三台电机控制箱控制设计
- 格式:docx
- 大小:246.93 KB
- 文档页数:14

3台电动机自动顺序启停PLC控制1.引言可编程序控制器,是集计算机技术、自动化技术、通信技术于一体的通用工业控制装置,简称PLC。
它是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。
PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。
用户在购到所需的PLC后,只需按说明书的提示,做少量的接线和简易的用户程序编制工作,就可灵活方便地将PLC应用于生产实践。
以PLC为主构成的控制系统具有可靠性高、控制功能强大、性价比高等优点,是目前工业自动化的首选控制装置。
故本设计中采用PLC集中控制的办法,利用PLC 简单可视化的程序,对3台电动机实现顺序起停控制,可以通过手动实现,也可以通过延时实现自动起停控制,延时时间可以在线设置,并通过指示灯显示各电动机的运行状态。
本设计广泛应用在港口、电厂、煤矿、钢铁企业、水泥、粮食以及轻工业的生产线。
既可以运送散状物料,也可以运送成件物品。
还可应用于装船机、卸船机、堆取料机等连续运输移动机械。
通过本设计对所学的PLC知识综合巩固应用,巩固练习运用组态软件及组态设计,提高对PLC控制系统的设计、安装和调试能力。
2. PLC选型世界上PLC产品可按地域分成三大流派:美国、欧洲和日本。
日本的PLC技术是由美国引进的,但日本的主推定位在小型PLC上,在小型机领域中颇具盛名。

三台750KW發電機並聯控制系統工程內容:1.本案係為更換現有已故障之發電機並聯控制系統,該系統原使用於三台750KW 220V柴油引擎發電機做自動同步並聯供電,整套系統由三只「發電機控制盤」及一只「並聯統合盤」所組成。
2.發電機各控制盤使用既有箱體,控制盤內之各類元件如ACB、CT、PT、銅排與其他供電主迴路元件等均加以保留不予更動。
本工程需更換部分僅包含各「發電機控制盤」及「並聯統合盤」內之並聯控制器與相關之發電機並聯控制電路與元件等。
既有各控制盤箱體其內外盤門須配合控制操作裝置之更新一併更換之。
3.更新「發電機控制盤」須具備如下之顯示及控制之機能。
3.1.「發電機控制盤」內之發電機控制器(GCU):發電機控制器需符合CE 及UL 認證,IP65等級,內建可程式功能,具可規劃之人員密碼Password可供管制鍵入與操作,功能面板解析度至少為128x64 LCD之數位顯示幕,支援多國語言及中文可顯示以下發電機運轉狀態:(a)三相交流電流表(b)交流電壓表顯示三相及對中性線之電壓(c)頻率表(d)瓦特表(e)功因表(f)瓦時表(g)引擎及發電機故障保護包括:起動失敗,過速度,高水溫,低油壓停機保護,發電機過低電壓,過低頻率,反時性過電流,短路過電流,過負載卸載及停機保護。
(h)事件記錄:最高可記錄到500 筆,記錄內容包括事件發生時間,以及事件發生時之所有電表及引擎儀表數據,以及事件發生種類等。
4.1.發電機控制器面板操作開關包括如下等功能:(a)運轉模式切換按鈕開關:OFF-手動-自動(b)手動起動及手動停止按鈕開關(c)警報停止開關(d)故障復歸開關(e)ACB 投入跳脫操作按鈕開關4.2.發電機控制器面板指示LED 燈,包括:(a)發電機故障LED 燈(紅色)(b)發電機發電LED 燈(綠色)(c)發電機斷路器投入跳脫LED 燈(綠色)(d)輸出BUS 有電指示LED 燈(綠色)4.3.發電機控制器之同步及負載分擔需採最新Build-In內建於發電機控制器方式,並具控制多種不同廠牌ECU之功能含J1939、ModBus、及其他通信介面,易於與新型舊型不同廠牌發電機並聯。

PLC课题设计设计课题:单按钮控制三台电机顺序起停控制系统专业班级:学生姓名:对应学号:指教教师:设计时间:2012 年12月21日目录一、设计题目 (3)二、选择方案 (3)三、控制要求 (3)四、设计内容 (3)1、型号选择 (3)2、主电路图 (4)3、控制电路图 (5)4、PLC外部接线图 (6)5、I/O分配表 (7)6、启动流程 (7)7、梯形图 (8)8、指令程序 (9)9、接线实物图 (9)五、小结 (10)附录…………………………………………………………………………参考文献一、设计课题:单按钮控制三台电机顺序起停控制系统二、选择方案:采用记数器控制,记录按下次数,通过计数器来控制开关的通断来达到所需目的。
三、控制要求:试设计一个控制电路。
有3台电动机,用一个按钮控制。
第1次按下按钮时,M1启动;第2次按下按钮时,M2启动;第3次按下按钮时,M3启动。
再按1次按钮3台电动机都停止。
四、设计内容:1、型号选择:经过多方面因素综合考虑,选择台达公司生产的PLC-台达DVP-ES2系列。
台达DVP-ES2系列的特性:(1)主机点数:16 / 24 / 32 / 40 / 60;(2)最大I/O点数:272 点;(3)程序容量:16K Steps ;(4)指令执行速度:0.54µS(基本指令);(5)可扩展8台模拟量模块(16bit);(6)通讯端口:内置1个RS-232口与2个RS-485口,兼容MODBUS ASCII / RTU通讯协议,且均支持Master功能;(7)高速脉冲输出:支持4点独立高速脉冲输出功能,(Y0、Y2)最高可达100kHz,(Y2、Y3)最高可达10kHz ;(8)内置四点高速计数器。
2、主电路图:需要启动三台电机,线路中需要接过载保护、继电器灯开关按键。
具体的主电路接线图如下:3、控制电路图:通过主控按钮SB1来控制三台电机,运用计数器以及复位功能来实现单按钮控制三台电机启动。
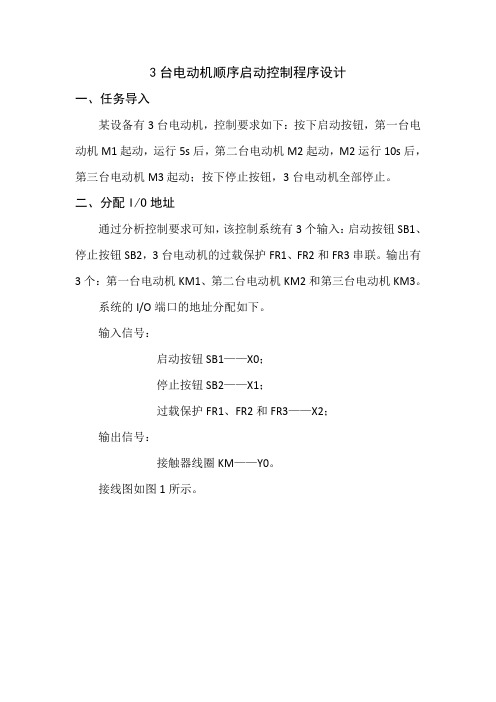
3台电动机顺序启动控制程序设计一、任务导入某设备有3台电动机,控制要求如下:按下启动按钮,第一台电动机M1起动,运行5s后,第二台电动机M2起动,M2运行10s后,第三台电动机M3起动;按下停止按钮,3台电动机全部停止。
二、分配I/O地址通过分析控制要求可知,该控制系统有3个输入:启动按钮SB1、停止按钮SB2,3台电动机的过载保护FR1、FR2和FR3串联。
输出有3个:第一台电动机KM1、第二台电动机KM2和第三台电动机KM3。
系统的I/O端口的地址分配如下。
输入信号:启动按钮SB1——X0;停止按钮SB2——X1;过载保护FR1、FR2和FR3——X2;输出信号:接触器线圈KM——Y0。
接线图如图1所示。
图1 3台电动机顺序启动控制接线图三、程序设计图2 3台电动机顺序启动控制程序该系统是典型的顺序启动控制,控制程序如图2所示。
按下启动按钮X0,第一台电动机Y0启动,同时定时器T0的线圈为ON,开始定时。
定时器T0的线圈接通5S后,延时时间到,其常开触点闭合,第二台电动机Y1启动;定时器T1的线圈接通10S后,延时时间到,其常开触点闭合,第三台电动机Y2启动。
停止时,按下停止按钮X1,所有的线圈都失电,3台电动机全部停止。
四、调试运行(1)按照如图1所示将电路连接正确,连接时注意3个热继电器的常闭触点要串联在一起,然后接入PLC的输入端子X2上。
(2)将如图2所示的程序用GX软件编程并下载到PLC中。
(3)根据图1所示,按下启动按钮X0,首先看到第一台电动机启动,接着第二台电动机启动,再接着是第三台电动机启动,按下停止按钮,3台电动机停止。
启动GX软件的监视功能,注意观察两个定时器当前值的变化和电动机线圈的通电情况,对照控制要求,验证该程序能否达到控制要求。

工作过程分析:
一、启动过程:
∙按下启动按钮,线圈得电吸合,通过其常开触点和延断触点实现自锁,时间继电器得电,开始计时。
∙计时时间到,其延闭触点闭合,线圈德电吸合,并通过常开触点、延断触点实现自锁。
同时,常闭触点分断,断开时间继电器,其延闭触点立即复位,时间继电器得电,开始计时。
∙计时时间到,其延闭触点闭合,线圈得电吸合,并通过常开触点、常闭触点实现自锁。
同时,常闭触点分断,断开时间继电器,其延闭触点立即复位。
∙启动过程完毕。
∙停止过程:
∙停止过程:、、启动完成,其常开触点、、闭合,此时按下
停止按钮,中间继电器得电吸合,常开触点闭合,的常闭触点分断,解除自锁,线圈失电分断;同时常闭触点复位,中间继电器通过常开触点闭合、常开触点闭合实现自锁; 时间继电器得电开始计时。
∙计时时间到,其延断触点分断,解除自锁,线圈失电分断。
同时其延闭触点闭合启动,时间继电器得电开始计时;
∙计时时间到, 其延断触点分断,解除自锁,线圈失电分断; ∙常开触点分断,解除中间继电器自锁, 线圈失电分断; 同时断开时间继电器, 其延闭触点、延断触点立即复位。
其延闭触点复位断开时间继电器,延断触点立即复位。
∙停止过程完毕。
三、为紧急停止按钮。
三台电动机顺启逆停实验报告总结
本次实验主要是通过使用三台电动机进行顺向启动和反向停止,验证电动机的正反转功能。
实验结果表明,通过正、反两个方向的控制,成功实现了三台电动机的启停控制。
在实验前,我们先对电动机进行了简单的组装和接线,确保电机与电源的连接正确,同时对实验中的安全措施也做了充分的准备,保证实验过程安全。
在实验过程中,我们先进行了单台电动机的启停控制实验,确保了控制电路和电机正常工作。
之后,我们对三台电动机进行了同时控制,通过手动切换正反方向,使三台电动机顺向启动和反向停止。
实验结果表明,通过简单的控制电路连接和操作,可以对三台电动机进行有效的控制,实现顺向启动和反向停止。
本次实验加深了我们对电动机控制的理解,提高了我们的实验操作能力,有助于我们更好地理解电动机的原理和应用。
综上所述,本次实验成功实现了三台电动机顺向启动和反向停止的控制,我们对电动机的控制和应用有了更深入的理解和认识,为我们今后的学习和工作提供了参考和借鉴。
PLC控制三台电机的顺序起动机电工程系:指导老师:用三菱FX2N48PLC控制三台电机逐一起动逐一停止。
本文给了详细的设计过程,I/O地址分配,和相关的梯形图,控制程序和控制过程的说明。
[关键词]:PLC逐一启动逐一停止保护梯形图指令表。
一:引言:(1)PLC的发展史:PLC—可编程序控制器,发展至今,除传统的硬PLC外,还有融入控制组态软件之中的软PLC(Softplc)。
它们正在扩展着PLC在工控、工业自动化领域中所占有的市场份额。
由于习惯与技术积累PLC的传统用户,不可能一时放弃原有的投资,在技术改造过程中,在原有的投资基础上,增加性能更好的设备,以提高生产效率和扩大再生产。
PLC传统的应用是在离散过程控制领域,即制造业。
目前PLC已被广泛地应用于连续过程控制领域(2)PLC的优点: 1.实现成本低由于可以直接利用已有的配电网络作为传输线路,所以不用进行额外布线,从而大大减少了网络的投资,降低了成本。
2.范围广电力线是覆盖范围最广的网络,它的规模是其他任何网络无法比拟的。
PLC 可以轻松地渗透到每个家庭,为互联网的发展创造极大的空间。
3.高速率PLC能够提供高速的传输。
目前,其传输速率为14Mbps。
远远高于拨号上网和ISDN,比ADSL更快!足以支持现有网络上的各种应用。
更高速率的PLC产品正在研制之中。
4.永远在线PLC属于"即插即用",不用烦琐的拨号过程,接入电源就等于接入网络!5.便捷不管在家里的哪个角落,只要连接到房间内的任何电源插座上,就可立即拥有PLC带来的高速网络享受!(3)PLC主要应用在哪些方面: 1.开关量逻辑控制取代传统的继电器电路,实现逻辑控制、顺序控制,既可用于单台设备的控制,也可用于多机群控及自动化流水线。
如注塑机、印刷机、订书机械、组合机床、磨床、包装生产线、电镀流水线等。
2.工业过程控制在工业生产过程当中,存在一些如温度、压力、流量、液位和速度等连续变化的量(即模拟量),PLC采用相应的A/D和D/A转换模块及各种各样的控制算法程序来处理模拟量,完成闭环控制。
PLC控制三台电机的顺序起动机电工程系:指导老师:用三菱FX2N48PLC控制三台电机逐一起动逐一停止。
本文给了详细的设计过程,I/O地址分配,和相关的梯形图,控制程序和控制过程的说明。
[关键词]:PLC逐一启动逐一停止保护梯形图指令表。
一:引言:(1)PLC的发展史:PLC—可编程序控制器,发展至今,除传统的硬PLC外,还有融入控制组态软件之中的软PLC(Softplc)。
它们正在扩展着PLC在工控、工业自动化领域中所占有的市场份额。
由于习惯与技术积累PLC的传统用户,不可能一时放弃原有的投资,在技术改造过程中,在原有的投资基础上,增加性能更好的设备,以提高生产效率和扩大再生产。
PLC传统的应用是在离散过程控制领域,即制造业。
目前PLC已被广泛地应用于连续过程控制领域(2)PLC的优点: 1.实现成本低由于可以直接利用已有的配电网络作为传输线路,所以不用进行额外布线,从而大大减少了网络的投资,降低了成本。
2.范围广电力线是覆盖范围最广的网络,它的规模是其他任何网络无法比拟的。
PLC 可以轻松地渗透到每个家庭,为互联网的发展创造极大的空间。
3.高速率PLC能够提供高速的传输。
目前,其传输速率为14Mbps。
远远高于拨号上网和ISDN,比ADSL更快!足以支持现有网络上的各种应用。
更高速率的PLC产品正在研制之中。
4.永远在线PLC属于"即插即用",不用烦琐的拨号过程,接入电源就等于接入网络!5.便捷不管在家里的哪个角落,只要连接到房间内的任何电源插座上,就可立即拥有PLC带来的高速网络享受!(3)PLC主要应用在哪些方面: 1.开关量逻辑控制取代传统的继电器电路,实现逻辑控制、顺序控制,既可用于单台设备的控制,也可用于多机群控及自动化流水线。
如注塑机、印刷机、订书机械、组合机床、磨床、包装生产线、电镀流水线等。
2.工业过程控制在工业生产过程当中,存在一些如温度、压力、流量、液位和速度等连续变化的量(即模拟量),PLC采用相应的A/D和D/A转换模块及各种各样的控制算法程序来处理模拟量,完成闭环控制。