阀体零件机械加工工艺过程卡片
- 格式:docx
- 大小:7.36 KB
- 文档页数:2

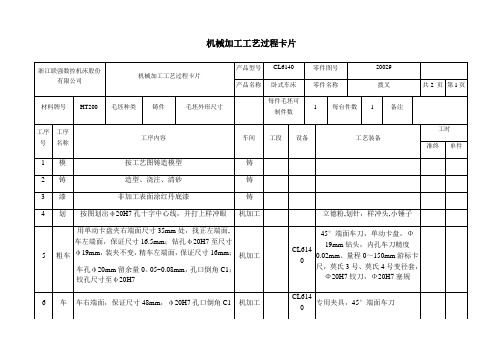
总页 第页 编号: 产品名称 阀 生产纲领 件/年 机械系统设计与制造III 机械加工工艺过程卡片 零件名称 生产批量 件/月 材料 毛坯种类 毛坯外形尺寸 每毛坯可制作件数 每台件数 备注 序 号 工序 名称 工序内容 工 序 简 图 机床 夹具 刀具 量具 附具 工时 (min)
编制(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签字 日期 装
订
线 学校名称:
总页 第页 编号: 产品名称 阀 生产纲领 件/年 机械系统设计与制造III 加工工艺分析 零件名称 生产批量 件/月
装 订
线 学校名称:。

机械加工工艺过程卡片机械加工是制造业中不可缺的一个分支,它是通过机械设备对工件进行切削、切割、钻孔、抛光等加工,从而获得所需要的尺寸、形状和表面质量的工艺过程。
机械加工过程卡是机械加工中必不可少的文档,它是一个记录具体加工工艺步骤、加工参数和切削数据等关键信息的卡片,是确保加工质量和生产效率的重要工具。
工艺流程机械加工工艺流程包含加工前准备、机床设备调整、切削加工、测量检查和清洗保养等环节。
在制作机械加工过程卡时,需要清晰地将每个环节中的具体操作步骤、设备参数及相关材料记录下来。
设备调整机床设备调整是机械加工过程中最关键的步骤之一,调整好机床设备可以直接影响加工质量和效率。
在制作机械加工过程卡时,需要记录下每一台机床设备的具体调整过程和工作参数,包括设备的准备、调整和定位等。
切削加工切削加工是机械加工过程中最常见的加工方式之一,也是最重要的加工方式之一。
制作机械加工过程卡时,需要记录下每一道切削工艺的具体过程和切削数据参数,包括切削刀具、切削量、切削速度和加工深度等。
测量检查测量检查环节是机械加工过程中最重要的环节之一,它可以验证加工精度和保证加工质量,因此在制作机械加工过程卡时,需要记录下测量检查环节的具体操作步骤和关键参数。
清洗保养机械加工过程结束后,需要对机床设备进行清洗和保养,以保证设备的长期使用和正常性能。
制作机械加工过程卡时,需要记录下清洗和保养环节的具体操作步骤和维护措施。
机械加工工艺过程卡片是机械加工过程中必不可少的一份文档,它可以记录下每一个加工环节的相关操作和关键参数,帮助工人和技术人员按照标准化的操作流程进行机械加工,并确保加工质量和生产效率。
制作一份好的机械加工工艺过程卡片需要具备清晰明确的思路和详尽的记录素材,有助于提升机械加工的工作效率和加工质量。

机械加工工艺过程卡片及工序卡学生姓名届 2021学院〔系〕机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第〔2〕页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面〔先加工凸起面〕刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85〔1〕保证加工面距中心线尺寸18.35±0.102t=0.5〔2〕两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 〔1〕其一平面必垂直设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔3〕页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面〔先加工凸起面〕刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5〔1〕保证加工面距中心线尺寸18.35±0.10〔2〕两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0〔1〕其中一大平面赢平直不直度≯0.10mm设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔4〕页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔5〕页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体和盖第〔6〕页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平坦一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。

机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。


机械加工工序卡片产品型号零(部)件图号产品名称联轴器零(部)件名称连接座共(6)页第(1)页车间工序号工序名称材料机加工车间粗车HT200毛坯种类每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称联轴器零(部)件名称连接座共(6)页第(2)页车间工序号工序名称材料粗车HT200毛坯种类每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机辅1设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称联轴器零(部)件名称连接座共(6)页第(3)页车间工序号工序名称材料HT200毛坯种类每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称联轴器零(部)件名称连接座共(6)页第(4)页车间工序号工序名称材料HT200毛坯种类每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称联轴器零(部)件名称连接座共(6)页第(5)页车间工序号工序名称材料HT200毛坯种类每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称联轴器零(部)件名称连接座共(6)页第(6)页车间工序号工序名称材料HT200毛坯种类每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期。

职业技术师范学院机械加工工艺过程卡片产品型号HK-KIH201455 零件图号4059 资料编号227产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页材料牌号405514 毛坯种类45钢毛坯外形尺寸Φ250*60mm 每毛坯件数 1 每台件数工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 粗铣两端面 1 立式铣床立式铣床、专用夹具2 粗精铣顶面、底面、内阶梯面、外阶梯端面 2 数控铣床数控铣床、专用夹具3 粗镗内环6-φ35通孔、10-M6均布孔、6-M6-7H均布孔 1 坐标镗床卧式镗床、专用夹具4 钻顶面2-φ8锥销孔 1 摇臂钻床摇臂钻床、专用夹具5 攻内外阶梯面10-M6均布孔、6-M6-7H均布孔、4-M6-7H孔螺纹 1 组合机床组合机床、专用夹具6 各锐边倒角 2 卧式车床普通车床、专用夹具8 清洗 3 清洗台自来水、专用防锈液9 检验 3 检验平台通用量具设计(日期)校对(日期)审核(日期)标准化(日期)2016/6/17 2016/6/25标记处数签字日期标记处数更改文件号签字日期职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页车间工序号工序名称材料牌号1 01 粗铣毛坯上下端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*65mm 1 1设备名称设备型号设备编号同时加工件数立式铣床 1夹具编号夹具名称切削液普通夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣顶面立式铣床、游标卡尺710 186 1 3 1 0.7 0.22 粗铣底面立式铣床、游标卡尺710 186 13 1 0.7 0.2 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 2 页车间工序号工序名称材料牌号202粗精铣顶面、底面、内阶梯面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*59mm 1 1设备名称设备型号设备编号同时加工件数数控铣床CA6145 1 夹具编号夹具名称切削液气动自动定心卡盘无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣上端面外阶梯面数控铣床、12mm铣刀,游标卡尺560 132 0.3 33 1 0.7 0.22 半精铣上端面外阶梯面数控铣床、12mm铣刀,游标卡尺710 186 0.15 0.7 1 0.7 0.23 粗铣内阶梯面数控铣床、12mm铣刀,游标卡尺560 132 0.3 45 1 0.7 0.24 半精铣内阶梯面数控铣床、12mm铣刀,游标卡尺710 186 0.15 0.7 1 0.7 0.25 精铣底面φ42内孔数控铣床、12mm铣刀,游标卡尺810 210 0.05 45 1 0.7 0.26 粗铣下阶梯端面数控铣床、12mm铣刀,游标卡尺710 132 0.15 12 1 0.7 0.27 半精铣下阶梯端面数控铣床、12mm铣刀,游标卡尺810 186 0.05 0.7 1 0.7 0.28 半精铣φ48内孔数控铣床、12mm铣刀,游标卡尺810 186 0.05 0.2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 3 页车间工序号工序名称材料牌号203粗镗内环各通孔,螺纹孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床 1 夹具编号夹具名称切削液专业夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精镗6-φ35环孔坐标镗床,专用夹具450 180 0.5 152 半精镗10-M6深12均布孔坐标镗床,专用夹具450 180 0.5 123 半精镗6-M6深12均布孔坐标镗床,专用夹具450 180 0.5 124 半精镗4-M6-7H深16均布孔坐标镗床,专用夹具450 180 0.5 165 半精镗2-φ8锥销孔坐标镗床,专用夹具450 180 0.5 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称分度齿盘零件名称分度齿盘座共 1 页第 4 页车间工序号工序名称材料牌号2 04 钻2-φ8锥销孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数摇臂钻床 1夹具编号夹具名称切削液专业夹具专业切削液工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻顶面2-φ8锥销孔摇臂钻床,麻花钻400 118 1 5 1 0.6 0.3 2345设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 4 页车间工序号工序名称材料牌号2 1 粗镗内环6-φ35通孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*57mm 1 1设备名称设备型号设备编号同时加工件数摇臂钻床 1夹具编号夹具名称切削液专业夹具专业切削液工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 10-M6均布孔攻螺纹摇臂钻床,麻花钻400 118 1 10 1 0.6 0.32 6-M6-7H均布孔攻螺纹摇臂钻床,麻花钻400 118 1 通孔3 4-M6-7H孔攻螺纹摇臂钻床,麻花钻400 118 1 1245设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 5 页车间工序号工序名称材料牌号2 05 粗镗内环6-φ35通孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢 1设备名称同时加工件数1夹具编号夹具名称切削液专业夹具专业切削液工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 10-M6均布孔攻螺纹摇臂钻床,麻花钻400 118 1 10 1 0.6 0.32 6-M6-7H均布孔攻螺纹摇臂钻床,麻花钻400 118 1 通孔3 4-M6-7H孔攻螺纹摇臂钻床,麻花钻400 118 1 1245设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 6 页车间工序号工序名称材料牌号2 06 各锐边倒角HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数卧式车床 1夹具编号夹具名称切削液专业夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车各锐边卧式车床,专业夹具500 150 0.1 0.3 1 0.6 0.32 半精车φ42、φ48内孔锐边卧式车床,专业夹具500 180 0.2 1 1345设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第7 页车间工序号工序名称材料牌号2 07 清洗及检查零件HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数钳工工作台 1夹具编号夹具名称切削液专业夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 清洗台专业清洗液2 钳工工作台游标卡尺,千分尺,各种仪表345设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)11。

产品名称零件名称手柄共 2 页第 1 页车间工序号工序名称材料牌号
机加工10 粗铣端面B 45
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1
设备名称设备型号设备编号同时加工件数
立铣X52 1
夹具编号夹具名称切削液
专用铣夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 基本辅助
1 粗铣端面B保证厚度尺寸28端面铣刀,游标卡尺Ⅱ型60 59.35 0.18 1 1
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改
文件号
签字日期标记
更改
文件号
签字日期
产品名称零件名称手柄共 2 页第 2 页车间工序号工序名称材料牌号
机加工20 粗铣端面A 45
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1
设备名称设备型号设备编号同时加工件数
立铣X52 1
夹具编号夹具名称切削液
专用铣夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 基本辅助
1 粗铣端面A保证厚度尺寸27端面铣刀,游标卡尺Ⅱ型60 59.35 0.18 1 1
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改
文件号
签字日期标记
更改
文件号
签字日期。
阀体零件机械加工工艺过程卡片阀体零件机械加工工艺过程卡片
一、工艺概述
阀体是阀门的主要零件之一,其作用是连接阀门的其他零件,并承受介质流动的压力。
阀体的机械加工工艺过程主要包括:铸造或锻造原料准备、铸造或锻造、热处理、精密加工、组装等环节。
二、工艺流程
1.铸造或锻造原料准备
根据阀体的设计要求,选择合适的铸造或锻造原料,如铁、钢等。
然后进行原料的切割、熔炼等预处理工作,以获得符合要求的原料。
2.铸造或锻造
将预处理好的原料进行铸造或锻造,以得到初步成型的阀体零件。
铸造方法主要有砂型铸造、金属型铸造等,锻造方法主要有自由锻造、模锻等。
3.热处理
对铸造或锻造后的阀体零件进行热处理,以改善其组织结构和性能。
常用的热处理方法有退火、正火、淬火等。
4.精密加工
对经过热处理的阀体零件进行精密加工,以满足设计要求。
精密加工包括车削、铣削、钻削、磨削等工艺,以及涂层、喷砂等表面处理工艺。
5.组装
将精密加工好的阀体零件进行组装,与其他阀门零件相连接,形成完整的阀门产品。
三、工艺参数
1.铸造或锻造原料的选择要根据阀体的工作环境和要求来确定,通常需要考虑材料的强度、耐磨性、耐腐蚀性等因素。
2.铸造或锻造过程中的温度、时间、压力等参数需要根据具体的材料和工艺来确定,以保证铸造或锻造的质量。
3.热处理过程中的温度、时间、冷却速率等参数需要根据材料的性质和热处理方法来确定,以获得理想的组织结构和性能。
4.精密加工过程中的切削速度、进给量、切削深度等参数需要根据材料的硬度和加工要求来确定,以保证加工的精度和表面质量。
四、设备工具
1.铸造或锻造需要的设备工具主要有炉子、模具、铸造或锻造机床等。
2.热处理需要的设备工具主要有炉子、冷却设备、测温仪等。
3.精密加工需要的设备工具主要有车床、铣床、钻床、磨床等。
4.组装需要的设备工具主要有手工工具、夹具等。
五、质量控制
在阀体零件的机械加工过程中,需要进行严格的质量控制,以保证产品的质量。
主要包括材料的质量检验、铸造或锻造过程的质量控制、热处理过程的质量控制、精密加工过程的质量控制等。
六、安全注意事项
1.在铸造或锻造过程中,需要采取防护措施,以防止烫伤、烟尘吸入等事故的发生。
2.在热处理过程中,需要注意火源的安全,以避免火灾的发生。
3.在精密加工过程中,需要注意刀具的安全使用,以避免切削事故的发生。
4.在组装过程中,需要注意零件的正确连接,以避免事故的发生。