椭圆宏程序编制方法与应用研究
- 格式:pdf
- 大小:186.78 KB
- 文档页数:3


数控车床加工椭圆的宏程序随着数控技术不断进步, 数控车床加工中各种复杂形面也日渐增多, 如椭圆、抛物线、正弦曲线、余弦曲线、双曲线等各种非圆曲面。
对于上述各种复杂成形面, 利用CAM 软件进行自动编程相对简单, 但由于种种原因, 在绝大多数情况下数控车床主要还是依靠手工编程。
椭圆轴线与数控车床Z 轴重合的情形相对比较简单, 其解决方案也多见于各类文献, 但在本例中椭圆轴线与数控车床Z 轴呈一定夹角, 编程和加工难度陡增,主要原因如下: ①机床数控系统本身既不存在加工椭圆等非圆曲线的G 指令, 更没有类似G68 这样的旋转指令, 使编程难度大大增加。
②加工中变量的参数直接影响着加工的效率以及质量, 很容易产生过切报警, 即使程序正确无误, 实际加工时的参数调整也非常困难, 直接影响着加工能否顺利进行, 以及加工精度能否保证。
总而言之, 目前尚未见有表述类似实例的文章。
本实例进行了有益的尝试和探索, 给出了切实可行的解决方案, 为类似问题提供了难得的参考及借鉴。
椭圆宏程序的编制如下。
1. 椭圆方程宏程序主要利用各种数学公式进行运算加工, 因此编制旋转椭圆程序操作者必须要掌握椭圆方程和旋转公式等各种数学公式的计算方法并加以灵活运用。
椭圆方程有两种形式, 分别是椭圆的标准方程和参数方程。
椭圆标准方程:椭圆参数方程:其中a 、b 分别为X、Z 所对应的椭圆半轴。
2. 旋转公式由于数控车床并不像加工中心那样存在着旋转指令, 所以要利用旋转公式来进行椭圆的旋转。
旋转公式的定义:如图1 所示, 平面上绕点O 旋转, 使平面上任意一对对应点P 和P′与一个定点O 连接的线段都相等, 即OP = OP′, 且角∠POP′等于角θ, 点O称为旋转中心, 角θ称为旋转角。
旋转公式: 如图1 所示, 取直角坐标系, 以原点O为旋转中心, 旋转角为θ, 平面上任意一点P ( x, z) 旋转到P′( x′, z′) , 令∠XOP= α, 则∠XOP′= α+ θ, 且OP = OP ′。
用极坐标方程编写椭圆车削宏程序摘要:数控车床宏程序的应用为椭圆等曲面的加工提供了方便,但是编写程序时,变量的设定和定量的计算,必须准确。
在此以数控系统FAUNC oi Mate 为例,介绍用极坐标方程编制椭圆加工宏程序的变量设定方法和计算过程。
关键词:椭圆加工 宏程序 极坐标方程 极角 1.前言利用宏程序加工椭圆有两种方程,一种是直角坐标坐标方程,另一种是极坐标方程。
利用极坐标系编程,由于极角的连续性及方程简便,使用起来很方便,但是在实际加工中经常把极角弄错,使加工的零件出现废品。
通过实际加工和理论分析得出了正确的极角,在此通过实例介绍如何得出正确的极角、利用FAUNC oi Mate 数控系统宏程序的编制方法。
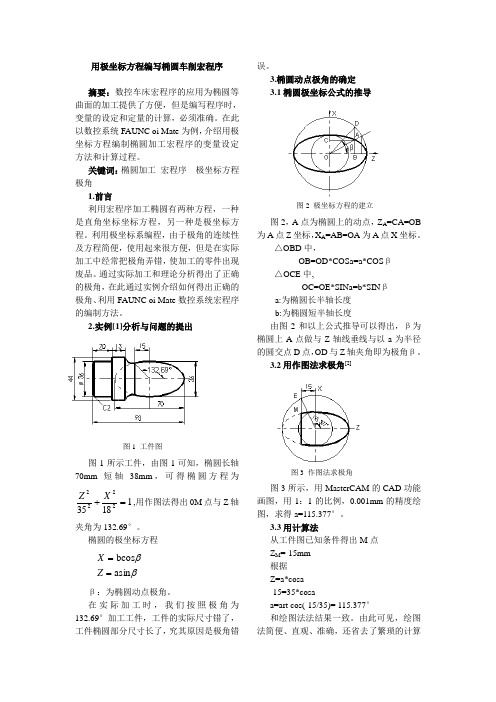
2.实例[1]分析与问题的提出图1所示工件,由图1可知,椭圆长轴70mm 短轴38mm ,可得椭圆方程为118352222=+X Z ,用作图法得出0M 点与Z 轴夹角为132.69°。
椭圆的极坐标方程ββasin bcos ==Z Xβ:为椭圆动点极角。
在实际加工时,我们按照极角为132.69°加工工件,工件的实际尺寸错了,工件椭圆部分尺寸长了,究其原因是极角错误。
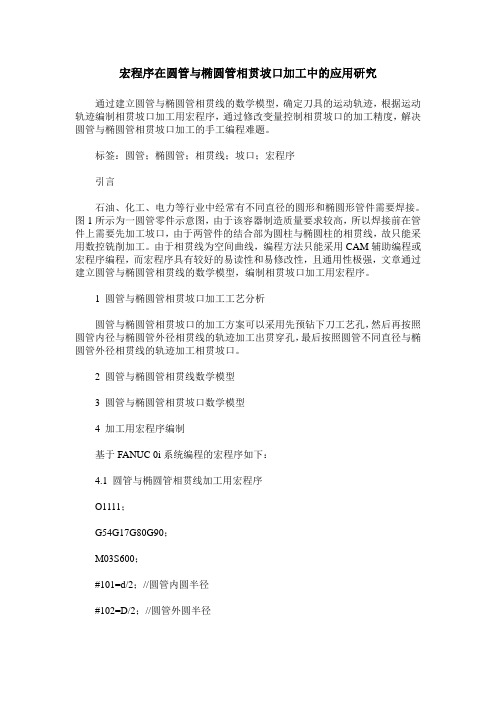
3.椭圆动点极角的确定 3.1椭圆极坐标公式的推导图2,A 点为椭圆上的动点,Z A =CA=OB 为A 点Z 坐标,X A =AB=OA 为A 点X 坐标。
△OBD 中,OB=OD*COSa=a*COS β △OCE 中,OC=OE*SINa=b*SIN βa:为椭圆长半轴长度 b:为椭圆短半轴长度由图2和以上公式推导可以得出,β为椭圆上A 点做与Z 轴线垂线与以a 为半径的圆交点D 点,OD 与Z 轴夹角即为极角β。
3.2用作图法求极角[2]图3所示,用MasterCAM 的CAD 功能画图,用1:1的比例,0.001mm 的精度绘图,求得a=115.377°。
3.3用计算法从工件图已知条件得出M 点 Z M =-15mm 根据 Z=a*cosa -15=35*cosaa=art cos(-15/35)= 115.377°和绘图法法结果一致。
宏程序在圆管与椭圆管相贯坡口加工中的应用研究通过建立圆管与椭圆管相贯线的数学模型,确定刀具的运动轨迹,根据运动轨迹编制相贯坡口加工用宏程序,通过修改变量控制相贯坡口的加工精度,解决圆管与椭圆管相贯坡口加工的手工编程难题。
标签:圆管;椭圆管;相贯线;坡口;宏程序引言石油、化工、电力等行业中经常有不同直径的圆形和椭圆形管件需要焊接。
图1所示为一圆管零件示意图,由于该容器制造质量要求较高,所以焊接前在管件上需要先加工坡口,由于两管件的结合部为圆柱与椭圆柱的相贯线,故只能采用数控铣削加工。
由于相贯线为空间曲线,编程方法只能采用CAM辅助编程或宏程序编程,而宏程序具有较好的易读性和易修改性,且通用性极强,文章通过建立圆管与椭圆管相贯线的数学模型,编制相贯坡口加工用宏程序。
1 圆管与椭圆管相贯坡口加工工艺分析圆管与椭圆管相贯坡口的加工方案可以采用先预钻下刀工艺孔,然后再按照圆管内径与椭圆管外径相贯线的轨迹加工出贯穿孔,最后按照圆管不同直径与椭圆管外径相贯线的轨迹加工相贯坡口。
2 圆管与椭圆管相贯线数学模型3 圆管与椭圆管相贯坡口数学模型4 加工用宏程序编制基于FANUC 0i系统编程的宏程序如下:4.1 圆管与椭圆管相贯线加工用宏程序O1111;G54G17G80G90;M03S600;#101=d/2;//圆管内圆半径#102=D/2;//圆管外圆半径#103=a;//椭圆管外径长半轴#104=b;//椭圆管外径短半轴#105=b;//相贯线x坐标起点坐标#108=0.1;//相贯线x坐标变化量#115=r;//加工刀具的实际半径值G00Z[#102+50];//安全高度G00X[#104-#115-1]Y0;//下刀点位置G00Z[#102+5];//参考高度G01Z[SQRT [#101*#101-#105*#105]]F120;G41D01 X[#104];//建立刀具半径补偿WHILE[#105GE-#104] DO1;#106=#103*SQRT[1-#105*#105/#104/#104];#107=SQRT[#101*#101-#105*#105];G01X[#105]Y[#106]Z[#107];#105=#105-#108;//相贯线x坐标赋值END1;#105=#105+#108*2WHILE[#105LE#104] DO1;#106=#103*SQRT[1-#105*#105/#104/#104];#107=SQRT[#101*#101-#105*#105];G01X[#105]Y[-#106]Z[#107];#105=#105+#108;//相贯线x坐标赋值END1;G00 Z[#102+50] ;G40X0Y0;M30;4.2 圆管与椭圆管相贯坡口加工用宏程序O2222;G54G17G80G90;M03S3600;#101=d/2;//圆管内圆半径#102=D/2;//圆管外圆半径#103=a;//椭圆管外径长半轴#104=b;//椭圆管外径短半轴#105=b;//相贯线x坐标起点坐标#109=t ;//坡口倒角总量#110=0;//坡口倒角变量dt(赋初值)#111=0.1;//坡口倒角变化量#112=α;//坡口倒角角度#115=r;//加工刀具的实际半径值rG00Z[#102+50];//安全高度G00X[#104-#115-1]Y0;//下刀点位置G00Z[#102+5];//参考高度WHILE[#110LE#109] DO1;//#113=#103+#110;//倒角量为dt处椭圆长半轴#114=#104+#110;//倒角量为dt处椭圆短半轴#120=#102-[#109-#110]*TAN[#112];G01Z[SQRT[#120*#120-#105*#105]]F3000;G41D01 X[#114];//建立刀具半径补偿#105=#114;//倒角量为dt处相贯线x坐标初值#108=0.1;//相贯线x坐标变化量WHILE[#105GE-#114] DO2;#106=#113*SQRT[1-#105*#105/#114/#114];#107=SQRT[#120*#120-#105*#105];G01X[#105]Y[#106]Z[#107];#105=#105-#108;//相贯线x坐标赋值END2;#105=#105+#108*2WHILE[#105LE#114] DO2;#106=#113*SQRT[1-#105*#105/#114/#114];#107=SQRT[#120*#120-#105*#105];G01X[#105]Y[-#106]Z[#107];#105=#105+#108;//相贯线x坐标赋值END2;#110=#110+#111;//坡口倒角变量dt赋值END1;G00 Z[#102+50] ;G40X0Y0;M30;5 结束语在上述加工程序中,当工件形状发生变化时,只要修改#101到#104的值即可;当坡口形状发生变化时,只要修改#109和#112的值即可;当刀具直径发生变化时,只要修改#115值即可;通过修改#108和#111的值可以控制相贯线坡口的加工精度。

宏程序椭圆教程椭圆是一个在数学中具有重要意义的几何形状,它在计算机图形学和CAD领域中也有广泛的应用。
通过使用宏程序椭圆,我们可以方便地绘制椭圆并进行一系列的操作。
本教程将详细介绍宏程序椭圆的使用方法,帮助读者快速掌握绘制和编辑椭圆的技巧。
一、椭圆的定义和特点椭圆是一个平面上到两个定点的距离之和等于常数的点的集合。
它具有以下几个重要的特点:1. 它的形状是对称的,可以是瘦长的或是近似于圆形的。
2. 椭圆上的所有点到两个焦点的距离之和等于常数(长轴的长度)。
3. 椭圆的形状可以由两个参数来确定,分别是长轴和短轴的长度。
二、宏程序椭圆的绘制步骤使用宏程序椭圆可以轻松地绘制椭圆,以下是绘制椭圆的步骤:1. 选择绘制椭圆的工具。
在绘图软件中,一般会提供绘制椭圆的工具,可以在工具栏中找到。
2. 确定椭圆的中心点。
根据需要,鼠标左键点击确定椭圆的中心点,或者直接输入椭圆的中心坐标。
3. 确定椭圆的长轴和短轴。
根据需要,鼠标左键点击并拖动确定椭圆的长轴和短轴,或者直接输入椭圆的长轴和短轴的长度。
4. 绘制椭圆。
通过点击鼠标左键确认绘制椭圆的位置和大小,绘制完成后,椭圆将显示在绘图区域中。
三、宏程序椭圆的编辑操作在绘制椭圆后,可以对椭圆进行进一步的编辑和操作,包括:1. 移动椭圆:通过选择椭圆并拖动鼠标,可以改变椭圆的位置。
2. 缩放椭圆:通过选择椭圆并按住鼠标右键拖动,可以改变椭圆的大小。
3. 旋转椭圆:通过选择椭圆并按住鼠标右键拖动,可以旋转椭圆的角度。
4. 修改椭圆的属性:可以修改椭圆的线条颜色、填充颜色、线条宽度等属性。
四、应用实例:椭圆的绘制与操作以下是一个示例,展示了如何使用宏程序椭圆绘制和操作椭圆:1. 打开绘图软件,并选择绘制椭圆的工具。
2. 点击鼠标左键确定椭圆的中心点,再点击并拖动确定椭圆的长轴和短轴。
3. 绘制椭圆后,可以通过选择椭圆并拖动鼠标来移动椭圆的位置。
4. 选择椭圆并按住鼠标右键拖动,可以缩放椭圆的大小。
数控铣椭圆加工宏程序编写相关知识:●椭圆关于中心、坐标轴都是对称的,坐标轴是对称轴,原点是对称中心。
对称中心叫做椭圆中心。
椭圆和X轴有2两个交点,和Y轴有两个交点,这四个交点叫做椭圆顶点。
●椭圆标准方程:x2 / a2 + y2 / b2 = 1 ( a为长半轴,b为短半轴,a > b > 0 )●椭圆参数方程:x=a*cosM y=b*sinM ( a为长半轴,b为短半轴,a >b > 0 ,M是离心角,是椭圆上任意一点到椭圆中心连线与X正半轴所成的夹角,顺时针为负,逆时针为正。
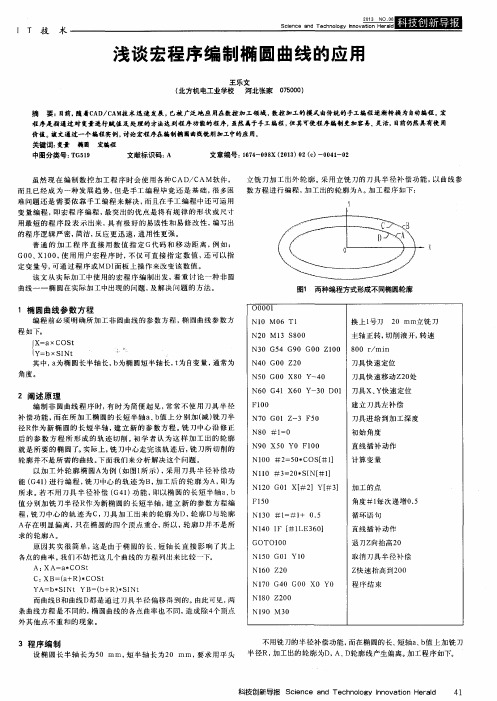
)零件图分析:如图1-1所示,该零件是非圆曲线类中的椭圆,加工材料为45钢,毛坯料尺寸为50X50X15的方料,六面已加工,各位置度以保证。
图1-1零件3D图如下:编程思路:该零件加工内容为椭圆,它由非圆曲线组成。
利用三角函数关系式求出椭圆上各点坐标,并把各个点连接在一起最终形成所需要加工的椭圆,这样从根本上就极大保证了椭圆的几何精度,大大提高了加工精度。
刀具选用:直径16MM的高速钢平底立铣刀(四刃)O0001 (该程序仅编制精加工程序)G40 G80 G49 G69 G21 G17; 程序初始化G90 G54 G0 X0 Y0 S800 M03; 建立工件坐标系,开启主轴G91 G28 Z0; Z轴回参考点G43 Z100 H1;建立刀具长度补偿Z5;X20 Y40G1 Z-5 F120 M8; 下刀,开启切削液#1=0; 椭圆起点角度#2=360; 椭圆终点角度G41 Y20 D1; 建立刀具半径补偿N10 #3 = 20 * COS [ #1 ]; 计算出椭圆圆周上X轴的点坐标#4 = 10 * SIN [ #1 ]; 计算出椭圆圆周上Y轴的点坐标G1 X#3 Y#4; 进给至椭圆轮廓点的位置#1=#1+1; 角度步距(角度递增)IF [ #2 LE #1 ] GOTO 10; 条件判断G40 G1 Y-40 取消刀具半径补偿G0 Z5 M9; 抬刀,关闭切削液G49 Z100 M5; 取消刀具长度补偿G91 G30 Y0;M30;程序结束,并返回程序开头刀具选用:直径16MM的镶刀片飞刀(二刃)主程序O0001 (该程序适用于高速加工)G40 G80 G49 G69 G21 G17; 程序初始化G90 G54 G0 X0 Y0 S1300 M03; 建立工件坐标系,开启主轴G91 G28 Z0; Z轴回参考点G43 Z100 H1; 建立刀具长度补偿Z5;N10 #1=0X20 Y40M98 P2 调用子程序#1=#1+0.2 长度步距(长度增量)IF [ #1 LE 5 ] GOTO 10; 条件判断G0 Z5 M9; 抬刀,关闭切削液G49 Z100 M5; 取消刀具长度补偿G91 G30 Y0;M30; 程序结束,并返回程序开头子程序O0002G1 Z - [ #1 ] F320 M8; 下刀,开启切削液#2=0; 椭圆起点角度#3=360; 椭圆终点角度G41 X-20 D1; 建立刀具半径补偿N20 #4 = 20 * COS [ #2 ]; 计算出椭圆圆周上X轴的点坐标#5 = 10 * SIN [ #2 ]; 计算出椭圆圆周上Y轴的点坐标G1 X#4 Y#5; 进给至椭圆轮廓点的位置#2=#2+1; 角度步距(角度递增)IF [ #3 LE#2 ] GOTO 20; 条件判断G40 G1 Y-40;M99 子程序结束,并跳回主程序个人总结:该编程是用宏程序中的参数编程进行编程的,也就是大家所说的“角度值编程”,大致的意思就是用已知的椭圆参数方程作为条件变量(应变量),设定角度为自变量,随着角度的每次递增,就形成椭圆圆周上的某一点,走完一个圈,也就是360°产生椭圆所有的轮廓点。
宏程序椭圆教程浅析宏程序引言:在数控程序的编制中,宏程序是含有变量的程序。
因为它允许使用变量、运算以及条件功能,则使程序顺序结构更加合理。
宏程序编制方便、简单易学,是手工编程的一部分,多用于零件形状有一定规律的情况下。
关键词:运算变量宏程序1.1.算术运算、逻辑运算与条件 1.1 算术运算算术运算主要是指加、减、乘、除、乘方、函数等。
在宏程序中经常使用的算术运算有:+(加)�M (除) COS (余弦) ATAN (反正切)ROUND (舍入) FIX (上取整) 1.2 逻辑运算逻辑运算可以理解为比较运算,它通常是指两个数值的比较或者关系。
在宏程序中,主要是对两个数值的大小进行比较,常用的运算有: EQ (等于) GE (大于且等于) AND (与) 1.3 条件条件是指程序中的条件语句,通常与转移语句同用,在宏程序中的常用条件语句有:GOTO 无条件跳转 2、赋值与变量 2.1 赋值赋值是指将一个数据赋予给一个变量。
如:#1=0,则表示#1的值是0。
其中#1代表变量,“#”是变量符号(注:根据数控系统不同,它的表示方法可能有差别),0就是给变量#1赋的值。
这里的“=”号是赋值符号,起语句定义作用。
赋值的规律有:(1) (1) 赋值号两边内容不能随意互换,左边只能是变量,右边只能是表达式。
共4页第1页�D (减) SIN (正弦) ACOS (反余弦) SQRT (平方根) EXP (指数) FUP (下取整) * (乘) ASIN (反正弦) TAN (正切) ABS (绝对值) LN (对数) MOD (取余) NE (不等于) LT (小于) OR(或) GT (大于) LE (小于且等于) NOT (非)(注:根据数控系统不同,它的表示方法可能有差别) IF 条件转移 WHILE 当型循环 (2) (2) 一个赋值语句只能给一个变量赋值。
(3) (3) 可以多次向同一个变量赋值,新变量值取代原变量值。
椭圆加工宏程序
实际应用中,还经常会遇到各种各样的椭圆形加工特征。
在现今的数控系统中,无论硬件数控系统,还是软件数控系统,其插补的基本原理是相同的,只是实现插补运算的方法有所区别。
常见的是直线插补和圆弧擂补,没有椭圆插补,手工常规编程无法编制出椭圆加工程序,常需要用电脑逐一编程,但这有时受设备和条件的限制。
这时可以采用拟合计算,用宏程序方式,手工编程即可实现,简捷高效,并且不受条件的限制。
加工如下图所示的椭圆形的半球曲面,刀具为R8的球铣刀。
利用椭圆的参数方程和圆的参数方程来编写宏程序。
椭圆的参数方程为:X=A*COS&;
Y=B*COS&;
其中,A为椭圆的长轴,B为椭圆的短轴。
编制参考宏程序如下:
%0012
#1=0
#2=20
#3=30
#4=1
#5=90
WHILE #5 GE #1 DO1
#6=#3*COS[#5*PI/180]+4
#7=#2*SIN[#5*PI/180]
G01X[#6]F800
Z[#7]
#8=360
#9=0
WHILE #9 LE #8 DO2
#10=#6*COS[#9*PI/180]
#11=#6*SIN[#9*pi/180]*2/3
G01X[#10]Y[#11]F800
#9=#9+1 (计数器)
END1
#5=#5-#4 (计数器)
END2
M99
在上例中可看出,角度每次增加的大小和最后工件的加工表面质量有较大关系,即记数器的每次变化量与加工的表面质量和效率有直接关系。
希望读者在实际应用中注意。