车间环境控制WI
- 格式:doc
- 大小:43.00 KB
- 文档页数:3

车间温湿度控制解决方案
车间温湿度控制解决方案如下:
1.安装空调:根据车间面积、净化车间等级、生产线的一些有关工业设备规
格,可根据需求订制,可有效减少净化车间环境湿度。
2.安装加湿器或除湿机:车间温度要求是20℃左右,对控制精度没要求,所
以可以用普通空调控制。
而湿度要求50-60%RH左右为好,必须用加湿器或除湿机来进行调控。
3.安装新风系统:家用新风系统去湿能力不够,减少冷冻机组设定环境温度
会更好。
可能效果不明显,提议减少家用新风系统。
4.提升洁净车间除湿柴油发电机,提升排风量。
5.安装高效正压送风口:必须拆下来喷球板,拆下来高效正压送风口,按原
形规格型号拆买新的高效空气过滤网。

工作环境管理控制程序1.目的对工作环境进行控制管理,达到良好的工作环境,能满足产品质量要求。
2.范围适用于本公司生产作业环境的控制和管理。
3.参考资料无4.术语和定义工作环境:指工作时所处的条件,包括物理的、环境的和其他因素,如噪音、温度、湿度、照明或天气等。
5.职责5.1品保部负责现场生产环境的管理与检查。
5.2生产车间负责对工作环境执行情况的监督及检查。
6.工作程序6.1根据产品对工作环境的要求,建立工作环境的管理制度,保持工作环境的清洁、干燥、无污染、适宜的照明,配置必要的消防器材,满足产品实现过程中对工作环境的要求。
6.2生产现场的原材料、半成品、成品应分类放置,有明显的状态标识。
定期整理生产现场,对已完成生产的剩余物料及时退回仓库,废料、不良品、报废品应及时清理运至碎玻璃区或废品区,损坏或报废工具、工装夹具、设备等及时处理不得长期在车间存放。
6.3一切非生产用品不得带入生产区,不得在生产区内吸烟、吃饭、睡觉、会客、化妆和服药等从事与生产无关的活动。
6.4对生产现场的设备、工装、工具进行管理,使得生产现场规范、有序,组织和建立文明生产的工作环境。
生产区内工具、设备、工作台面等应清洁、无积尘。
6.5生产区应清洁卫生,无不清洁的死角。
6.6生产过程中产生的废弃物应放在指定的容器内并及时清理。
6.7生产区应有相应的卫生工具,使用后必须及时清洁放于规定位置,不得对产品和生产环境产生影响。
6.8进入一般生产区必须更换工作服,严禁不穿戴工作服、鞋、帽进入生产车间。
6.9运输通道不得放置任何生产用具或其他物品,保持通道的清洁、畅通。
6.10仓库对所储存物品予以分类并划分区域,并有明显标识易于识别。
设立明显的禁烟和防火标识,保证仓库的通风、干燥,配置足够的消防器材在适当地点并标识,化学物品的存放应独立并设明显的安全警示。
6.11行政部对生产车间进行不定期检查,如实记录检查的情况,对发现的问题及时发出整改通知单,有关责任部门或责任人限期予以整改,并填写《环境卫生检查记录表》。
SMT车间环境管理规范1. 目的对工作环境实施适当管理,全面加强SMT日常作业管制,以保证品质,确保环境不会对产品符合要求造成影响。
提升效率,酿造良好的工作环境。
2. 适用范围适用于SMT车间产品实现过程工作环境的管理。
3. 职责SMT车间所有作业人员4. 环境管理项目①车间环境管理②防静电工作区③仓库管理④安全设备管理车间环境管理图示作业说明图一(一)电源电源电压和功率要符合设备要求。
一般要求单相 AC220V ± 10%,AC380 V, 50/60 Hz,一般应采用三相五线制的接线方法,并要求良好接地。
电源电压要稳定,如果达不到要求需配置稳压电源,电源的功率要大于功耗的一倍以上。
如贴片机的功耗5KW,应配置10 KW以上电源。
(二)气源SMT设备如印刷机、贴片机等都需要气源提供动力工作。
一般要求气源压力大于686 KPa,且要求气源清洁、干燥,为此通常产生气源的空气压缩机需加过滤器、冷凝器进行去尘、去水处理。
空气管道通常采用不锈钢或耐压塑料管,应避免使用铁管以防生锈。
锈渣进入管道和阀门,易产生堵塞、造成气路不畅,影响机器正常运行。
(三)排风再流焊和波峰焊设备都有排风要求,应根据设备要求配置排风机。
对于热风再流焊炉,一般要求排风管道的最低流量值为14.15m3/min。
(四)照明与洁净度SM车间内应有良好的照明条件,理想的照度为800×1200 lx。
至少不能低于300 lx,低照明度时,在检验、返修、测量等工作区应安装局部照明。
SMT车间应保持清洁卫生,无尘土,无腐蚀性气体,空气洁净度为105级。
在空调环境条件下,要定时进行换气,保有一定的新鲜空气,尽量将CO含量控制在10002mg/以下,CO量控制在10mg/L以下,以保证人体健康。
(五)温度、湿度A. 车间环境温度最佳控制范围23 ± 3℃。
一般为18~28℃,极限为15~35℃。
B. 车间的湿度控制在40%~70%RH。
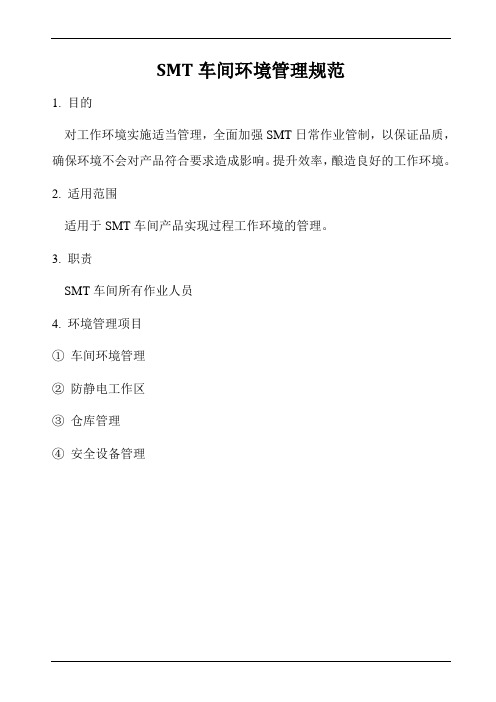
车间温湿度自动化控制监控系统洁净室环境温湿度纺织厂车间温湿度控制饼干厂车间温湿度控制手机生产车间温湿度控制印刷厂车间温湿度菌类栽培温湿度控制系统电子车间温湿度自动化控制系统方案塑料车车监控温湿度控制造纸厂车监控温湿度环境系统控制北京盛世宏博科技有限公司(HB-CJ-LIU)生产车间,往往对温度和湿度的要求比较高,有的车间粉尘较大,控制起来比较困难,一般采用空调调节温度,加湿机除湿机调节湿度,往往到了夏天,除湿机/加湿机产生热量较高,降温比较困难,耗能也比较大。
基本北京盛世宏博科技公司开发的调温除湿/加湿自动化系统,成功解决了这一难题,控温控湿满足要求,同时也比较节能。
基本北京盛世宏博科技公司研究过去以来的普通除湿机/加湿机,发现随着一年的工况变化,除湿机/加湿机在额度除湿量上,需要不同的冷凝温度和风量。
而普通除湿机/加湿机却不能解决这一问题,满足春天和秋天的配置,却满足不了夏天高温高湿的除湿/加湿要求,往往,到了夏天,机器在超负荷状态下工作,使用寿命大打折扣,耗电比春天时机要高出30%-50%。
如果按照夏天工况配置,则到25度以下春天或秋天温度不高时,除湿量/加湿机又会大打折扣。
针对这些情况,基本北京盛世宏博科技公司多年一直在节能和高效利用方面细心研究开发。
成功解决了这一瓶颈,目前基本北京盛世宏博科技公司的节能型热回收型除湿机/加湿机自动化控制系统,在夏天时,不但能有效除湿,还可以根据环境要求,解决温度问题,同量除湿/加湿能力下,耗电能降低20%-30%。
到了温度较低季节环境,也能根据状况,改变除湿工况模式,有效除湿,大大提高了额定除湿/加湿能力。
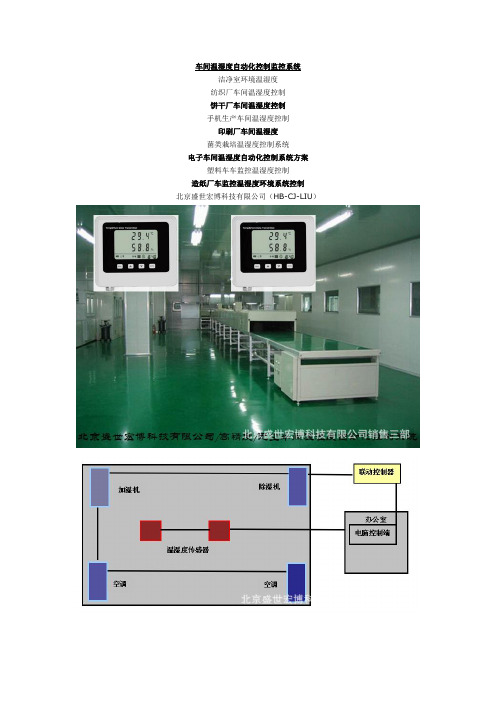
随着除湿机/加湿机运用的扩大,北京盛世宏博科技有限公司自动化控制温度湿度系统也越来越受到重视。
相关拓展图如下:北京盛世宏博科技有限公司温湿度系统原理图。

车间温湿度控制制度
公司厂房使用的是中央空调,根据实际情况,为规范车间温湿度控制,满足产品生产、物料存储和人员办公等要求,控制在需求范围之内:
一、温湿度要求:
1、一般环境(指由中央空调控制的生产车间、库房、办公室)的温度要求:
A,夏季温度控制在22℃——26℃,库房由于设备和人员少,可-2℃;
B,冬季温度控制在18℃——24℃,库房由于设备和人员少,可-2℃;
C,过渡季节温度在22℃+/-4℃;
D,湿度:车间全年控制在30%-----80%RH;
E,控制的过程中以满足要求为主,节约能源为辅的原则
2、湿度敏感区域的要求:温度10℃——30℃,湿度40%-----70%RH,
3、机房、实验室等有独立空调的地方本着够用节约的原则自行设定要求
二、监控与记录
1、一般环境和湿敏区域以干湿球温度计记录值为准。
2、监测环境温湿度的干湿球温度计的计量和维护由设备管理部暖通组负责,计量周期是
3个月,参考标准以外部计量合格的电子温湿度计为准。
3、暖通组控制的范围:A、B栋办公室,生产线、材料库、成品库、湿敏区。
4、暖通组监控点数量:B栋车间生产线6个,材料库10个,成品库4个,湿度敏感区1个,A、B栋办公室各1个,共计23个
5、暖通组记录点数量:A、B栋办公室各1个,生产线4个,成品库1个、材料库2个、湿敏区1个,共计10个。
6、库房人员对库房(含湿敏区)的所有环境温湿度计(15个)也作记录,湿敏区湿度偏低时库房人员自行采取人工加湿的办法以便满足要求,湿度偏高时暖通人员启动除湿机除湿。
7、暖通组监控频次:每两小时一次。
8、机房、试验室环境由IT&SAP、实验室各自监控,设备出现问题由使用部门报修。

生产车间温湿度管控标准
生产车间温湿度管控标准可以根据不同行业和生产要求的差异而有所不同,以下为一般的生产车间温湿度管控标准的建议:
1. 温度控制:
- 根据具体生产工艺和要求,确定生产车间的温度范围。
一般
来说,生产车间的温度应在20-25摄氏度之间。
- 定期监测车间温度,确保在设定范围内。
2. 湿度控制:
- 根据具体生产工艺和要求,确定生产车间的湿度范围。
一般
来说,生产车间的湿度应保持在40-60%之间。
- 定期监测车间湿度,确保在设定范围内。
- 使用合适的加湿或除湿设备,以调整车间湿度,保持在设定
范围内。
3. 控制措施:
- 定期清洁车间空调/通风设备,确保其正常运转。
- 配备合适的温湿度传感器,实时监测车间温湿度,并进行记
录和报警。
- 配备合适的温湿度调节设备,能够根据需要调整车间的温湿度。
- 采用绝缘材料和断热措施,以减少外界温湿度对车间的影响。
4. 培训与监督:
- 培训生产车间操作人员,使其了解温湿度管控标准和相关操
作规程。
- 定期进行温湿度管控标准的监督和检查,确保符合要求,并及时进行纠正。
需要注意的是,以上仅为一般的建议,具体的生产车间温湿度管控标准需要根据实际情况和行业要求来确定。
因此,在实施温湿度管控之前,最好咨询专业人士或相关机构进行准确的评估和指导。
5工作环境控制程序工作环境控制程序是一种通过对工作场所条件进行管理和调节,以提高工作效率和员工舒适度的系统。
在现代企业中,工作环境控制程序变得越来越重要,因为它能够提供一个良好的工作环境,有助于提高员工的工作效率和生产力。
下面将介绍5种常见的工作环境控制程序。
1.温度控制温度是影响员工工作效率和舒适度的重要因素之一、过高或过低的温度都会对员工的工作状态产生负面影响。
因此,工作环境控制程序应包括温度控制。
通过安装空调、供暖设备等,可以确保工作场所的温度适宜,从而提高员工的工作效率。
2.空气质量管理良好的空气质量是保持员工健康和工作效率的重要因素。
工作环境控制程序可以通过安装空气净化器、调节通风系统等方式来改善室内空气质量,减少空气污染物的浓度,从而提高员工的工作效率和舒适感。
3.噪音控制过高的噪音是干扰员工工作的一种主要因素。
噪音可以来自机器设备的运转声、同事之间的交流声等。
为了减少噪音对员工工作的干扰,工作环境控制程序应包括噪音控制措施,例如通过隔音材料、噪音屏障等来降低噪音水平,保持工作环境的安静。
4.光照管理光照的合理管理对员工的视觉舒适度和工作效率有很大的影响。
工作环境控制程序应确保工作区域有足够的自然光照,同时配备合适的照明设备,以便在夜间或天气不好的情况下提供足够的光照,保障员工的工作效率和健康。
5.设备调节不同的员工对于工作设备的设置需求可能有所不同。
工作环境控制程序应考虑到员工的个体差异,提供可调节的工作设备,例如可调节高度的办公桌、可调节角度的显示器等,以满足员工对于工作设备的个性化需求,提高工作效率和舒适度。
为了实施以上工作环境控制程序,企业可以进行以下步骤:1.进行环境评估:了解工作场所的温度、空气质量、噪音水平、光照等情况,分析员工对工作环境问题的反馈和需求。
2.制定控制措施:根据环境评估结果,制定具体的控制措施,例如安装空调、净化器、调节噪音等措施。
3.实施控制措施:根据制定的控制措施,进行相应的设备安装和调节。
10万级洁净车间管理制度一、引言10万级洁净车间是一种高标准的生产环境,要求进行严格的管理和维护,以确保产品质量和生产效率。
本文旨在介绍10万级洁净车间的管理制度,包括环境控制、人员管理、设备维护等方面。
二、环境控制1. 温度控制(1) 10万级洁净车间的工作温度应在18-25摄氏度之间,确保操作人员的舒适性和设备的正常运行。
(2) 定期检查空调和通风系统,确保它们正常工作,提供充足的冷暖空气。
2. 湿度控制(1) 10万级洁净车间的相对湿度应控制在45-65%之间,过高或过低的湿度都会影响产品质量。
(2) 定期检查湿度传感器和加湿/除湿设备,确保湿度控制的准确性和稳定性。
3. 洁净度控制(1) 定期进行洁净度测试,确保车间内空气中的微尘、细菌等粒子污染物符合标准。
(2) 清洁车间地面、墙壁、天花板、设备等表面,保持洁净度。
三、人员管理1. 员工培训(1) 招聘具备相关经验和知识的员工,并进行专业培训,提高其洁净车间操作和管理能力。
(2) 培训员工遵守洁净车间管理制度,包括穿戴洁净服装、正确操作设备等。
2. 人员限制(1) 洁净车间应限制非必要人员进入,只允许经过培训和授权的员工进入。
(2) 禁止携带非洁净车间所需物品进入,如食品、饮料等。
四、设备维护1. 设备清洁(1) 定期对洁净车间内的设备进行清洁和消毒,以确保其正常运行和减少污染风险。
(2) 配备专门的清洁工具和清洁剂,避免使用可能产生二次污染的物品。
2. 设备检查与保养(1) 定期检查设备的运行状态和性能,如过滤器、风扇、传动系统等。
(2) 跟踪和记录设备维护情况,及时修理和更换故障设备。
五、安全管理1. 灭火系统(1) 安装和维护可靠的灭火系统,包括灭火器、报警器等,以应对紧急情况。
(2) 定期检测灭火系统的运行状况,确保其有效性和及时响应能力。
2. 废弃物处理(1) 配置专门的废弃物储存设施,并制定废弃物分类、标识和处理流程。
(2) 按照相关法律法规,将有害废物委托给合格的处理单位进行处理。
电子产品加工的车间环境如何管理在当今数字化和科技飞速发展的时代,电子产品已经成为我们生活中不可或缺的一部分。
从智能手机到电脑,从智能家居设备到医疗电子仪器,电子产品的广泛应用使得对其质量和性能的要求越来越高。
而电子产品的质量和性能,很大程度上取决于其加工过程中的车间环境管理。
一个良好的车间环境不仅能够提高产品的质量和生产效率,还能够保障员工的身体健康和安全。
那么,如何有效地管理电子产品加工的车间环境呢?一、温度和湿度控制温度和湿度是影响电子产品加工质量的重要因素。
对于大多数电子产品来说,适宜的工作温度通常在 20℃至 25℃之间,相对湿度在 40%至 60%之间。
如果温度过高或过低,湿度太大或太小,都可能导致电子元件的性能不稳定、焊点虚焊、短路等问题,从而影响产品的质量和可靠性。
为了实现对温度和湿度的精确控制,车间应配备专业的温湿度调节设备,如空调系统、除湿机和加湿器等。
同时,要安装温湿度传感器,实时监测车间内的温湿度变化,并将数据传输到控制系统,以便及时调整设备的运行状态。
此外,还应制定严格的温湿度控制标准和操作流程,确保设备的正常运行和维护,以及操作人员能够按照规定进行操作。
二、洁净度管理电子产品加工过程中,对车间的洁净度要求非常高。
空气中的灰尘、颗粒、纤维等污染物可能会附着在电子元件表面,影响其性能和可靠性,甚至导致产品短路、失效等严重问题。
因此,保持车间的洁净度是至关重要的。
要实现车间的洁净度管理,首先需要建立有效的空气净化系统。
这通常包括初效过滤器、中效过滤器和高效过滤器等,能够有效地过滤空气中的颗粒物和微生物。
同时,要定期对空气净化系统进行维护和更换过滤器,以确保其过滤效果。
其次,要控制人员和物料的进出,避免将外界的污染物带入车间。
进入车间的人员应穿戴洁净服、帽子、口罩和鞋套等,物料应经过清洁处理后再进入车间。
此外,车间内应保持良好的通风,定期进行清洁和消毒,减少灰尘和细菌的滋生。
三、静电防护静电是电子产品加工过程中的一个“隐形杀手”。
()分析者/日期批准者/日期: QA-016《生产洁净区的日常环境监控》 QA-029 《悬浮粒子的测试》 QA-030 《浮游菌的测试》 QA-031 《沉降菌的测试》D 级洁净区警戒限行动限标准限度D 级洁净区尘埃粒子最大允许数/立方米≤3,520,000 静态测试 ≤29,000根据 SOP 规定对相关生产区域进行环境测试,检测条件:温度:18~26℃,相对 湿度:45~65%; 生产区域内洁净室之间的压差 ≥5 Pa (除 A133、A135、A138、 B101 、B105 、B121 、B127 、B134 、B135 无压差规定)。
A 、B 楼车间按照 SOP 要求分别进行了4 次测试。
A 楼车间由于工程部从暂停 空调系统,导致部分区域仅测试 3 次。
所以, 2013 年 A 楼车间悬浮粒子、沉降 浮游菌 沉降菌≤100 CFU/m 3 ≤50CFU /( 90mm 4h)≤150CFU/m 3 ≤75CFU/( 90mm 4h) ≤200 CFU/m 3 ≤100 CFU / ( 90mm 4h)颗粒直径≥≥5um 测试状态菌分别共测试了134 个数据,浮游菌共测试228 个数据。
B 楼车间由于06 、10 月分别暂停过空调系统,根据SOP GN-017 《阶段性暂停生产车间空调系统的管理》的相关规定,对部分生产区域增加了2 次悬浮粒子和沉降菌的监测。
所以,2013 年B 楼车间悬浮粒子、沉降菌分别共测试了137 个数据,浮游菌共测试248 个数据。
所有生产区域测试所得的数据均符合规定,观察趋势图得出,均未存在不良趋势。
A 楼:观察浮游菌趋势图发现A134 房间共测试6 次,其中1 次测得的数据高于行动限;A127 房间共测试6 次,其中1 次测得的数据高于警戒限。
同年测试的其余34 个房间226 个数据未发现此类现象。
调查发现,03、06 月参照旧版SOP 监测,测试所得的结果均在警戒限范围内。
车间环境控制办法
1.0目的
对公司生产车间环境进行有效控制,确保原材料,半成品,成品,加工条件,
环境条件符合产品工艺及品质要求。
2.0适用范围
适用于本公司的仓库、混炼、模压、后道,洁净室,测量室等区域。
3.0职责
3.1各自部门负责本车间的环境监督、控制。
3.2环境管理负责人负责全公司的环境监控检查。
3.3其他部门给予配合。
4.0内容
4.1 仓库的环境控制
4.1.1 制定5S管理,定期检查。
4.1.2 原材料仓库规定恒温恒湿
温度范围:≤30℃:湿度范围:≤70 % 。
4.1.3 原材料放置进行区位管理,并先进先出。
4.1.4 仓库环境具体控制办法请参考《仓库物料摆放管理规定》
(
WI-043-003)
4.2 混炼间的环境控制
4.2.1 制定5S管理,定期检查。
4.2.2 配料间规定恒温恒湿
温度范围:≤30度:湿度范围:≤70 %。
4.2.2 配料间原料要做明显标识原料名称、领用时间、保质期。
Prepared By: Approved By: Effective Date Document No. Rev.
1
4.2.3 对密炼机等灰尘较大的设备要求放置在单独密封房间,并有吸尘设备,定期清
洁房间和设备。
4.3 模压车间的环境控制
4.3.1 制定5S管理,定期检查。
4.3.2 保证车间有良好的通风。
4.3.3 设备人员定期维护设备,消除漏油,减少噪音,提高安全。
4.3.4 模具要按照作业指导书规定定期洗模并作记录,长期不做要模腔上油保养。
4.3.5 工装夹具要分类存放,标识清楚,确保干净没有锈斑。
4.4 后道车间的环境控制
4.4.1 制定5S管理,定期检查。
4.4.2 保证车间有良好的通风。
4.4.3 烤箱排气口要有抽风设备,确保烤箱排出来的气体能排出屋外。
4.4.4 及时擦洗开箱里面托架,烤箱内壁及外壁,确保烤箱干净。
4.4.5 液氮设备靠近液罐,较少距离从而减少氮气损耗。
4.4.6 液氮输送管要用防散热材料包裹,防止冻伤人员,减少氮气损耗。
4.4.7 对生产过程中用到的化学药剂有专人保管,药剂及存放在指定地点并要做明显
标识。
4.4.8 对生产过程中所用到的材料必须满足相关法律法规及环境保护法规要求。
4.4.9 工装夹具要分类存放,标识清楚,确保干净没有锈斑。
4.5 洁净室的环境控制
4.5.1 洁净室的环境控制请参考《
清洗室污染控制程序》( WI-044-002-35 )
4.6
测量室的环境控制
Prepared By: Approved By: Effective Date Document No. Rev.
1
4.6.1 制定5S管理,定期检查。
4.6.2 测量室规定恒温恒湿
温度范围:≤30度:湿度范围:≤70%。
4.6.3 测量设备每天要清洁,严格按照作业指导书操作,设备用完之后要及时关掉设
备电源(特殊设备,不可以关电源的除外),盖好玻璃罩。
Prepared By: Approved By: Effective Date Document No. Rev.
1