数控车床刀片及刀杆型号含义
- 格式:ppt
- 大小:3.62 MB
- 文档页数:35
fanuc刀具号的参数
fanuc刀具号的参数主要包括以下几个方面:
1. 刀柄型号:车床上常见的两种刀柄型号为M型和P型,其中M型为平口刀柄,P型为棒式刀柄。
2. 刀杆长度:指刀具整体长度,包括夹持部分和切削部分,通常以毫米为单位。
一般来说,刀杆长度越长,切削范围越大,但是太长容易造成刚性不足、振动增加。
3. 切削刃长度:指刀具上用于切削的部分长度,也就是一般所说的插刀长度,一般以毫米为单位。
不同的切削任务需要不同的刀具,刀具的切削刃长度通常根据具体的切削任务而不同。
4. 刃角:指刀具直线切削部分的尖角,在车削过程中是非常关键的参数。
刃角越大,切削力越大,所以需要根据具体的切削任务选择合适的刃角。
5. 刀具材料:刀具材料的选择直接影响到切削效果和寿命,常见的刀具材料有硬质合金、高速钢等。
以上参数都是fanuc刀具号的重要参数,在选择和使用刀具时需要特别注意。
如果您对上述参数还有疑问,建议查阅fanuc相关技术文档或咨询专业技术人员。
机夹刀片的型号表示方法根据ISO标准对可转位刀片型号的规定,刀片型号使用字母和数字来区分,如:其中:第一位字母为形状代号,用于表示刀片的形状,包括正方形、正三角形、菱形等;第二位字母为后角代号,表示刀片的后角;第三位字母为等级代号,表示刀片的制造精度等级,A~U不同,A级精度最高;第四位字母为沟、孔代号,表示刀片的表面形状(指断屑槽和安装孔);数字前两位为切削刃长度及内切圆代号,表示切削刃长度和内切圆直径:中间两位为厚度代号,指的是刀片的厚度;后两位表示刀尖圆弧半径代号(一般指数值);在数字代号后的第一位字母表示主切削刃形状刀具(由断屑槽区分);最的的两位字母为补充代号,主要指适用的材料及使用工艺特性。
上面给出的刀具代号即表示正三角形、后角为0。
、制造精度等级M级、具有中间圆孔和双面断屑槽、内切圆直径为16mm、刀片厚度为04级(4.76mm)、刀尖圆弧半径为0.8mm、主切削刃带负倒棱角、无切削方向规定(即左右切削方向均可)、钢用半精加工。
具体刀片型号的表示方法四、车削用量的选择数控编程是通过程序来体现编程者的工艺意图的,如何合理地选择车削用量对零件的加工经济性和零件最终精度的形成起到关键的作用。
对粗加工,应从零件的加工经济性来选择车削用量;对粗加工,则应根据零件的加工精度,特别是表面粗糙度来选择车削用量。
车削加工中的切削用量包括:背吃刀量ap、主轴转速S或切削速度VC(用于恒线速度切削)、进给速度VF或进给量 f。
这些参数均应在机床给定的允计范围仙选取。
1、背吃刀量ap(即切削深度)的确定在工艺系统刚度和车床功率允许的情况下,在尺可能选取较大的背吃刀量,以减少进给次数,提高生产效率,同时出能减少机床失动量(主要是丝杠反向间隙)对加工精度的影响。
对进给伺服系统采用步进驱动的经济型数控机床必须避免过度的切深引起失步现象。
2、主轴转速的确定(1)光滑表面车削时的主轴转速主轴转速应根据已经选定的背吃力量、进给量及刀具耐用度来选择切削速度。
数控车床刀片切削参数
数控车床刀片的切削参数包括以下几个方面:
1. 等效切削速度(Vc):数控车床刀片的等效切削速度是指刀具在进行切削时对工件表面每分钟实际移动的线速度。
等效切削速度与切削材料、刀具材料、转速和进给速度等因素有关。
2. 进给速度(F):进给速度是指工件在切削过程中每分钟所移动的距离,即工件进给速率。
进给速度与刀具的几何形状、切削材料和刀具材料等有关。
3. 切削深度(Ap):切削深度是指刀具在进行切削时,每次切削所能切掉的工件材料厚度。
切削深度与刀具材料、刃数、切削参数等参数有关。
4. 切削宽度(Ae):切削宽度是指刀具在每次切削时所能切削的工件材料的宽度。
切削宽度与刀具材料、刃数、切削参数等参数有关。
5. 转速(n):转速是指数控车床刀具所使用的高速旋转的速度。
转速与切削材料、刀具材料、等效切削速度等因素有关。
6. 切割力(Fc):切割力是指数控车床刀具在切削时对工件及刀具的作用力。
切割力与切削材料、刀具材料、切削参数等参数有关。
我国机床型号编制方法遵从着:GB/T15375-94《金属切削机床型号编制方法》规定,此外我国生产的机床,其型号是由汉语拼音字母和数字按一定规律组合而成。
用以表明机床的类型,主要规格、通用和结构特性等等。
先给你解释一下CK6132的字母和数字代表的什么意思吧:C就是车床的代号,K就是数控,CK就是合起来就是数控车床61就是卧式车床,32就是车床的最大回转直径为320mmCK6132就是卧式数控车床最大回转直径为320mmCNC 就是计算机数控的简称再简单点就是CNC是爸爸,CK6132就是CNC的儿子。
现在明白点不。
希望对你有点帮助61——表示卧式车32表示加工最大直径是320mm,CK是数控车床的意思为便于管理和使用,都赋予每种机床一个型号,表示机床的名称、特性、主要规格和结构特点。
按照1986年颁布的金属切削机床型号编制方法(JB1838-85)。
其编制的基本方法如上图所示. 机床的类代号,用大写的汉语拼音字母表示,当需要时,每类可分为若干分类,用阿拉伯数字写在类代号之前,作为型号的首位(第一分类不予表示)。
机床的特性代号,用大写的汉语拼音字母表示。
机床的组、系代号用两位阿拉伯数字表示。
机床的主参数用折算值表示,当折算数值大于1时,则取整数,前面不加" 0”,当折算数值小于1 时,则以主参数值表示,并在前面加“O ”,某些通用机床,当无法用一个主参数表示寸,则在型号中用设计顺序号表示,顺序号由1 起始,当设计顺序号少于十位数时,则在设计顺序号之前加“0 ”。
机床的第二主参数列入型号的后部,并用“x”(读作“乘”)分开. 凡属长度(包括跨距,行程等) 的采用“1/100”的折算系数,凡属直径、深度、宽度的则采用“1/10”的折算系数,属于厚度等,则以实际数值列入型号) ;当需要以轴数和最大模数作为第二主参数列入型号时,其表示方法与以长度单位表示的第二主参数相同,并以实际的数借列入型号。
BT刀柄中的7:24是什么意思?BT、NT、JT、IT、CAT是什么标准?如今数控机床在工厂里得到了广泛的应用,这些机床和使用的工具来自世界各地,有着不同的型号和标准。
今天和大家聊一聊关于加工中心刀柄的知识。
刀柄是机床和刀具的连接体,刀柄是影响同心度和动平衡一个关键环节,千万不能将它当成一般的部件来看待。
同心度可以决定刀具在旋转一周的情况下各切刃部分的切削量是否均匀;在主轴旋转时动不平衡将产生周期性的震动。
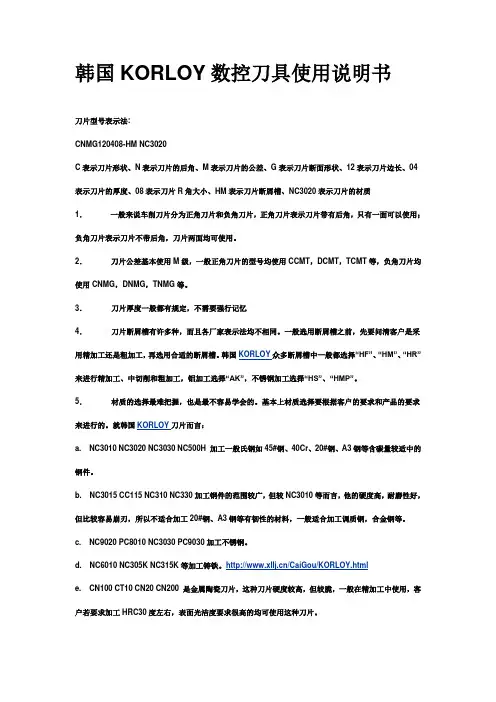
根据主轴锥孔分两大类按加工中心主轴装刀孔的锥度通常分为两大类:•锥度为7: 24的SK通用刀柄•锥度为1: 10的HSK真空刀柄▌锥度为7: 24的SK通用刀柄7:24指的是刀柄锥度为7:24,为单独的锥面定位,锥柄较长。
锥体表面同时要起两个重要作用,即刀柄相对于主轴的精确定位以及实现刀柄夹紧。
优点:不自锁,可以实现快速装卸刀具;制造刀柄只要将锥角加工到高精度即可保证连接的精度,所以刀柄成本相对较低。
缺点:在高速旋转时主轴前端锥孔会发生膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,锥度连接刚度会降低,在拉杆拉力的作用下,刀柄的轴向位移也会发生改变。
每次换刀后刀柄的径向尺寸都会发生改变,存在着重复定位精度不稳定的问题。
锥度为7:24的通用刀柄通常有五种标准和规格:1. 国际标准 IS0 7388/1 (简称IV或IT)2. 日本标准 MAS BT(简称BT)3. 德国标准 DIN 2080型(简称NT或ST)4. 美国标准 ANSI/ASME(简称CAT)5. DIN 69871 型(简称JT、DIN、DAT或者DV)拉紧方式:NT型刀柄是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
通用性:1)目前国内使用最多的是DIN 69871型(即JT)和日本MAS BT 型两种刀柄;2)DIN 69871型的刀柄还可以安装在ANSI/ASME主轴锥孔的机床上;3)国际标准IS0 7388/1型的刀柄还可以安装在DIN 69871型、ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。

数控机床用刀具系统参数介绍一、数控车削刀具的特点为了适应数控机床加工精度高、加工效率高、加工工序集中及零件装夹次数少等要求,数控机床对所用的刀具有许多性能上的要求。
与普通机床的刀具相比,数控车床刀具及刀具系统具有以下特点:1)刀片或刀具的通用化、规则化、系列化。
2)刀片或刀具几何参数和切削参数的规范化、典型化。
3)刀片或刀具材料及切削参数须与被加工工件的材料相匹配。
4)刀片或刀具的使用寿命高,加工刚性好。
5)刀片在刀杆中的定位基准精度高。
6)刀杆须有较高的强度、刚度和耐磨性。
二、数控车削刀具的分类1.根据加工用途分类车床主要用于回转表而的加工,如圆柱面、圆锥面、圆弧面、螺纹、切槽等切削加工。
因此,数控车床用刀具可分为外圆车刀、内孔车刀、螺纹车刀、切槽刀等种类。
2.根据刀尖形状分类数控车刀按刀尖的形状一般分成三类,即尖形车刀、圆弧形车刀和成形车刀,如图2-2.1所示。
图2-2.1 按刀尖形状分类的数控车刀注:在数控车床上,除进行螺纹加工外,应尽量不用或少用成形车刀。
3.根据车刀结构分类根据车刀的结构,数控车刀又可分为整体式车刀、焊接式车刀和机械夹固式车刀三类。
(1)整体式车刀整体式车刀(图2-2.2 a)主要指整体式高速钢车刀。
通常用于小型车刀、螺纹车刀和形状复杂的成形车刀。
具有抗弯强度高、冲击韧度好,制造简单和刃磨方便、刃口锋利等优点。
(2)焊接式车刀焊接式车刀(图2-2.2b )是将硬质合金刀片用焊接的方法固定在刀体上,经刃磨而成。
这种车刀结构简单,制造方便,刚性较好,但抗弯强度低、冲击韧度差,切削刃不如高速钢车刀锋利,不易制作复杂刀具。
(3)机械夹固式车刀机械夹固式车刀(图2-2.2c)是将标准的硬质合金可换刀片通过机械夹固方式安装在刀杆上的一种车刀,是当前数控车床上使用最广泛的一种车刀。
a)b)c)图2-2.2 按刀具结构分类的数控车刀a)整体式车刀b)焊接式车刀c)机械夹固式车刀三、数控车削刀具的材料常用的数控刀具材料有高速钢、·硬质合金、涂层硬质合金、陶瓷、立方氮化硼,金刚石等。
韩国KORLOY数控刀具使用说明书刀片型号表示法:CNMG120408-HM NC3020C表示刀片形状、N表示刀片的后角、M表示刀片的公差、G表示刀片断面形状、12表示刀片边长、04表示刀片的厚度、08表示刀片R角大小、HM表示刀片断屑槽、NC3020表示刀片的材质1.一般来说车削刀片分为正角刀片和负角刀片,正角刀片表示刀片带有后角,只有一面可以使用;负角刀片表示刀片不带后角,刀片两面均可使用。
2.刀片公差基本使用M级,一般正角刀片的型号均使用CCMT,DCMT,TCMT等,负角刀片均使用CNMG,DNMG,TNMG等。
3.刀片厚度一般都有规定,不需要强行记忆4.刀片断屑槽有许多种,而且各厂家表示法均不相同。
一般选用断屑槽之前,先要问清客户是采用精加工还是粗加工,再选用合适的断屑槽。
韩国KORLOY众多断屑槽中一般都选择“HF”、“HM”、“HR”来进行精加工、中切削和粗加工,铝加工选择“AK”,不锈钢加工选择“HS”、“HMP”。
5.材质的选择最难把握,也是最不容易学会的。
基本上材质选择要根据客户的要求和产品的要求来进行的。
就韩国KORLOY刀片而言:a. NC3010 NC3020 NC3030 NC500H 加工一般氏钢如45#钢、40Cr、20#钢、A3钢等含碳量较适中的钢件。
b. NC3015 CC115 NC310 NC330加工钢件的范围较广,但较NC3010等而言,他的硬度高,耐磨性好,但比较容易崩刃,所以不适合加工20#钢、A3钢等有韧性的材料,一般适合加工调质钢,合金钢等。
c. NC9020 PC8010 NC3030 PC9030加工不锈钢。
d. NC6010 NC305K NC315K等加工铸铁。
/CaiGou/KORLOY.htmle. CN100 CT10 CN20 CN200 是金属陶瓷刀片,这种刀片硬度较高,但较脆,一般在精加工中使用,客户若要求加工HRC30度左右,表面光洁度要求很高的均可使用这种刀片。

卧式数控车床刀具及切削参数选择目录一机卡车刀的选用 (1)二孔加工刀具的选用 (9)三切断和切槽刀 (12)四螺纹车刀 (13)五刀具材料 (16)六刀具厂商 (17)七刀具干涉图 (18)八刀具允许的最大转动惯量 (19)数控车床刀具系统比卧车复杂。
要求安装数量多,安装可靠,自动换刀,装卸方便迅速还要求切削时间短以提高生产率。
因此普遍采用机卡车刀。
机卡车刀是把压制有合理的几何参数,在一定的切削用量范畴内保证卷屑,断屑并有几个刀刃的刀片,用机械卡固方式装卡在标准刀体上的一种新型刀具。
它避免了硬质合金刀片在焊接中产生的种种不良后果,因此能充分发挥刀片材料原有的切削性能,提高了车刀的耐用度和切削加工的生产率•另外刀体可重复使用,能节约大量制造刀体的钢材•还便于使刀具标准化和集中生产,同一型号刀片的几何形状较一致切削效果稳定•有利于提高零件加工质量,简化了刀具的管理工作•使用时,当刀刃磨损后,只需松开卡紧机构将刀片转一个角度,不必重磨,大大缩短了换刀.磨刀.装刀的辅助时间,而且可以避免刀片由于重磨而造成的缺陷•因此机卡车刀也叫不重磨车刀或可转位车刀。
除不可避免的情况外,为用户选用的都应该是机卡车刀。
一机卡车刀的选用侧重外表面车刀的选用。
内孔车刀大体相同,其特殊性问题另做叙述。
ISO对外表面车刀型号是如下表示的,它是国内外刀具厂商的统一标准。
选刀工作也就是确定型号中的各项内容,按选刀时考虑问题的大体顺序分叙如下:(一)刀片形状的选择:外内表面车刀刀片形状关系车刀类型,它取决于加工部位的形状,是选刀的最重要内容。
它主要涉及刀具的主偏角,刀尖角和有效刃数等。
一般来讲刀尖角愈大刀尖强度愈高,应尽量采用。
但刀尖角小干涉现象少,适用于复杂型面,开挖沟槽及下坡的型面。
刀片形状甚多,某些厂家列出十几种,本厂实际只用过图1所示七种,也正是ISO规定的七种基本类型80°菱型刀片C,目前是我厂选用最多的。
该种刀片刀尖角大小适中,刀片有较好的强度,散热性和耐用度。
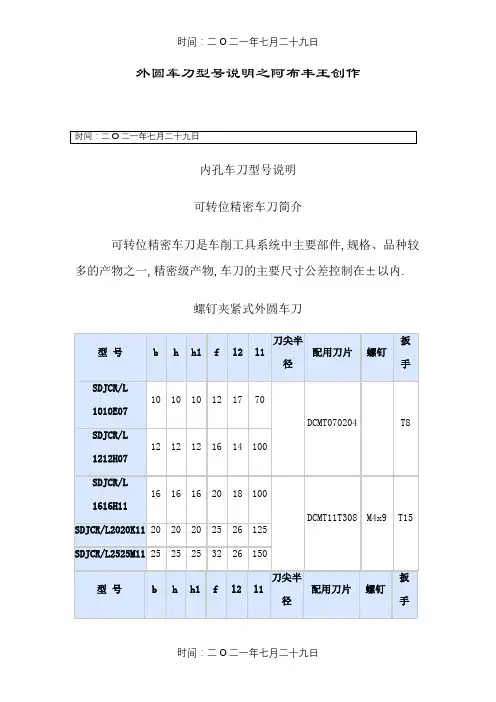
外圆车刀型号说明之阿布丰王创作内孔车刀型号说明可转位精密车刀简介可转位精密车刀是车削工具系统中主要部件,规格、品种较多的产物之一,精密级产物,车刀的主要尺寸公差控制在±以内.螺钉夹紧式外圆车刀螺钉夹紧式外圆车刀SDJCR/L、SDPCN、SDPCR/L、SSDPN、STACR/L、SCGCR/L、SCFCR/L、SCLCR/L、SRDCN、SRGCR/L、SVJBR/L、SVVBN、SVHBR/LSTACR/L10 10 10 101010H09STACR/L12 12 12 121212H09STAPR/L16 16 16 16 131616H11STAPR/LTCMT11020420 20 20 25 18 1252020K11STAPR/L25 25 25 32 25 1502525M11型号b h h1f l2l1刀尖半径配用刀片螺钉扳手CCMT060204 T8 SCGCR/L 1212H0612 12 12 16 12100SCGCR/L 1616H0916 16 16 20 16SCGCR/L 2020K0920 20 20 25 25 125CCMT09T308 M4x9 T15 SCGCR/L 2525M0925 25 25 32 25 150螺钉夹紧式外圆车刀刀尖半配用刀片螺钉扳手型号b h h1f l2l1径SCFCR/LCCMT0602 T812 12 12 161212H0616 100SCFCR/L16 16 16 201616H09SCFCR/L20 20 20 25 25 125CCMT09T308 M4x9 T15 2020K09SCFCR/L25 25 25 32 25 1502525M09刀尖半型号b h h1f l2l1配用刀片螺钉扳手径SCLCR/LCCMT060204 T812 12 12 16 121212H06100SCLCR/L16 16 16 20 161616H09CCMT09T308 M4x9 T15 SCLCR/L20 20 20 25 25 1252020K09螺钉夹紧式外圆车刀螺钉夹紧式内孔车刀螺钉夹紧式内孔车刀S-STFPR/L、S-STUPR/L、S-STLPR/L、S-SSKPR/L、S-SCLCR/L、S-SDUCR/LSCLCR/L 09S20R-SCLCR/L 0925 20 13 200 35 18 8°S25S-SCLCR/L 0932 25 17 250 40 23 6°型号最小加工直径Dd f l1l2H Bα°a刀尖半径配用刀片螺钉扳手S12M-SDUCR/L 0716 12 9 150 25 11 8°DCMT070204 T8 S16Q-SDUCR/L 0720 16 11 180 30 14 15 6°S20R-SDUCR/L 1125 20 13 200 35 18 8°DCMT11T308 M4x9 T15复合上压式车刀型号b l1f l2a刀尖半径配用刀片复合上压式车刀型号 b l1 f l2 a 配用刀片MSSNR/L20 20 125 252020K1234 8 SNMG120408 MSSNR/L25 25 150 322525M12MSSNR/L25 32 170 32 38 10 SNMG150612 3225P15型号f h1l2b h l1A配用刀片MRGNR/L25 2020 20 1252020K1228MRGNR/L?12 RNMG120432 25 25 25 1502525M12MRGNR/L32 32 32 25 32 1703225P12刀尖半型号f h1l2b h l1a配用刀片径MDPNN 10 20 45 20 20 125 12 DNMG150608复合上压式车刀MSBNR/L、MSDNN、MSKNR/L、MSSNR/L、MRGNR/L、MDPNN、MTGNR/L、MCLNR/L、MTFNR/L、MWLNR/L、MDJNR/L、MDHNR/L复合上压式车刀杠杆式车刀PSBNR/L、PSDNN、PSSNR/L、PCFNR/L、PSKNR/L、PCBNR/L、PTGNR/L、PCLNR/L、PTFNR/L、 PDPNN、PDJNR/L、PDHNR/L、PRGNR/L3225P1232 32 170 SNMG150608 PSSNR/L4040R1950 40 40 40 40 200 12 SNMG190612杠杆式车刀型号f f1h1l2b h l1a刀尖半径配用刀片PCFNR/L2020K122518 202820 20 12512 CNMG120408PCFNR/L2525M1232 252525 150PCFNR/L3225P1232 32 170型号f f1h1l2b h l1l0a刀尖半径配用刀片PSKNR/L1616H0920 15 16 17 16 16 100 102 8 SNMG090308 PSKNR/L2020K1225 17 20 22 20 20 125 128 11 SNMG1204082525M1232 25 25 25 150 153PSKNR/L3232P1540 22 32 30 32 32 170 174 SNMG150612 PSKNR/L4040R1950 27 40 40 40 40 200 205 SNMG190612型号f h1l2b h l1a刀尖半径配用刀片PCBNR/L2020K1217 2028 20 20 12511 CNMG120408PCBNR/L2525M1222 252525 150PCBNR/L3225P1632 31 32 170 CNMG160612杠杆式车刀型号f f1h1l2b h l1a刀尖半径配用刀片PTGNR/L1616H1620 16 16 22 16 16 100 TNMG160408杠杆式车刀切断(槽)刀型号说明QZQ1616RL、QZQ2020RL、QZQ2525RL、QZQ3225RL切断(槽)刀螺纹车刀型号说明外螺纹车刀型号 h h1 b L f配用刀片螺 钉 扳 手SE R/L 1616H16 16 16 16 100 20 16ER/LT15SE R/L 2020K16 20 20 20 125 25SE R/L 2525M16 25 25 25 15032SE R/L 3225P16 32 32 25 170 SE R/L 3232P16 32 32 32 170 40 SE R/L 2525M22 25 25 25 150 3222ER/L M4x15 T20 SE R/L 3225P2232322517032SE R/L 3232P22 32 32 32 170 40内螺纹车刀SER/L,SNR/L。
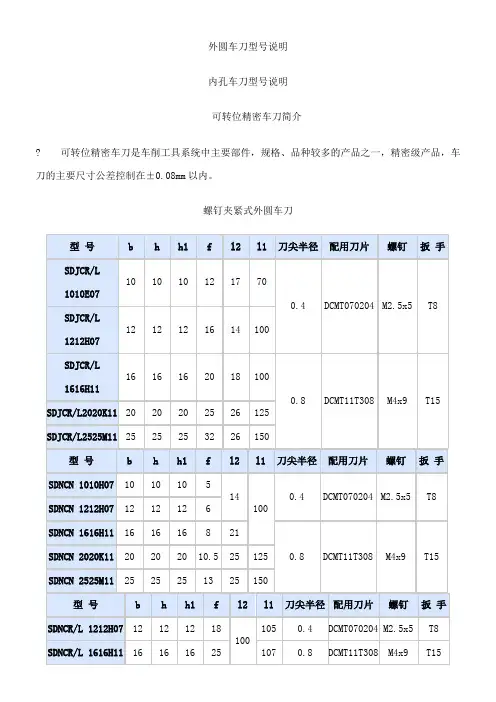
外圆车刀型号说明内孔车刀型号说明可转位精密车刀简介? 可转位精密车刀是车削工具系统中主要部件,规格、品种较多的产品之一,精密级产品,车刀的主要尺寸公差控制在±0.08mm以内。
螺钉夹紧式外圆车刀螺钉夹紧式外圆车刀SDJCR/L、SDPCN、SDPCR/L、SSDPN、STACR/L、SCGCR/L、SCFCR/L、SCLCR/L、SRDCN、SRGCR/L、SVJBR/L、SVVBN、SVHBR/L螺钉夹紧式外圆车刀螺钉夹紧式外圆车刀螺钉夹紧式内孔车刀螺钉夹紧式内孔车刀S-STFPR/L、S-STUPR/L、S-STLPR/L、S-SSKPR/L、S-SCLCR/L、S-SDUCR/L复合上压式车刀复合上压式车刀复合上压式车刀MSBNR/L、MSDNN、MSKNR/L、MSSNR/L、MRGNR/L、MDPNN、MTGNR/L、MCLNR/L、MTFNR/L、MWLNR/L、MDJNR/L、MDHNR/L复合上压式车刀杠杆式车刀PSBNR/L、PSDNN、PSSNR/L、PCFNR/L、PSKNR/L、PCBNR/L、PTGNR/L、PCLNR/L、PTFNR/L、PDPNN、PDJNR/L、PDHNR/L、PRGNR/L杠杆式车刀杠杆式车刀杠杆式车刀切断(槽)刀型号说明QZQ1616RL、QZQ2020RL、QZQ2525RL、QZQ3225RL切断(槽)刀螺纹车刀型号说明 外螺纹车刀型号hh1bLf配用刀片螺 钉 扳 手SE R/L 1616H16 16 16 16 100 20 16ER/L M3.5x14 T15SE R/L 2020K16 20 20 20 125 25SE R/L 2525M16 25 25 25 15032SE R/L 3225P16 32 32 25 170 SE R/L 3232P16 32 32 32 170 40 SE R/L 2525M22 25 25 25 150 32 22ER/L M4x15T20SE R/L 3225P22 32 32 25 170 32 SE R/L 3232P2232323217040内螺纹车刀SER/L,SNR/L。

数控加工对刀具的刚度、精度、耐用度及动平衡性能等方面要求更为严格。
刀具的选择要注重工件的结构与工艺性分析,结合数控机床的加工能力、工件材料及工序内容等因素综合考虑。
数控加工常用刀柄主要分为:钻孔刀具刀柄、镗孔刀具刀柄、铣刀类刀柄、螺纹刀具刀柄和直柄刀具类刀柄。
数控刀柄类型的特点:
1)加工曲面类零件时,为了保证刀具切削刃与加工轮廓在切削点相切,而避免刀刃与工件轮廓发生干涉,一般采用球头刀,粗加工用两刃铣刀,半精加工和精加工用四刃铣刀。
2)铣较大平面时,为了提高生产效率和提高加工表面粗糙度,一般采用刀片镶嵌式盘形铣刀。
3)铣小平面或台阶面时一般采用通用铣刀。
4)铣键槽时,为了保证槽的尺寸精度、一般用两刃键槽铣刀。
5)孔加工时,可采用钻头等孔加工类刀具。
数控刀柄材料选用40Cr。
1、数控机床刀具刀柄的结构形式分为整体式与模块式两种。
整体式刀柄其装夹刀具的工作部分与它在机床上安装定位用的柄部是一体的。
这种刀柄对机床与零件的变换适应能力较差。
为适应零件与机床的变换,用户必须储备各种规格的刀柄,因此刀柄的利用率较低。
2、模块式刀具系统是一种较先进的刀具系统,其每把刀柄都可通过各种系列化的模块组装而成。
针对不同的加工零件和使用机床,采取不同的组装方案,可获得多种刀柄系列,从而提高刀柄的适应能力和利用率。
螺纹刀片型号表示方法内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展螺纹刀片的类别:在常用的螺纹车刀分为内螺纹车刀和外螺纹车刀两大类,从机械制造初期使用的需要手工磨的焊接刀头的螺纹车刀、高速钢材料磨成的螺纹车刀、高速钢梳刀片式的螺纹车刀及机夹式螺纹车刀等,后根据市场的需求发明出机夹式螺纹车刀是目前被广泛使用的机夹式螺纹车刀,然而机夹式螺纹车刀分为刀杆和刀片两部分,刀杆上装有刀垫,用螺钉压紧,刀片安装在刀垫上,其次刀片又分为硬质合金未涂层刀片(用来加工有色金属的刀片,如:铝、铝合金、铜、铜合金等材料),硬质合金涂层刀片(用来加工钢材、铸铁、不锈钢、合金材料、非铁金属、淬硬钢等)。
①—表示刀片几何形状尺寸,其值为刀片定位边边长。
注:其前如加字母D则表示相应刀片的配套断削器②—表示刀片加工内外螺纹特性,N表示内螺纹刀片,E表示外螺纹刀片。
③—表示刀片加工螺纹旋向特性,R表示右旋螺纹,L表示左旋螺纹。
④—表示刀片加工螺纹牙数或螺纹类型:8—表示加工每吋8牙,锥度为1:16的石油油管、套管圆螺纹;10—表示加工每吋10牙,锥度为1:16的石油油管圆螺纹;5—表示加工每吋5牙,锥度为1:16的石油套管偏梯型螺纹;386—表示加工每吋4牙的V—0.038R锥度为1:6的石油钻杆接头螺纹;384—表示加工每吋4牙的V—0.038R锥度为1:4的石油钻杆接头螺纹;404—表示加工每吋5牙的V—0.040锥度为1:4的石油钻杆接头螺纹;504—表示加工每吋4牙的V—0.050锥度为1:4的石油钻杆接头螺纹;506—表示加工每吋4牙的V—0.050锥度为1:6的石油钻杆接头螺纹;558—表示加工每吋6牙的V—0.055锥度为1:8的石油钻杆接头螺纹;656—表示加工每吋4牙的V—0.065锥度为1:6的石油钻杆接头螺纹⑤-表示刀片的齿数,如刀片为成套刀片,其后加上数字1、2、3…表示其号数;⑥-表示刀片螺纹形状特性,RD表示圆螺纹,BU表示偏梯形螺纹,加P代表PMC机床用刀。
简述车床的型号及含义车床是目前工业生产和机械加工中常用的一种设备,用于加工各种螺纹、圆锥面、直径等工件。
车床按照功能、用途和结构形式的不同,可以分为各种不同类型的车床,每种车床都有自己的型号及相应的含义。
一、普通车床1、CW6163、CW6180、CW6194:这些车床的数码均表示机床的最大加工直径,例如CW6163即为1600mm加工直径的车床。
2、CW6263、CW6280、CW62100:这些车床主要用于加工重型工件,于此类车床的型号均表示机床床身的长度,例如CW6280即为机床床身长度为2800mm的车床。
3、CA6150、CA6250、CA6150B:这些车床是属于标准型卧式车床,其中各个数字的含义依次代表最大加工直径、最大加工长度、中心高度。
二、数控车床1、CK6136、CK6140、CK6150、CK6160:这些车床都是属于普通数控车床系列,各个数字的含义依次代表最大加工直径、最大加工长度、中心高度。
2、CK6130、CK6132、CK6150Z、CK6166Z:这些车床是数控车床系列中的高速车床,其中各个数字表示最大加工直径、最大加工长度、主轴转速。
3、CAK6130、CAK6150、CAK6166:这些车床属于普通数控车床系列中的卧式车床,其中各个数字表示最大加工直径、最大加工长度、中心高度。
三、多轴车床1、CXK250、CXK320、CXK400:这些车床为多轴车床,其中各个数字表示机床的最大加工长度。
2、CXK0632、CXK160、CXK180:这些车床也是表示多轴车床,各个数字分别表示机床的最大加工直径、最大加工长度、转轴个数。
总之,车床型号及相应含义的差异,是由于机床的结构、性能、功能等方面的不同,可以根据不同的加工任务和需求选择不同型号的车床。
数控车床常用刀具分类、用途、安装方法及注意事项“车刀种类很多,按用途可分为:外圆车刀:根据主偏角,有95度(用于外圆和端面的半精加工和精加工)、45度(用于外圆和端面的粗车)、75度(主要用于外圆的粗车)、93度(主要用于仿形精加工)、90度(用于外圆的粗车)。
切槽刀:外切槽车刀主要用于外圆切槽和切断,内切槽车刀主要用于内沟槽加工螺纹车刀:螺纹车刀主要有外螺纹车刀和内螺纹车刀两类,其中外螺纹车刀主要用于外螺纹加工,内螺纹车刀主要用于内螺纹加工外螺纹车刀内螺纹车刀内孔车刀:主要用于内孔加工按结构又分为整体性:刀具主体由毛坯制成,不可分割,易于打磨成锋利的刃口,刀具刚性好。
适用于小型车刀和有色金属车刀。
焊接式:采用焊接方式连接,分为刀盘和刀杆。
它结构紧凑,制造方便,适用于各种车削刀具,特别是小型刀具。
机夹式:刀片通过机械夹持固定在刀杆上,钝后可更换。
是数控车床常用刀具,刀杆重复使用。
特殊类型:如复合刀具、阻尼刀具等。
按车刀材料分类:高速钢刀具:由高速钢制成,可连续抛光。
它是粗加工和半精加工的通用刀具。
硬质合金刀具:刀片采用硬质合金制造,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高猛钢、工具钢等难加工的材料。
”金刚石:刀片镶嵌金刚石,具有硬度高、耐磨性好、摩擦系数低、弹性模量高、导热系数高、热膨胀系数低、与有色金属亲和力低等优点。
可用于石墨、高耐磨材料、复合材料、高硅铝合金及其他韧性有色金属材料等非金属脆硬材料的精密加工。
其他材料,如立方氮化硼刀具和陶瓷刀具,正在向高硬度合金铸铁的粗加工和断续切削方向发展。
四工位刀架上装要求1.车刀刀尖应与工件旋转中心高度相同。
刀尖对中心高常用的方法:第一步安装车刀时,使刀尖与尾座顶尖等高;第二步试切端面。
2.车刀伸出刀架的长度要合适。
车刀安装在刀架上,一般伸出刀架的长度为刀杆厚度的1-1.5倍,不宜过长,伸出过长会使刀杆刚性变差,切削时易产生振动。
一、硬质合金牌号的表示方法:如:Y G6 XY-表示硬质合金:Y-“硬”的汉语拼音第一个字母硬质合金成份特性:G6-钨钴合金及钴含量T14-钨钴钛合金及钛含量W1-钨钴钛钽合金N10-钨钴镍钼合金附加字母分别表示:X-细颗粒C-粗颗粒N-加铌元素A-加钽元素如:Y D 20Y-表示硬质合金:Y-“硬”的汉语拼音第一个字母C-长切屑用硬质合金D-短切悄用硬质合金20-分组号二、切削刀片型号的表示方法:如:A 1 25 A Z刀片类别:A-内外圆车刀、镗刀B-成型刀C-螺纹刀、切断刀D-铣刀、浮动镗刀E-钻头、铰刀F-耐磨件表示同类别中不同型式的表示1-表示1型2-表示2型表示主要尺寸(L、B或D)20-表示20毫米06-表示6毫米附加字母分别表示:A、B、C表示主要尺寸相当时,其它尺寸有差异的型号代号Z-左刀A-内外圆车刀、镗刀A1型制造外圆车刀、镗刀和切槽刀A2型制造镗刀和端面车刀A3型制造端面车刀和外圆车刀A4型制造外圆车刀、镗刀和端面车刀A5型制造直头外圆车刀、通孔镗刀及装配式端铣刀A6型制造镗刀、外圆车刀B-成型刀B1型制造成型车刀、燕尾槽刨刀和燕尾槽铣刀B2型制造凹圆弧成型车刀和轮缘车刀B3型制造凸圆弧成型车刀B4型制造凹圆弧成型车刀和轮缘车刀C-螺纹刀、切断刀C1型制造螺纹车刀及外圆精车刀C2型制造精车刀及梯形螺纹车刀C3型制造切断刀及切槽刀C4型制造三角皮带轮切槽刀D-铣刀、浮动镗刀D1型制造外圆车刀、镗刀和端面铣刀D2型制造三面刃铣刀、T型槽铣刀和浮动镗刀E-钻头、铰刀E1型制造非金属和金属直槽钻头E2型制造麻花钻头和直槽钻头E3型制造键槽铣刀、端铣刀及深孔扩孔钻E4型制造扩孔钻E5型制造手动铰刀及机动铰刀F-耐磨件F1型制造车床和外圆磨床顶尖F2型制造深孔钻头的导向块F3型制造可卸镗刀耐磨零件硬质合金常用牌号及用途介绍牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2;硬度HRA/用途。
数控刀片详细介绍数控刀片,也称为数控刀具或数控铣刀片,是机械加工中常用的切削工具。
它是利用数控机床的控制系统,根据预先编制的加工程序,通过自动化的方式对工件进行切削加工。
数控刀片主要由刀杆和刀片组成。
刀杆是数控刀片的主体部分,通常由高强度的合金钢材料制成,具有较好的刚性和耐磨性。
刀片则是安装在刀杆上的可更换的切削工具,通常由硬质合金或高速钢材料制成,具有较好的硬度和耐磨性。
刀片的形状和切削角度根据具体的加工要求和工件材料来确定。
数控刀片可分为面铣刀片、立铣刀片、槽铣刀片、球头刀片等多种类型。
它们的形状和结构各不相同,适用于不同的加工工艺和加工要求。
面铣刀片是最常用的数控刀片之一、它具有直刃和螺旋槽两种形状。
直刃面铣刀片适用于平面铣削和槽铣等工艺,它的刀片上有多个刃齿,可以同时进行多道切削。
螺旋槽面铣刀片则适用于粗铣和精铣等工艺,它的刀片上有一个螺旋状的刃齿,可以高效地去除切削屑。
立铣刀片是用于倒角和轮廓铣削的刀片。
它适用于金属工件的边角倒角和各种形状的轮廓铣削。
立铣刀片可根据需要选择不同形状和尺寸的刀片,以满足不同工件的加工要求。
槽铣刀片是用于槽铣和镗铣等工艺的刀片。
它的刀片上有多个切槽,适用于加工各种形状和尺寸的槽。
槽铣刀片还可以用于加工凸台和凸缘等特殊形状的工件。
球头刀片是用于球头铣削和倒圆角等工艺的刀片。
它的刀片上有一个球形的切削部分,可以实现高精度的球头铣削和倒圆角加工。
球头刀片通常用于模具制造和航空航天等领域的高精度加工。
数控刀片具有高效、精度高、稳定性好等特点,广泛应用于汽车、航空航天、模具制造等行业。
随着数控技术的发展和刀具材料的改进,数控刀片的性能不断提高,已成为现代机械加工的重要工具之一。