联轴器找正培训
- 格式:ppt
- 大小:294.00 KB
- 文档页数:18

应用技术
l■ Claina science and TecI'mology Review
联轴器的安装找正方法
刘涛何宝泉
(首钢京唐钢铁联合有限责任公司唐山曹妃甸063200)
【摘要]联轴器是电机和转动机械之间联接的重要部件,本文以首钢京唐镀锌3#线电机和减速箱之间的联轴器为例,介绍联轴器的安装和找正方法。
[关键词]联轴器安装找正 中图分类号:U73 文献标识码:A 文章编号:1009—914X(2015)46—0232-01
一概述 联轴器的安装过程及安装质量关系到整个机械的正常运行。安装和找正的
方法不对或找正的结果不精确,会引起转动设备的振动值超标,严重威胁着转
动设备的正常运行,易引起机器的振动及轴承等转动部件的磨损。尤其是高转
速设备,对联轴器安装、找正要求极为严格
京唐镀锌3#线是连续板材生产线,线上带有传动的辊子装置很多,联轴器
大多为弹性圆柱销联轴器和鼓形齿式联轴器。本文以此为例,就联轴器安装与
找正方法作系统的阐述。
=联轴器的安装 2 1热装联轴器的基本原理
由于现场条件限制,联轴器一般采用热装,热装配的基本原理是加热联轴
器,使其直径膨胀一个配合间隙值,然后装入被包容件(轴),待冷却后,机件便达
到所需结合强度。
2.2热装联轴器的步骤
a.首先核对联轴器是否与另一个相联结的联轴器成对,特别是若干个同样 的机组安装中,要查明成对号码或记号。联轴器配合面上应无毛刺、擦伤等缺
陷。
b.对电机、减速箱及其他传动部件的轴头部位进行清理打磨,消除由于加
工、拆装等产生的划痕、毛刺等,并在轴头涂抹适量润滑脂。
c.将联轴器加热到需要的温度。加热联轴器的方法主要有加热炉加热、热
油浸泡加热、电磁感应加热、火焰加热等。目前车间主要采用火焰加热和电磁加
热。
d.校正联轴器的位置,使联轴器孔垂直(垂直套装时)或呈水平(水平套装
时),并清扫联轴器孔,使内孔无杂物。
e.将联轴器吊近轴端处,用量棒检查内孔尺寸是否有所需装配间隙,如量
二、电机联轴器找正方法
联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工
作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是
否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准
确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,
机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因
此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需
要的.从装配角度讲�只要能保证联轴器安全可靠地传递扭矩�两轴中心允
许的偏差值愈大�安装时愈容易达到要求。但是从安装质量角度讲�两轴中
心线偏差愈小�对中愈精确�机器的运转情况愈好�使用寿命愈长。所以�
不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余
量。
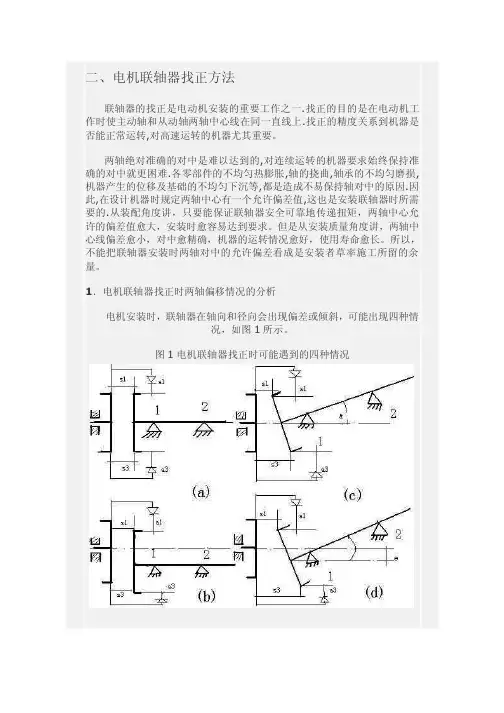
1�电机联轴器找正时两轴偏移情况的分析
电机安装时�联轴器在轴向和径向会出现偏差或倾斜�可能出现四种情
况�如图1所示。
图1电机联轴器找正时可能遇到的四种情况
根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机联轴器偏移的分析
2.测量方法
安装电机时�一般是在电机中心位置固定并调整完水平之后�再进行联轴器的找正。通过测量与计算�分析偏差情况�调整电动机轴中心位置以达
到主动轴与从动轴既同心�又平行。
联轴器找正的方法有多种�常用的方法如下�
�1�简单的测量方法如图2所示。用角尺和塞尺测量联轴器外圆各方位上 的径向偏差�用塞尺测量两半联轴器端面间的轴向间隙偏差�通过分析
和调整�达到两轴对中。这种方法操作简单�但精度不高�对中误差较
大。只适用于电机转速较低�对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法
�2�用中心卡及塞尺的测量方法找正用的中心卡�又称对轮卡�结构形式 有多种�根据联轴器的结构�尺寸选择适用的中心卡�常见的结构图3
所示。中心卡没有统一规格�考虑测量和装卡的要求由钳工自行制作。
水泵和电机联轴器的找正、对中方法
收藏此信息 打印该信息 添加:用户发布 来源:未知
1、泵对中的重要性
泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析
在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。一般情况下,可能遇到的有以下四种情形。
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法
下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:
1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
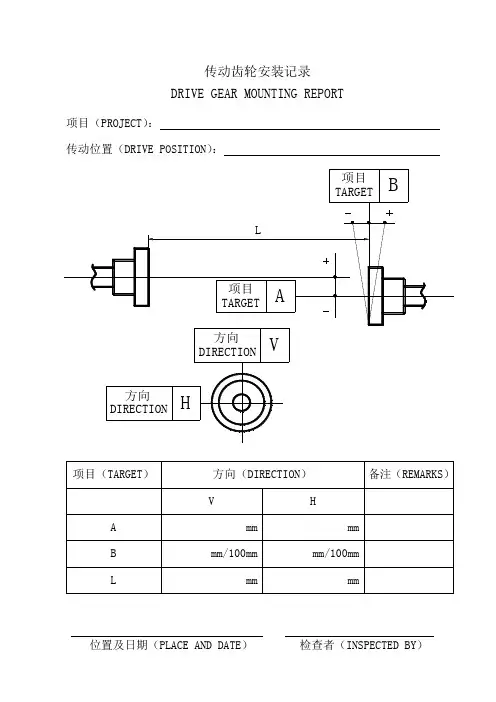
传动齿轮安装记录
DRIVE GEAR MOUNTING REPORT
项目(PROJECT):
传动位置(DRIVE POSITION):
HA 项目 TARGETBL 方向 DIRECTION 方向 DIRECTIONV 项目 TARGET
项目(TARGET) 方向(DIRECTION) 备注(REMARKS)
V H
A mm mm
B mm/100mm mm/100mm
L mm mm
位置及日期(PLACE AND DATE) 检查者(INSPECTED BY) 联轴器安装记录
项目:
传动位置:
HABLV 方向 方向 项目 项目
项目 方向 备注
V H
A mm mm
B mm/100mm mm/100mm
L mm mm
建设单位代表: 质检员: 班组长: 传动齿轮安装记录
DRIVE GEAR MOUNTING REPORT
项目(PROJECT):
传动位置(DRIVE POSITION):