非接触式激光料位检测系统的设计
- 格式:pdf
- 大小:337.88 KB
- 文档页数:3
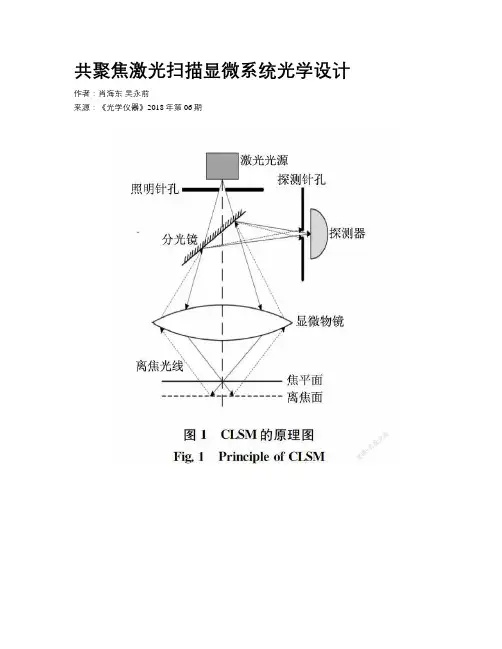
共聚焦激光扫描显微系统光学设计作者:肖海东吴永前来源:《光学仪器》2018年第06期文章编号: 1005-5630(2018)06-0065-10摘要:为了实现非接触式、快速高精度的光学检测,设计了一种共聚焦激光扫描显微光学系统。
在保证设计指标的前提下,简化了各光组的结构,采用7片球面透镜并以K9玻璃作为透镜材料。
使用Zemax软件对光学系统进行了设计和仿真。
结果表明:物镜的数值孔径为0.49;系统的径向和轴向光学分辨率分别为0.400 μm和0.772 μm;显微聚焦系统聚焦弥散斑直径小于2 μm;照明系统聚焦弥散斑直径小于10 μm;探测系统的聚焦光斑直径小于20 μm;根据仿真结果确定了针孔1和针孔2的尺寸均为20 μm,且厚度不超过0.1 mm;各子系统的MTF曲线均接近衍射极限,具有很高的光学传输效率。
关键词:光学设计; Zemax; 激光共聚焦; 显微物镜; 照明系统; 探测系统中图分类号: O 439; TH 742文献标志码: Adoi: 10.3969/j.issn.1005-5630.2018.06.011引言与普通光学显微镜不同,共聚焦激光扫描显微镜(confocal laser scanning microscope,CLSM)以激光为照明光源,通过独特的针孔滤波技术和共轭成像原理,抑制了显微物镜焦点之外的物点信息的光信号,进而提高了光学分辨率,同时采用相应的扫描技术,又可以弥补CLSM系统视场小的缺点[1-4]。
因此在理想情况下,CLSM能够实现点对点成像。
与普通光学显微镜相比,CLSM系统在获得更高的横向分辨率的同时,还具有较高的纵向分辨率。
利用这种特性,可以实现对样品的三维结构重建和测量分析,为研究透明物体的内部结构提供了参考[5]。
1基本原理CLSM的本质是物像共轭,具体表现为:照明光源和探测器所处的位置分别与显微物镜焦点位置共轭,CLSM利用这种共轭关系抑制了光束离焦量和系统杂散光对光学分辨率和精度的影响,其基本原理如图1所示[6]。
精品合同,仅供参考,需要可下载使用!电子科技大学毕业设计(论文)非接触式位移测量技术及应用研究学院名称学院名称专业名称自动化专业学生学号学生学号学生姓名学生姓名指导教师教授姓名助理指导老师老师姓名202X年X月第一章1.1位移传感器简介位移传感器是人类发展的产物,它可以帮助人们了解更多的信息。
在生活生产中,需要的得到位移变化量来进行机械的操作等。
根据位移的变化量我们可以采用不用的测量技术。
比如本课题需要得到制动盘内摩擦块的位移量,可以选用电涡流传感器、磁致伸缩位移传感器。
这类都是高精度的位移传感器。
根据物体不同的运动方式有以下两种测量技术。
直线位移测量技术可以更具滑动变阻器在滑片在不同位置的不同电阻的原理设计,滑片移动的距离与滑动变阻器两端电压有着真比关系,假如滑片位移了一个很大的距离,则两端的电压也跟着变大。
只要用电压表,电流表得出变阻器两段电压,电流值,便可得出电阻值,就可得出滑片的位移量,待测物体与滑片相连,便可得出被测物体的位移量。
角度位移传感器在折弯机里作用非常大,可以使人们得到想要角度,用于工业生产中。
1.2位移传感器的国内外研究现状及发展趋势随着科技的迅速发展,对位移传感器的特性日益严格,而且需求量也不断增加。
对现有的位移传感器精心改良,使用最新研发的材料,并增加新的技术,可以使她们在不同场合和环境内稳定的工作,并且这些传感器的价格可以让大众接受。
使时代进步的新技术有:在中国前几年一直利致于LVDT式位移传感器的改进,随着OEM技术的成熟,我国逐渐了解并掌握这一新技术,并应用在位移传感器内,使得传感器技术有着巨大的变化,逐渐走向集成化,一体化,自动化,和智能化。
在的我国LVDT的技术也是在世界的前沿的,我国的LVDT式位移传感器最高精度可到0.05%,绝对误差小于1um。
我国LVDT式位移传感技术做的好的公司有很多,比如我们家那的硕锋电子科技有限公司,他家主要做机电自动化产品,智能机器人。

kla overlay tis原理KLA Overlay TIS原理解析什么是KLA Overlay TIS?KLA Overlay TIS(Total Inspection System)是一种用于制造和半导体工业中的高精度设备,能够实现纳米级别的测量和检查。
该系统是一种非接触式的光学测量工具,被广泛应用于晶圆制造过程中的杂质和形貌的检测。
KLA Overlay TIS的原理KLA Overlay TIS基于光学原理,通过投射特殊的光源和检测目标上的反射光来进行测量。
它使用两个或多个不同波长的激光来照射待测材料,然后通过检测反射光的强度和相位信息来获取样品的表面形貌和特征。
1. 激光照射KLA Overlay TIS使用激光器产生具有不同波长的激光束。
通过控制激光束的路径和方向,确保激光光束准确照射到待测材料表面。
不同波长的激光能够提供更多的信息用于测量和分析。
2. 反射光检测待测材料表面受到激光照射后,产生的反射光经由光学系统进行收集和聚焦。
光学系统会将收集到的反射光准确地引导至检测器上进行强度和相位的测量。
这些测量值将用于计算出样品的表面形貌和特征。
3. 数据处理和分析KLA Overlay TIS利用复杂的算法和信号处理技术来分析从检测器中获得的数据。
通过比较测量值和参考值,系统可以获得反射光的强度和相位变化,并进一步计算出样品的特征参数和表面形貌。
这些数据可以用于评估制造过程中的品质和特定区域的偏差。
KLA Overlay TIS的应用KLA Overlay TIS广泛应用于半导体工业中的制造和质量控制过程。
它对生产线中的晶圆、薄膜沉积、图案边缘对准等方面进行高精度测量和检查,有助于提高生产效率和产品质量。
•晶圆对准:KLA Overlay TIS可用于检测晶圆上不同层之间的对准精度,确保各层之间的光刻图案对准准确无误。
•薄膜厚度测量:通过KLA Overlay TIS的测量,可以获取薄膜沉积过程中的厚度分布,有助于调整和控制薄膜沉积的均匀性。
非接触式原煤仓料位计的测量方法及应用原煤仓料位测量的正确性和可靠性直接影响到选煤厂的正常生产和工作,准确测量仓内料位在现代化选煤厂生产自动化过程中具有重要的作用。
由于煤仓内部粉尘浓度高、易黏着,仓内环境恶劣等特点,因此仓内料位测量有很高的要求。
传统的人工拉绳测量方法是最可靠、稳定的,但是随着选煤厂的自动化发展以及互联网技术的日新月异,为了有效提高选煤厂的生产效率和质量,对生产技术要求不断提高,并且现场操作环境复杂,人工测量方式已经不适用于生产现场。
近年来,随着科技的进步和经济的发展,中国选煤行业逐渐趋向于自动化和智能化发展,对仪表检测要求也越来越高,各种煤位测量料位计也高速发展,主要分为接触式和非接触式2类。
非接触式料位计包括超声波料位计、雷达料位计、放射性料位计、图像处理和激光技术等。
非接触式料位计概述如下。
1、超声波料位计超声波是一种特殊的声波,反射能力强。
郎永平提出了一种超声波料位计。
工作原理是发射信号遇到障碍物反射回波被接收,计算出从发射到接收的时间,待测结果和所耗时间成正比,从而得出了要监测的料位高度,超声波料位计的量程在0~60m。
超声波对测量环境有着较高的要求,当煤仓中粉尘浓度较高时,超声波会被吸收,导致测量信号衰减,并且温度对于声速的影响较大。
因此在使用超声波料位计时,要消除这些因素的影响,提高测量结果的准确性。
2、雷达料位计雷达波是一种特殊形式的电磁波,传播速度与光速相当,差别在于它们各自的频率和波长不同。
雷达料位计的测量原理就是向料面通过发射天线发射信号,返回的信号被发射天线接收,经过信号处理器处理后,通过计算发射与接收信号之间的时间差,因电磁波以光速传播,从而换算得到煤仓中物料的高度。
雷达料位计测量信号不受空气波动影响,穿透能力强,适合在煤仓等粉尘浓度较大的环境下使用。
3、激光料位计激光料位计的测量方法为激光脉冲飞行方式。
工作原理类似于超声波和雷达测距,向仓内物料表面发射连续或高速脉冲束阻挡后被反射回来,被处理器接收,激光脉冲的运动时间与探头到物体表面的距离成正比,时间越长,距离越大,经过信号处理,得出料位的高度。

块状物料料位检测报告块状物料料位检测报告报告编号:2021-001报告日期:2021年1月1日一、检测目的本次检测旨在对块状物料的料位进行检测,确保料位的准确性和合理性,以提高生产过程的效率和安全性。
二、检测方法本次检测采用非接触式检测方法,通过使用雷达技术和传感器设备,对目标物料进行扫描和反射,从而得出料位数据。
三、检测设备1. 雷达传感器:型号XXX,工作频率XGHz,测量范围X米。
2. 数据采集系统:采用高精度数据采集设备,能够实时采集和记录料位数据。
四、检测过程1. 设置检测参数:根据实际需要,对雷达传感器进行参数设置,如工作频率、测量范围等。
2. 安装传感器:将雷达传感器安装在物料存放区域的适当位置,确保传感器和目标物料之间没有障碍物。
3. 启动检测设备:将传感器连接至数据采集系统,启动设备,开始对物料料位进行检测。
4. 数据采集和记录:数据采集系统将自动记录检测到的料位数据,并实时显示在监控屏幕上。
5. 数据分析:对采集到的料位数据进行分析,判断其准确性和合理性。
6. 生成报告:根据分析结果,编制块状物料料位检测报告。
五、检测结果经过检测,得出以下结果:1. 块状物料的料位数据准确且合理,与实际情况相符。
2. 在料位检测过程中,未发现任何异常情况或故障。
六、结论与建议本次检测结果表明,块状物料的料位正常且准确。
建议在生产过程中,继续定期进行料位检测,以确保生产过程的安全性和高效性。
七、检测单位XXX检测有限公司八、备注本次检测仅对块状物料的料位进行检测,不包括其他方面的检测内容。
如需其他检测服务,请另行安排。
以上为块状物料料位检测报告,请查收。
如有疑问或需要进一步了解检测详情,请随时联系我们。
e+h射频导纳料位开关:让物料的控制更加精准在工业生产中,物料的控制是非常重要的一环节。
而e+h射频导纳料位开关的出现,让这一环节变得更加精准。
e+h射频导纳料位开关的中文说明书详细介绍了它的工作原理、特点以及应用场景。
本文将以此为中心,进一步阐述e+h射频导纳料位开关的优势以及未来的发展趋势。
e+h射频导纳料位开关的工作原理e+h射频导纳料位开关是一种非接触式的物料控制设备。
它利用微波信号来检测物料的存在与否,从而实现对物料的控制。
e+h射频导纳料位开关的工作原理可以简单地概括为:当微波信号遇到物料时,部分信号会被反射回来,这些反射信号会被e+h射频导纳料位开关接收并处理。
通过处理后,e+h射频导纳料位开关可以判断物料的存在与否,从而实现对物料的控制。
e+h射频导纳料位开关的特点e+h射频导纳料位开关具有以下特点:1.非接触式控制:e+h射频导纳料位开关不需要与物料接触,从而避免了物料对设备的损坏以及污染。
2.精准控制:e+h射频导纳料位开关可以对物料进行精准的控制,从而提高了生产效率。
3.安全可靠:e+h射频导纳料位开关采用微波信号进行控制,不会对人体造成伤害,同时也可以避免因接触式控制而引起的安全隐患。
4.高度可定制化:e+h射频导纳料位开关可以根据不同的应用场景进行定制化设计,从而满足不同的需求。
e+h射频导纳料位开关的应用场景e+h射频导纳料位开关在工业生产中有着广泛的应用场景。
例如,在化工、食品、医药等行业中,e+h射频导纳料位开关可以用于对液体、粉末、颗粒等物料的控制。
在石油、天然气等行业中,e+h射频导纳料位开关也可以用于对油气的控制。
e+h射频导纳料位开关在各个行业中都有着广泛的应用。
未来的发展趋势随着工业生产的不断发展,e+h射频导纳料位开关也在不断地发展和改进。
未来,e+h射频导纳料位开关将会有以下发展趋势:1.智能化:e+h射频导纳料位开关将会越来越智能化,可以通过互联网进行远程控制和监测。
激光式料位计简介激光式料位计是一种用于测量物料容器内部液位或固体物料高度的设备。
它利用激光束的反射来确定物料表面与传感器之间的距离,从而预测物料的体积和料位。
原理激光式料位计工作的原理基于激光束的反射。
设备通过将激光束发送到物料表面,并利用接收到的反射光来计算物料的高度。
当激光束遇到物料表面时,一部分光束被吸收,一部分光束被反射回传感器。
设备通过测量激光束从传感器发射到物料表面再返回传感器的时间来确定物料表面与传感器之间的距离。
通过将这个距离与容器的尺寸相关联,可以计算出物料的体积和料位。
优势激光式料位计具有许多优势,使其成为工业和商业领域中常用的料位测量设备之一。
1.高精度:激光式料位计可以提供高精度的测量结果,在不同类型的物料和容器中都能保持良好的准确性。
2.非接触式测量:激光式料位计可以进行非接触式测量,不需要直接接触物料,从而减少了可能引入污染或损坏的风险,并提高了设备的耐久性和可靠性。
3.多功能性:激光式料位计可以用于测量不同类型的物料,包括液体、粉末和颗粒状物料,并适用于不同形状和尺寸的容器。
4.实时监测:激光式料位计可以提供实时的料位监测,能够快速准确地反映物料的变化状况,并及时报警或触发相应的控制动作。
应用领域激光式料位计在许多行业中得到广泛应用,包括但不限于以下领域:1.石油和化工:激光式料位计可用于监测液态化学物质的储罐容量和料位,以及固体粉末的流量控制。
2.食品和饮料:激光式料位计可用于监测食品和饮料的罐装和包装过程,确保生产线的稳定运行。
3.环境保护:激光式料位计可用于监测水库、湖泊和河流的水位,以及废水处理和排放过程中的液位。
4.制药和生物技术:激光式料位计可用于监测药物生产过程中的液位,确保合适的配料和储存。
使用注意事项在使用激光式料位计时,需要注意以下事项以确保正确的测量结果和设备的安全性:1.定期校准:定期对激光式料位计进行校准以确保准确的测量结果。
2.避免光的干扰:在安装激光式料位计时,应注意避免光源干扰,以防止测量误差。
料位开关工作原理
料位开关是一种常用于工业生产过程中的传感器,用于检测物料或液体的液位高度。
其工作原理通常是基于物料与开关之间的物理接触或非接触。
1. 接触式料位开关工作原理:
接触式料位开关利用物料与开关之间的物理接触来进行液位检测。
当物料接触到开关部件时,开关会触发电路,并输出相应的信号。
这种类型的料位开关通常由浮子、浮球或刚性探头组成,当物料液位变化时,开关部件会随着物料的上升或下降而移动,从而改变开关的状态。
2. 非接触式料位开关工作原理:
非接触式料位开关通常采用光电、超声波或雷达等技术来进行液位检测,无需物理接触。
其中最常见的是光电式料位开关,其工作原理是利用红外或激光光束的传感器发射出的光束被物料反射或折射后接收回来,从而判断物料的液位高度。
当物料的液位达到或超过开关所设定的阈值时,开关会触发并输出相应的信号。
无论是接触式还是非接触式料位开关,都可以根据具体的应用需求来选择合适的类型和工作原理。
它们广泛应用于各种工业设备和过程中,如油罐、储料仓、输送设备等,以实现对液位的准确监测和控制。
CCD非接触几何最测量系统的设计与实现
2测量系统的总体结构和工作原理
2.1CCD器件的工作原理及特点
CCD是一种电荷耦合摄像器件,它的突出特点是以电荷作为信号载体,而不同于其它大多数器件是以电流或者电压为信号载体。
CCD的基本功能是电荷的存储和电荷的转移・因此,CCD工作过程的主要问题是信号电荷的产生、存储、传输和检测。
在使用CCD进行设计之前,先对其基本工作原理作一个简单介绍【8加】。
2.1.1COD的组成
CCD的典型结构以及各部分的命名如图2.1所示。
图2.1CO)的典型结构
Fig.2.1ThetypicalstructureofCCD
CCD的典型结构由三部分组成:
(1)主体部分即信号电荷转移部分,实际上是一串紧密排布的MOS电容器,它的作用是存储信号电荷,并且使这些电荷在时钟的作用下有规律的转移。
(2)输入部分包括一个输入二极管和一个输入栅,它的作用是将信号电荷引入到CCD的第一个转移栅下的势阱中。
(3)输出部分包括一个输出二极管和一个输出栅,它的作用在于将CCD最后一个转移栅下的势阱中的信号电荷引出,并检出电荷所输出的光信息(1l】。
一6。
数控机床接触式测量与非接触式测量技术数控机床是现代制造业中不可或缺的设备之一,它的高精度加工要求对测量技术提出了更高的要求。
接触式测量和非接触式测量是常用的两种测量技术,它们在数控机床上有着不同的应用和优劣势。
接触式测量技术是指通过探头与被测物体接触,通过相对位移的变化来测量物体的尺寸和形状。
这种测量技术直接接触被测物体,可以获得较高的测量精度。
在数控机床上,常用的接触式测量装置有测高仪、千分尺、内外径测量仪等。
测高仪是接触式测量技术的常用装置之一,它通过控制探针上升或下降来测量工件的高度差。
测高仪灵活性较高,适用于测量各种形状的工件,但不适合对非金属或非导电材料进行测量。
千分尺是接触式测量技术中使用较为广泛的装置之一。
它通过接触工件表面,通过显示装置读取尺寸的变化,实现尺寸的测量。
千分尺具有精度高、测量范围广的优点,通过更换不同长度的比较棒,可以测量多种不同尺寸的工件。
内外径测量仪是接触式测量技术中用于测量工件内外径的装置,常见的有游标卡尺和三点内外径测量仪。
它们通过接触工件的内外表面,确定尺寸的大小。
由于直接接触工件表面,需要谨慎操作,以避免损坏工件表面。
非接触式测量技术是通过使用激光、光电传感器、摄像机等装置,通过光或电信号测量被测物体的尺寸和形状。
这种技术适用于对非金属或非导电材料进行测量,但精度相对于接触式测量要低一些。
在数控机床中,非接触式测量技术应用较为广泛的装置之一是激光传感器。
激光传感器通过发射激光束,通过探测被测物体反射的激光信号,确定物体的尺寸或形状。
它具有测量速度快、测量范围广、非接触、精度较高等优点,在数控机床上广泛应用于工件尺寸的测量和工件的轮廓检测。
除了激光传感器,摄像机系统也是非接触式测量技术在数控机床上的常用应用。
摄像机系统可以通过高分辨率图像读取被测物体的特征,利用图像处理技术进行测量和判断。
它可以用于测量复杂形状的工件、表面粗糙度的测量以及轮廓检测等。
综上所述,接触式测量技术和非接触式测量技术在数控机床上有着各自的应用和优劣势。
SENST系列激光测距传感器产品说明书武汉鸿诚远大科技有限公司目录一:前言二:传感器特点三:传感器技术参数四:传感器接口及接线说明五:通讯协议六:产品应用七:技术支持与售后一、前言武汉鸿诚远大科技有限公司所生产的SENST系列激光测距传感器,为新一代非接触式,高精度测距传感器。
其功能强大,结构坚固,专为工业及野外使用而设计。
适合长期在线监测使用,而且我公司免费提供在线监测系统方案,可指导施工等。
本公司产品为自行研发,可按功能为客户订做。
激光测距传感器为激光类测距产品,激光等级为二级安全,使用时请勿直射眼睛,请勿正对阳光。
本传感器标准版为只含有数据接口( RS232 )。
如有模拟量,开关量,恒温等需求,请在购买前与我们说明。
本传感器保修期为一年,终身维修。
本传感器在未做全密封的情况下,请勿在雨天暴露使用。
未要求做防腐的情况下,请勿在高腐蚀环境下使用。
本传感器以下情况不在保修范范围内:1,人为损坏或易碎签损毁。
2,非正常使用(如电源接反,电压输入超过范围,接线顺序出错等〕。
3,自然灾害损坏。
二、传感器特点·传感器可以设置的不同的地址〔最大可以设置249个不同的地址),方便单总线,多机组网。
而且通过本公司配套生产的专用接头,可无上限串连传感器。
·传感器可以为无线方式,免去您布线的麻烦。
·传感器可以加口工为全密封,能达到防水浸的防护级别。
·传感器具有模拟量反向〔可以随距离增加而减小,或随距离增加而增加)输出功能,且模拟量输出范围对应的距离可以任意调整。
非常适合于液位、料位、物位等测量。
而且模拟量输出为标准4-20MA ,可以直接接入PLC、二次仪表等设备,方便入网。
·具有开关量输出功能,而且开关输出点,开关输出状态均可通过命令进行调整。
适用于过程控制,平整度检査,厚度检测等场合。
·传感器数字接口形式有RS232,RS422,RS485可以任意切换,只需要更换一根通讯电缆即可,无需对传感器做任何改动。
基于单片机的超声波液位测量系统的设计1 绪论1.1 课题背景及研究意义液位测量广泛应用于石油、化工、气象等部门,实现无接触、智能化测量是当前液位测量的发展方向。
随着工业、建筑业、农业、军事等领域的不断发展,计算机、微电子、传感器等高新技术的应用与研究,传统的液位测量方法在很多场合已无法满足人们的需求,由此很多先进的测量工具应运而生。
按照应用习惯将这些测量工具分为接触式和非接触式两大类。
接触式液位测量主要有:人工检尺法、浮子测量装置、伺服式液位计、电容式液位计和磁致伸缩式液位计等。
它们共同的特点是感应元件与被测液体接触,因此存在一定的磨损且容易被液体粘住或腐蚀。
非接触式液位测量出现了微波雷达液位计、射线液位计、激光液位计及超声波液位计等。
它们共同的特点是感应元件与被测液体不接触,测量仪器不受被测介质的影响,这就大大解决了在粉尘多情况下,给人类引起的身体接触伤害,腐蚀性质的液体对测量仪器的腐蚀,触点接触不良造成的误测情况。
但前几种方法由于技术难度大,成本高,一般用于军事工业,而超声波液位计由于其技术难度相对较低,且成本低廉,适用于民用推广。
1.2 液位计的现状1.2.1 接触型液位仪表接触型液位仪表主要有人工检尺法、浮子测量装置、伺服式液位计、电容式液位计以及磁致伸缩式液位计。
(1)人工检尺法:利用浸入式刻度钢尺测量液位,取样测量液体温度和密度,通过计算得到液体的体积和重量,这是迄今为止依然在全世界范围内广泛使用的液位测量方法,也可以把它用作现场检验其他测量仪表的参考手段。
该方法分为实高测量和空高测量两种。
人工检尺法一般精度为±2mm,通常至少测量两次,两次结果相差不得超过±lmm。
人工检尺法具有测量简单、直观、成本低等优点,但需要检测人员动手测量,不适合恶劣环境下的操作。
另外,需要较长的测量时间,难以实现在线实时测量,即实时性较差且需手工处理数据,不利于数据的计算机管理。
(2)浮子测量装置:浮子式测量装置采用大而重的浮子作为液位测量元件,驱动编码盘或编码带等显示装置,或连接电子变送器以便远距离传输测量信号。
物位检测的方法一、引言物位检测是指检测物料在容器中的高度或数量,是工业自动化生产中不可缺少的一环。
本文将介绍物位检测的常用方法,包括接触式和非接触式两种。
二、接触式物位检测方法1. 浮球式物位开关浮球式物位开关是一种常用的接触式物位检测方法。
它通过一个浮球来控制开关的状态,当液位上升时,浮球随之上升,当液位下降时,浮球也随之下降。
当液位达到设定高度时,浮球会推动开关闭合或断开。
2. 振叉物位开关振叉物位开关是一种基于机械振动原理的接触式物位检测方法。
它通过一个振荡器和两个叉子组成,在正常情况下,两个叉子间隔一定距离,并保持振荡状态。
当有物料进入容器并堆积到叉子上方时,振荡器会停止振荡并发出信号。
3. 电容式物位传感器电容式物位传感器是一种基于电容原理的接触式物位检测方法。
它通过将传感器放置在容器内部,当物料接触到传感器时,会改变传感器的电容值,从而检测物位高度。
三、非接触式物位检测方法1. 激光雷达物位检测激光雷达物位检测是一种基于激光原理的非接触式物位检测方法。
它通过向容器内部发射激光束并接收反射回来的信号来确定物料的高度。
该方法可以应用于各种不同类型的容器,具有高精度和高可靠性。
2. 超声波物位检测超声波物位检测是一种基于超声波原理的非接触式物位检测方法。
它通过向容器内部发射超声波并接收反射回来的信号来确定物料的高度。
该方法适用于各种不同类型的液体和固体,并具有较高的可靠性。
3. 微波雷达物位检测微波雷达物位检测是一种基于微波原理的非接触式物位检测方法。
它通过向容器内部发射微波并接收反射回来的信号来确定物料的高度。
该方法适用于各种不同类型的液体和固体,并具有较高的可靠性和精度。
四、总结物位检测是工业自动化生产中不可缺少的一环,本文介绍了接触式和非接触式两种常用的物位检测方法。
其中,接触式物位检测方法包括浮球式物位开关、振叉物位开关和电容式物位传感器;非接触式物位检测方法包括激光雷达物位检测、超声波物位检测和微波雷达物位检测。
水泥厂几种常用料位计的应用比较工业自动化生产过程中料位是主要测量参数之一,随着工艺要求的提高,料位作为一个重要的过程参数日益引起大家的关注。
料位测量的方法很多,通常分为接触式测量仪表(重锤式、电容式、音叉式、阻旋式等)和非接触式测量仪表(γ射线式、超声波式、雷达式等)。
由于接触式测量仪表受被测介质物理及化学性质的影响很大,且均为定长产品互换性较差;而非接触式仪表基本不受被测介质物理及化学性质的影响或影响较小,有逐步取代接触式测量仪表的趋势。
一、接触式测量仪表1.重锤式料位计料位探测过程由控制器发出的信号来控制,当传感器接到探测命令时,电机正转,经蜗轮、蜗杆减速后带动齿轮轴和绕线筒转动,使钢丝绳下放,带动重锤由仓顶下降,当重锤降至料面被测面托起而失重,钢丝绳松弛,灵敏杠杆动作使微动开关接触,控制器得到该信号即发出电机反转命令,重锤上升返回,直到碰顶开关电机停转,重锤回到仓顶原位置完成一次探测过程。
此过程中控制器通过检测绕线筒的圈数计算出重锤从仓顶到料面的距离。
该料位计适于块状、颗粒状及粉状的固态物位测量。
优点:测量不受介质密度、颗粒大小的影响。
缺点:机械内部易落灰尘影响测量效果;机械磨损较严重,需经常维护,花费较大;重锤易发生被物料埋住现象,发生掉锤头、断带故障。
2.电容式料位计原理是插入料仓的电极与料仓壁之间构成电容器,当仓内物料料位变化引起电容量的变化,通过转换电路得到相应的控制信号。
该料位计既可用作连续式料位测量,也可用作料位开关作为报警或入料、卸料设备的输入信号。
若用作连续料位检测,测量精度不高,故通常用作料位开关。
优点:无机械磨损,安装维修方便;依据量程大小和控制方式不同,电极设计成杆(棒)式或钢缆(重型钢缆)式,可应用于各种料仓;价格较低。
缺点:若电极(探头)上或仓壁粘有物料,往往会导致控制器误动作,从而影响测量效果,应定期检查探头和料位开关动作情况并校验。
3.阻旋式料位计基本原理是同步微电动机减速后,带动检测叶片以2.5~5r/min的转速旋转,当被测物料的料位上升使叶片转动受阻,检测机构便围绕主轴产生旋转位移。
表4数据统计结果均 值标准差变异系数I p(kA)121170116113%t1(μs)211401063219%最大值,t1为第一半波时间长度。
实验表明,随着放电能量的加大,PPT放电电流变大,放电时间增加。
无论是峰值电流还是半波时间等波形参数,其变异系数都≤±3%,这说明该测量系统状态稳定,重复性好。
5 结论针对PPT放电电流的特点,设计了一种Ro2 gowski线圈测量系统,该系统能准确采集PPT工作过程中产生的脉冲电流信号波形,具有良好的测量特性。
对电流最大值和时间参数的测量,准确性和重复性都能较好地满足测量要求,波形失真较小,为PPT放电电流的测量提供了一种可靠的手段。
参考文献[1]华中工学院、上海交大合编1高电压试验技术[M]1北京:水利电力出版社,1983:303~305[2]J1Wey,D1Eckenfels,C1G authier,et al1High Accuracy Measure2ments on Railguns[J]1IEEE Trans on Magnetics11995,31(1): 764~769[3]谭北华1一种同轴脉冲等离子体微推力器的研制与测试[D]1中国科学院研究生院,2003[4]J1D1Ramboz1Machinable Rogowski Coil,Design,and Calibration[J]1IEEE Trans on Instrumentation11996,45(2):511~515 [5]张红岭,王海明,郑绳楦1Rogowski线圈的结构与电磁参数的研究[J]1高电压技术12006,32(6)[6]黄浩,陆继明,毛承雄,李维波1Rogowski线圈结构参数仿真研究[J]1电力系统及其自动化学报12004(3)[7]Donald G1Pellinen1Rogowski Coil for Measuring Fast,High-lev2el Pulsed Currents[J]1Review of Scientific Instruments11980,51(11):1535~1540[8]G B/T168961-20051高电压冲击测量仪器和软件———第1部分:对仪器的要求[S][9]IEC61000-4-51Electromagnetic compatibility(EMC)-Part4-5:Testing and measurement techniques-Surge immunity test [S]非接触式激光料位检测系统的设计常凤筠1 崔旭东2(11辽宁科技大学电子与信息学院,鞍山114044;21鞍山师范学院计算中心,鞍山114005)摘 要 目前采用传统接触式方法检测料位存在各种问题,开发一种非侵入式的料位检测方法具有重要的实用价值。
研究了基于激光料位的检测系统原理,该系统由单片机通过串口控制两个激光传感器同时发射激光,激光到达物料位置后反射回激光传感器,通过单片机计算出料位。
该系统结构简单、性能可靠,测量精度较高,弥补了传统测量方法存在的问题。
关键词 激光;测距;料位;料仓0 引言在物位测量中,接触式测量是过去测量物位的主要手段,由于测量时仪表和物料是接触的,在使用过程中往往会出现各种问题,如电容的挂料,音叉的堵料等。
非接触式的物位测量始于上世纪90年代,除了雷达式传感器、超声波传感器外,另外一种非接触式测量技术是激光测距传感器。
激光测距传感器可用于危险场所非接触物位测量,可以测量所有液体和固体的物位,测量精度高,传感器与物料不直接接触,安装维护方便,价格便宜,激光不受光线、物料的影响。
激光测距广泛用于测量腐蚀性和侵蚀性及性质易变的物位。
利用激光测距原理简单,通过测量激光往返目标所需时间来确定目标距离,使它成为距离检测的主要手段。
1 料位测距系统111 料位测距系统组成激光料位测距系统的组成如图1所示。
该系统选用了由瑞士莱卡公司生产的DL S-A15型激光测 测量与设备 计量技术20081No3・13 ・距传感器。
DL S -A 激光测距传感器是新一代的测距设备,该设备拥有许多卓越的性能,是一种当前最为先进的经济型在线位置检测系统,具有惊人的测试精度和极高的稳定性。
由于是通过发射激光束至目标物体,利用反射光束精确计算距离,因此在不加反射靶的情况下,也可达到很远的检测距离,而且对目标物体的尺寸面积比超声波要求的面积小得多,使得对远距离的小尺寸物体位置检测成为可能。
DL S -A15型激光测距传感器可广泛应用于工业液位、料位、生产线料坯传送定位,其位置数据还可传送到远程监控终端,是工业自动化和生产智能管理的理想仪器,测量精度达±115mm ,单次测距输入指令为g <trm >,返回数据成功为311106+xxxxxxxx <trm >。
图1 激光料位测距系统的组成框图硬件主要采用W77E58单片机,通过自身的两个串行通信口同时发测距命令,利用激光测距传感器DL S -A15进行料位实际距离的测量。
其它的功能运算、数据处理等均由软件程序完成。
112 料位测距系统原理激光测距应用于高达20m 、直径达10m 的大型储料桶(如水泥厂、矿厂的储料桶)的料位测定,利用激光的非合作目标相位测距法,采用多点测量,每点测量多次,用其平均值作为计算物料量的参数,从而测出料位距桶顶的距离。
该系统容易安装维护、效率高,所采用的探测介质对人体和环境无害,是一种理想的料位检测方法。
用单片机控制两个激光测距传感器,从而构成物位测量系统,能够测量一次距离和多次距离,以及进行时间和料位距离显示。
在料仓的料位测量中,两个激光测距传感器分别安装在料仓上方的不同位置,图2为实际料仓料位进行测量的示意图。
应用激光测距传感器在空气中的定向传播和固体反射特性计算传播距离,从而得到测量系统到物料的距离。
图2中,d 为料仓的总高度,两个激光测距传感器测出的距离分别为h 1、h 2,由单片机求出平均值h ,即为物料与料仓口的距离,从而可以得出料位的高度H 。
H =d -h图2 料仓料位测量示意图本设计主要是利用W77E58单片机和RS232C串行通讯通过按键分别向两个激光测距传感器(DL S -A15)同时发测距命令(“g \n ”),传感器接收此命令并对被测料仓物体发射一束光信号,经反射回的光信号在传感器内部被转换为一序列号码,若成功返回代码为311106+xxxxxxxx ,然后再经RS232C 串行通讯将返回的数据发送到W77E58。
W77E58将串行口传来的数据求平均值即为料仓的料位,并通过MAX7219芯片驱动L ED 显示器实时显示被测料仓的料位。
2 通讯电路设计过程通讯电路主要完成电平的转换与信息的传递。
本系统的通讯电路为单片机与激光测距传感器之间的通信,而单片机与传感器之间的通信主要是依靠单片机的串行通信功能得以实现。
DL S -A 激光传感器的接口为D 型接口,本系统选用RS232作为与单片机相连的接口,连接图如图3所示。
W77E58单片机的片内串行口是两个全双工的异步串行通信接口,可以同时发送和接收数据,串行 测量与设备 ・14 ・计量技术20081No 3图3 DL S -A 激光传感器与单片机连接图口的接收和发送都是通过对特殊功能寄存器SBU F 的访问实现。
CPU 对SBU F 执行写操作即可发送数据,CPU 对SBU F 执行读操作即可接收数据。
本设计通过单片机向传感器发送测距命令“g/n ”来完成发送数据,即单片机通过判断测距命令字符数组“g/n ”中的字符是否等于‘/n ’来确定发送是否结束,如两个字符相等则发送测距命令完成,并将送到图4 发送子程序流程图数据缓冲器SBU F 中通过串行口的TXD 给激光测距传感器的RXD 接收。
接收方案通过判断串行通信控制器SCON 的接收中断结束标志RI 来实现对返回数据的接收。
即本系统通过判断接收是否超时,如超时则重新发测距命令;不超时则接收数据并判断第一个接收的是否是3,如是3则先让出6个标志位“311106”,再接收8位数据位,但是本系统中最大距离是m 且精确到1/10mm ,所以有效数是从第2位至第6位,通过程序将其分离出来后的5位数(10m 、m 、dm 、cm 、mm )为测得的距离值。
3 测距程序设计思想此部分程序主要完成测距功能,并把单片机所测得的距离求平均值,进行数码显示。
发送子程序流程图及测实际距离getlength ()程序流程图如图4、5所示。
图5 测实际距离getlength ()程序流程图4 结论基于激光的料位检测系统,通过与单片机相配合的电路设计实现对料位的测量,由软件实现对测量距离的计算,并由液晶屏显示出结果。
该系统具有测量精度高,运行可靠等特点。
参考文献[1]Dimetix A G 公司上海服务中心1Distance Laser Sensor TechnicalReference Manual[DB/OL ]1http ://www 1dimetix 1com 1cn/prod 2ucts/solutions 1htm ,2005-05-09[2]马忠梅,籍顺心,张凯,马岩1单片机的C 语言应用程序设计[M ]1北京:北京航空航天大学出版社,2001[3]高稚允,高岳1光电检测技术[M ]1北京:国防工业出版社,1997[4]张承铨1国外军用激光仪器手册[M ]1北京:兵器工业出版社,1989 测量与设备 计量技术20081No 3・15 ・。