(m ,n ,q ),在测量坐标系中的位置向量是B ,在动平台上的铰链点是A ,A 点在动平台坐标系中的坐标是(a ,b ,c ),令,AB =L ,OA =r 则|AB|=|L |=l +l j ,其中l 是初始杆长,l j是每一次位姿变化后杆长与初始杆长之差,即杆长的变化量。
在图3中动平台在某一位姿j 下存在着如下的关系。
|T j r +R j -B |=l +l j(3)在这个关系中,由于T j 、R j 和l j 可以通过测量得到,所以有7个未知数,他们分别是a 、b 、c 、m 、n 、q 、l ,这些未知数可以在动平台运动足够多的位姿后,利用牛顿迭代法求出,得到某根杆在动静平台上的铰链点在测量坐标系中的坐标和初始杆长。
(4)测量误差由于测量存在误差,所以将以上两个方法描述的过程重复多次,得出多个铰链点的测量坐标值,这些坐标表示的点会形成一个集合,选择这个集合的质心作为真值。
虽然测量坐标系经过了精密的标定,但是在标定中所有的测量过程依然存在着误差,所有的误差都来源于三坐标机和激光跟踪仪的测量误差以及铰链的间隙,这些误差和间隙对标定结果的影响可以用雅克比矩阵表示。
下面以用激光测长结果求取测量平台上某一激光跟踪仪的旋转中心的坐标为例,说明如何得到测量误差对标定的影响。
解方程组(1),得到x i =f (a 1,b 1,c 1,a 2,b 2,c 2,a 3,b 3,c 3,l 1,l 2,l 3)y i =g (a 1,b 1,c 1,a 2,b 2,c 2,a 3,b 3,c 3,l 1,l 2,l 3)z i =h (a 1,b 1,c 1,a 2,b 2,c 2,a 3,b 3,c 3,l 1,l 2,l 3)(4)将式(4)两端取微分,得dx i d y i d z i=J K(5)其中,J 为测量点的雅克比矩阵,J =9f 9a 19f 9b 19f 9c 19f 9a 29f 9b 29f 9c 29f 9a 39f 9b 39f 9c 39f 9l 19f 9l 29f9l 39g 9a 19g 9b 19g 9c 19g 9a 29g 9b 29g 9c 29g 9a 39g 9b 39g 9c 39g 9l 19g 9l 29g 9l 39h 9a 19h 9b 19h 9c 19h 9a 29h 9b 29h 9c 29h 9a 39h 9b 39h 9c 39h 9l 19h 9l 29h 9l 3K 是测量误差向量K =[d a 1 d b 1 d c 1 d a 2 d b 2 d c 2 d a 3 d b 3 d c 3 d l 1 d l 2 d l 3]T由式(5)就可以得到测量误差对标定的影响。
(5)坐标系的重建标定后的机床的各点坐标是建立在测量坐标系上的,为了与习惯一致,将静平台各铰链点组成的空间多边形的中心作为静坐标系的中心,建立机床静坐标系,动平台各铰链点组成的空间多边形的中心作为动坐标系的中心,建立动平台坐标系,如图4所示。