曲轴中频感应淬火工艺改进
- 格式:pdf
- 大小:573.24 KB
- 文档页数:2

中频感应炉在使用中的改进与发展 近些年来,具有世界先进技术水平的中频感应炉已经在大、中、小型工厂企业大批量地使用,范围日益扩大。
尤其在黑色、有色、稀有贵重金属及其合金的铸件生产,快速高效熔炼以及精密铸造、连续铸造、有色金属压铸等方面发挥了越来越重要的作用。
由于采用新技术、新工艺、新材料,提高了整套设备使用的先进性、经济性、可靠性、安全性、改善了产品质量,节约了大量电能,降低了生产成本,提高了生产率和效益,同时也为原有大批量使用的中频感应炉的技术改造创造了必要的技术条件和物质条件。
近些年来已经有相当多的工厂企业在技术改造方面进行了大量有效的工作,积累了很多宝贵的经验,获得了相当理想的使用效果。
由分立元件改为全集成化的控制线路国内现有使用的晶闸管变频装置大多数采用分立元件和继电器接触线路控制,电气元件多,接插件多,继电接触点多,焊点多,启动性能相比之下不理想。
由于部分产品所用元件可靠性、稳定性较差,工艺不够完善,容易造成故障,维修比较麻烦,影响了设备正常使用。
由分立元件改为全集成化的控制线路,采用单一集成电路板控制,在设备结构、元件安装方面做了大量改进工作,大大减少了线路元件及其连接线,使整套控制线路优化,性能稳定,可靠性高。
可以实现零电压无冲击软启动,在满负载下大大提高启动成功率,增加电压、电流保护功能,有效地保护晶闸管元件。
功率调整更加方便,使用效果更好。
同时维修十分方便、快捷,如果怀疑控制线路有故障,只要将备用集成电路板换上即可。
由分立元件改为全集成化的控制线路,投资较少,改造费用低,主回路元件不用改动,只须更换一整块集成电路板以及一系列配套的控制变压器等即可。
可以利用设备大修时间,较快地完成控制线路的改造。
提高功率,增强过载能力,加快熔炼速度晶闸管元件,尤其是主回路晶闸管元件过载能力低,所以在电炉熔炼过程中不允许长期过载使用。
新打结的电炉炉衬投入使用,不会出现超过电炉额定功率的现象。
经过长时期的生产使用后,电炉炉衬损耗厚度明显变薄,便会出现超载现象,为了保护晶闸管元件,只得降低电炉负载功率,这就延长了炉料的熔化时间,增加了电能损耗,导致在炉衬仍然可以继续使用的情况下停炉进行中修或大修,从而使生产率和经济效益下降。

曲轴热处理工艺改进摘要:随着曲轴的广泛应用,热处理工艺作为曲轴的要点也日益重要。
本文分析了热处理工艺的重要意义,在相关内容的阐述中,探讨了如何改进曲轴工艺的具体方法,力图提高曲轴的实际效益。
关键词:曲轴;热处理;工艺改进热处理工艺在曲轴的应用中十分重要,对于行业的持久发展意义重大。
热处理工艺作为曲轴的重要技术,其发展情况关系到曲轴生产是否得以顺利进行。
然而,在实际生产中,曲轴工作的故障频频发生,为了应对常见问题,就要对热处理工艺进行分析,为保障曲轴正常运转提供基础。
本文就相关内容进行探讨,以期规范化工作流程,提高工作效率。
本文就热处理工艺的具体技术提出建议,以期促进曲轴综合效益的改善。
一、曲轴断裂相关分析曲轴是发动机最根本的动力来源,曲轴的质量关系到发动机的寿命,也是检验其性能的重要指标。
曲轴的损坏包括疲劳断裂以及轴颈磨损,这就要提高曲轴的疲劳强度,改善曲轴的耐磨性。
曲轴的使用寿命受到材料、工艺、热处理水平的影响,常见的热处理是预备热处理、稳定化热处理以及表面热处理,都对于曲轴质量影响重大。
热处理对于曲轴的影响决定了要合理安排曲轴热处理工艺的各项指标。
曲轴断裂大多存在于曲拐根部位置,在超声清洗断口后能够在显微镜下发现断裂处呈现暗灰色,同时具有纤维状的特征,曲轴断口能够与轴线相互垂直,结合高倍率显微镜能够详细展现曲轴断裂的形貌,据此判断曲轴断口的具体模式。
曲轴断裂的分析要从渗碳层深度、碳浓度及浓度梯度、碳化物级数、表面硬度等方面入手进行技术研发[1]。
二、热处理工艺的改进热处理是将金属工件采用适当的方式进行加热、保温、冷却以获得所需的组织与性能的工艺[2]。
要燃料转化为热能在加热的过程中,就要考虑到资源能否有效利用,同时避免环境污染。
曲轴的热处理是生产中实现曲轴的材质要求、提升疲劳强度及耐磨性的必要工序[2],要改进热处理工艺,就要从多方面入手,综合采取有效措施,以达到最佳效果。
本文通过对曲轴热处理工艺做出分析,对于曲轴存在的有关问题展开了论述,详细分析了热处理工艺的流程,强调要综合运用热处理工艺,并切实做好各项辅助工作,为曲轴的生产提供明确参考,方便曲轴生产工作的优化。
2019年 第7期热加工I工艺方案nductionTeat-treatment Technology35固定套中频感应淬火工艺改进■ 邓航,杨锴摘要:固定套在中频感应淬火过程中,容易出现内螺纹孔孔口处淬火裂纹,探伤显示磁痕等质量问题,为了解决这些问题,从感应器的结构设计、工艺参数选择、加热定位和冷却方式等方面进行了逐一排查和优化。
结果表明,通过感应淬火工艺的改进,基本解决了固定套的开裂质量问题。
关键词:固定套;中频感应淬火;尖角效应;工艺参数;冷却感应加热淬火法指的是工件放在有足够功率输出的感应线圈中,在高频交变磁场的作用下,工件表面形成强大的感应电流,使得工件表面迅速升温继之表面进行淬火的工艺方法。
由于其具有加热效率高,加热时间短,工件表面不容易氧化脱碳,加热速度快,因此细化了奥氏体晶粒,使工件淬火后具有优异的力学性能,且只进行表面加热,工件淬火变形小,设备易于实现自动化生产,劳动生产率高等优点,因而得到了广泛的应用。
下述是感应热处理工艺方法在我厂劳务产品固定套上的应用以及相关质量问题的排查解决过程。
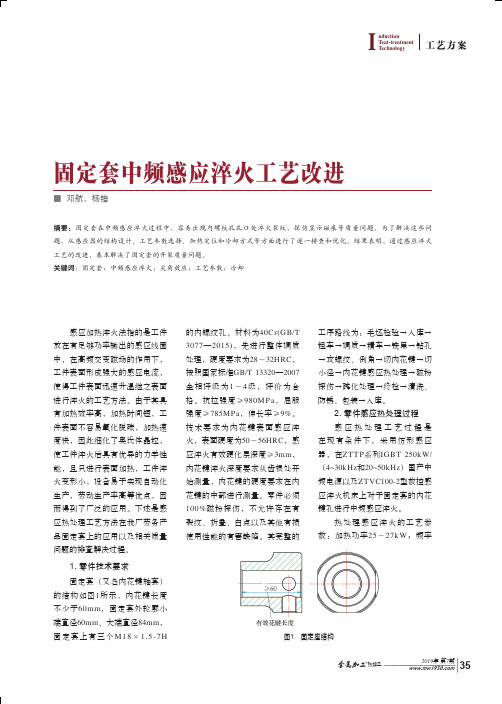
1. 零件技术要求固定套(又名内花键轴套)的结构如图1所示,内花键长度不少于60m m ,固定套外轮廓小端直径60mm 、大端直径84mm ,固定套上有三个M18×1.5-7H的内螺纹孔。
材料为40Cr(GB/T 3077—2015),先进行整体调质处理,硬度要求为28~32HRC ,按照国家标准GB/T 13320—2007金相评级为1~4级,评价为合格。
抗拉强度≥980M P a ,屈服强度≥785MPa ,伸长率≥9%。
技术要求为内花键表面感应淬火,表面硬度为50~56HRC ,感应淬火有效硬化层深度≥3mm ,内花键淬火深度要求从齿根处开始测量,内花键的硬度要求在内花键的中部进行测量。
零件必须100%磁粉探伤,不允许存在有裂纹、折叠、白点以及其他有损使用性能的有害缺陷。
其完整的工序路线为:毛坯检验→入库→粗车→调质→精车→铣扁→钻孔→攻螺纹、倒角→切内花键→切小径→内花键感应热处理→磁粉探伤→磷化处理→终检→清洗、防锈、包装→入库。
薄壁转盘轴承套模具感应淬火控制变形的工艺研究与应用摘要:对薄壁转盘轴承套模具的感应淬火工艺进行分析,减少其中产生的变形,从而实现对感应淬火的工艺改进,并确保改进效果达到预期,而改进后的感应淬火工艺不仅能够较为有效地提升相应产品的质量,同时能够提升产品的生产效率。
关键词:转盘轴承;感应淬火;控制变形感应淬火工艺是当前使用较为广泛的工件加工工艺之一,由于感应淬火工艺的加工效率较高、加工时间较短且加工效果较好,能够很好地满足需要表面硬化的转盘轴承套模具。
因此,本文主要对感应淬火工艺进行了分析,并对感应淬火工艺的改进方案进行了探讨与验证,旨在进一步提升感应淬火工艺的加工效果。
一、减少变形的意义在对感应淬火工艺进行改进的过程中,减少变形是其中一个十分重要的方面,不仅能够有效地提升转盘轴承的质量,也能够进一步改善工艺效果,同时也具备提升工艺生产效率的作用。
首先,减少变形对于转盘轴承的滚道具备一定的应用意义,能够确保转盘轴承滚道表层的优良热处理组织能够在精加工后保留,从使得转盘轴承的滚道的功能更为全面,促使其承载能力得以提升,也能够增加转盘轴承滚道的使用寿命。
而从转盘轴承滚道的实际制作工艺流程的方面进行论述,减少变形则能够起到减少加工余量的作用,这对于促进转盘轴承滚道的制作工艺发展也具备一定的现实意义。
其次,减少变形对于薄壁型工业产品的制作也有相应的好处。
薄壁型产品的制作工艺往往是较为复杂的,对制作条件与制作环境的要求也较高,而这则能够有效地降低薄壁型产品的工艺复杂程度,使得薄壁型产品的制作流程得以进一步简化,包括减少薄壁型工件的校圆、整形、废品等。
而该过程也有效地提升了薄壁型产品的生产效率,并同时降低了薄壁型产品生产过程中出现的原材料损耗情况,使得薄壁型产品的生产成本得到了全面控制。
最后,对于转盘轴承的齿而言,减小变形的优势是十分明显的。
通过减小变形能够更好地提升齿圈的精度、圆度等,从而降低了齿圈的生产难度,使得齿圈的生产流程也能够得到有效地简化,同时不会对齿圈的质量造成影响。
2019年 第1期热加工61国外某型机车曲轴中频感应淬火工艺■ 周磊,陈世英,苏程摘要:通过分析研究和试验改进,找出了国外某型机车曲轴(SAE5046钢)中频感应淬火时获得较深加热层和硬化层的方法,确定了合理的感应器参数、工艺参数及冷却介质,解决了轴颈表面较深硬化层中频淬火技术难题,确保了该曲轴的顺利生产和可靠使用。
关键词:曲轴;中频感应淬火;硬化层深度;SAE5046钢国外某型机曲轴材料为 S A E 5046钢,成品主轴颈φ215.9m m ,连杆颈φ165.1mm ,总长4034.64mm ,总重1639.2kg 。
为提高轴颈的耐磨性,所有主轴颈和连杆颈需对轴颈表面进行中频感应淬火强化。
该曲轴结构如图1所示,其轴颈中频感应淬火成品硬化层深度要求为5.08~10.2mm ,远大于一般曲轴要求的2.5~5.0mm ,是该曲轴生产中的一大难题。
一、工艺分析该曲轴各轴颈经中频感应淬火后,要求达到:轴颈成品表面硬度45~53H R C ,硬化层深度5.08~10.2m m (极限硬度43HRC ),硬化层宽度及非硬化区宽度如图2所示。
从技术要求可以看出,该曲轴轴颈成品硬化层深度5.08~10.2m m ,远大于一般曲轴要求的2.5~5.0m m ;极限硬度为43HRC ,也比GB/T5617-2005标准规定的“零件表面所要求的最低硬度的0.8倍”高。
为保证曲轴成品硬化层深度,加上磨削工艺留量,中频感应淬火后硬化层工艺深度至少应在6.0mm 以上。
该曲轴材质为S A E 5046钢,与我国的45钢化学成分接近,不同之处是w Cr 要求0.20%~0.35%,基本属于碳钢。
根据经图1 国外某型曲轴结构(a )主轴颈硬化层 (b )连杆颈硬化层(c )第10主轴颈硬化层(d )第1主轴颈硬化层 (e )第5、第6主轴颈硬化层图2 国外某型曲轴轴颈硬化层图3 高低浓度AQ251及清水冷却特性曲线对比表3 第一次试验的检验结果试样名称编号淬火硬度HRC 回火硬度HRC硬化层深度/mm硬化层宽度/mm主轴颈试样1-158.248.3 5.6099.0主轴颈试样2-158.748.7 5.4066.0主轴颈试样3-159.048.8 5.40146.0连杆颈试样4-158.248.7 5.20117.0主轴颈试样5-158.649.5 5.4593.0图4 第1主轴颈硬化层宏观照片图5 第5、第6主轴颈硬化层宏观照片图6 第10主轴颈硬化层宏观照片图7 连杆颈硬化层宏观照片图8 主轴颈硬化层宏观照片热加工2019年 第1期 热加工根据化学成分对其淬透性进行了计算,淬透性曲线如图11所示。
H热处理eatTreatment2020年 第1期热加工57D-SFCM860钢曲轴淬火裂纹分析及工艺改进孙静茹,尹建君中车资阳机车有限公司曲轴事业部 四川资阳 641301摘要:针对D-SFCM860钢曲轴在热处理过程中产生的裂纹,从裂纹形态、原材料、制造工艺及过程等方面进行了分析。
结果表明,材料化学成分中碳含量偏高、锻件上存在较大尺寸的气割飞边、淬火时冷却速度偏快是导致曲轴产生淬火裂纹的原因。
通过制定锻件质量控制措施、优化热处理工艺,成功解决了该问题。
经批量生产验证,效果良好。
关键词:曲轴;淬火裂纹;D-SFCM860钢;质量控制我公司生产的某型号柴油机曲轴,材质为D-S F C M860钢,采用T R 法镦锻成形。
曲轴锻件长3504m m ,主轴颈直径276m m ,曲柄销直径291mm ,曲柄臂厚度107mm 。
首批曲轴锻件经淬火+高温回火后,发现多支曲轴的曲柄臂上产生了淬火裂纹。
为解决该问题,对曲轴裂纹形态、原材料、制造工艺及过程等进行了分析,确定了产生淬火裂纹的原因。
通过制定锻件质量控制措施,优化热处理工艺,杜绝了同类质量问题的再次发生,实现了批量稳定生产。
1 裂纹形态分析首批曲轴锻件共7支,经热处理后发现有4支存在裂纹。
裂纹均位于曲柄臂上平衡块安装面与曲柄臂外圆面相交处,与曲柄臂平面平行并向两侧延伸。
裂纹处存在高约5mm 、厚10~31mm 不等的锻造飞边气割残留带,且气割表面凹凸不平(见图1)。
对裂纹最严重处进行打磨清理后发现,裂纹深度约20mm ,裂纹向两侧的扩展长度约150mm 。
对曲柄臂上裂纹进行打磨抛光后采用现场金相显微镜观察,裂纹刚直、尾部尖细,两侧无聚集分布的非金属夹杂物,内部有轻微氧化。
采用4%硝酸酒精溶液腐蚀后观察,裂纹两侧无脱碳,基体显微组织为均匀致密的回火索氏体,无晶粒粗大及过热、过烧现象。
2 原材料分析该曲轴材质为D-SFCM860钢,其C 、Cr 、Mn 元素含量相对较高,且含有Ni 、V 元素,淬透性比曲轴常用的42CrMoA 钢高。