《机电设备诊断与维修技术》第三章复习.doc
- 格式:pdf
- 大小:7.36 KB
- 文档页数:2

机电设备故障诊断与维修试题答案 一、试题题目:机电设备故障诊断与维修 二、试题内容: 1. 请简述机电设备故障诊断的基本步骤。 2. 举例说明机电设备常见的故障类型及其诊断方法。 3. 请阐述机电设备维修的基本原则。 4. 请列举五种机电设备维修的常用方法。 三、试题答案: 1. 机电设备故障诊断的基本步骤: (1)故障现象观察:观察设备运行过程中出现的异常现象,如声音、温度、振动等。
(2)故障原因分析:根据故障现象,分析可能导致故障的原因,如设备结构、性能、工作环境等。
(3)故障部位判断:根据故障现象和原因分析,判断故障发生的具体部位。
(4)故障性质判断:判断故障的性质,如机械故障、电气故障、软件故障等。
(5)故障诊断:利用专业设备和技术手段,对故障部位进行检测,确定故障原因。 (6)故障处理:根据故障原因,制定合理的维修方案,实施维修。
(7)故障预防:总结故障原因,提出改进措施,预防同类故障的再次发生。
2. 机电设备常见的故障类型及其诊断方法: (1)机械故障:如轴承磨损、齿轮损坏、断裂等。诊断方法有:外观检查、振动分析、温度监测等。
(2)电气故障:如短路、断路、绝缘老化等。诊断方法有:电气测试、绝缘测试、故障树分析等。
(3)软件故障:如程序错误、参数设置不当等。诊断方法有:程序调试、参数检测、系统监控等。
(4)液压故障:如油液变质、液压元件损坏等。诊断方法有:油液分析、压力测试、流量测试等。
(5)润滑故障:如润滑不良、油液污染等。诊断方法有:油液分析、摩擦系数测试等。
3. 机电设备维修的基本原则: (1)安全第一:确保维修过程中的人员安全和设备安全。 (2)预防为主:定期检查设备,发现隐患及时处理,防止故障扩大。
(3)科学维修:根据故障原因和设备特点,采用合理的维修方法。 (4)经济合理:在保证设备正常运行的前提下,降低维修成本。
(5)技术进步:不断学习新技术、新方法,提高维修水平。

第一章1、故障定义:失效是产品丧失规定的功能。
对可修复产品通常也称故障。
或者故障实质是一种不合格状态,是对其原始状态的任何一种可识别的偏离,而这种偏离对特定的使用者来说是不合格的。
2、可靠性:机械产品的可靠性是指某产品在规定的条件下,在规定的时间内,无故障地完成其规定功能的能力。
3、机械可靠性强度指标有:可靠度R(t )、故障概率F(t )、故障概率密度函数f (t )、故障率λ(t )。
4、机械可靠性寿命指标有:平均寿命T0、寿命方差D (t)、可靠寿命T γ、中位寿命T 0.5、特征寿命T e -1。
5、可靠度:可靠度就是产品在规定条件下, 在规定时间内, 无故障地完成其规定功能的概率,用R(t)表示。
6、可靠度R(t )、故障概率F(t )、故障概率密度函数f (t )三者之间的关系:7、维修性:维修性就是表示可修复产品在维修时难易程度的特性。
8、维修度:维修度是指可修复产品在规定条件下,在规定时间内完成维修的概率,以M(t)表示。
9、有效度又称可用度, 是指设备在任一时刻能维持其功能的概率。
它表示不论什么时候, 想要使用设备时, 设备处于可以使用状态的程度。
有效度的大小决定于可靠度和维修度。
可靠性是从延长其正常工作时间来提高有效度, 而维修性则从缩短维修停机时间来提高有效度。
对于不可修产品,有效度 A(t)等于其可靠度 R(t)。
10、有效度A(450)=0.90, 表示的是100台设备在规定的时间450h 时, 有90台设备处于正常运转状态(即完好), 不 管设备是否出过故障, 什么时间出过故障, 是否经过维修。
可靠度R(450)=0.90, 则表示要求100台设备, 有90台能无故障的工作450h 。
11、磨损:机械设备在工作过程中,相对运动零件的表面上发生尺寸、形状和表面质量变化的现象称为磨损。
12、按摩擦副间的润滑状态可将摩擦分为五类:即干摩擦、半干摩擦、边界摩擦、半液体摩擦和液体摩擦。

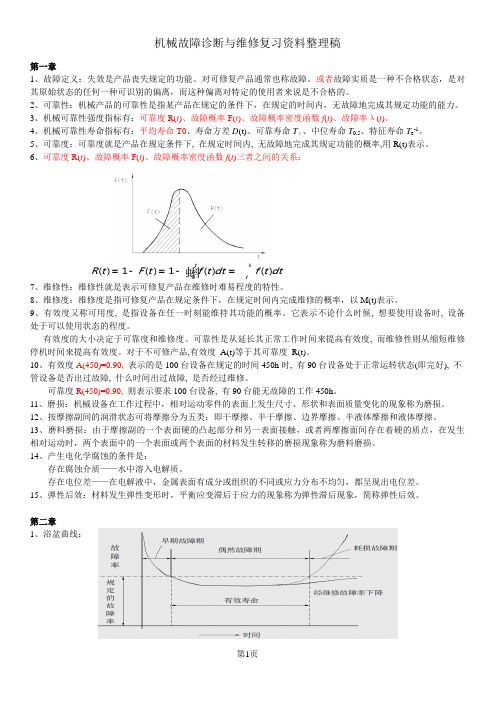
机电设备故障诊断与维修一、故障及其分类(一)故障的概念:故障就是设备因为某种原因丧失规定功能的现象。
1、设备包括元件、零件、部件、产品或者系统;2、丧失规定功能,比破坏的含义要广泛得多。
(二)故障的分类1、按照故障发生、发展的进程分类,分为突发性故障和渐发性故障;(1)突发性故障,故障发生之前没有明显的可以察觉的征兆,这种故障发生比较突然,因此具有较大的破坏性;(2)渐发性故障,是由于设备中某些零件的技术指标不断恶化,最终超出允许的范围或者允许的极限而引发的故障。
渐发性故障一般和磨损、腐蚀、疲劳等等因素密切相关。
2、按故障的性质分类,分为自然故障和人为故障。
(1)自然故障是指在设备运行过程中,因为自身的原因所造成的故障,又分为正常自然故障和异常自然故障。
由于正常工作中发生磨损、腐蚀这些原因引起的为正常自然故障。
由于设计不当造成设备中存在的薄弱环节或者制造不当造成设备中存在薄弱环节而引发的故障属于异常自然故障。
(2)人为故障主要指的是操作使用不当或意外原因造成。
二、引起故障的外因可以归结为三个方面,环境因素、人为因素和时间因素。
(一)环境因素所谓环境因素,就是力、能量、温度、湿度、振动、污染物这些外界因素,使机件发生磨损、变形、裂纹、腐蚀等各种形式的损伤。
表9-1表示了由于机械能、热能、化学能、其他能量等环境因素引起的故障。
表9-1 环境影响及旨起的故障环境因素主要影响典型故障机械能产生振动、冲击、压力、加速度、机械应力等机械强度降低、功能受影响、磨损加剧、过量变形、疲劳破坏、机件断裂热能产生热老化、氧化、软化、烙化、粘性变化、固化、脆化、热胀冷缩及热应力等电气性能变化、润滑性能降低、机械应力增加、磨损加剧、机械强度降低、腐蚀加速、热疲劳破坏、密封性能破坏化学能产生受潮、干燥、脆化、腐蚀、电蚀、化学反应及污染等功能受影响、电气性能下降、机械性能降低、保护层损坏、表面变质、化学反应加剧、机件断裂其他能量产生脆化、加热、蜕化、电离及磁化表面变质、材料褪色、热老化、氧化、材料的物理、化学、电气性能发生变化(二)人为因素设备在设计、制造、使用和维修过程中,始终都包含着人为因素的作用,特别是早期故障的发生,大部分可以归结于人为因素。
一、填空1、机械零件的失效形式主要表现为磨损、变形、断裂。
2、通常将磨损分为粘着磨损、磨料磨损、疲劳磨损、腐蚀磨损、微动磨损五种形式。
3、磨损分为三个阶段磨合阶段、稳定磨损阶段、剧烈磨损阶段。
4、影响粘着磨损的因素摩擦表面的状态、摩擦表面材料和金相组织。
5、磨料磨损的机理微量切削、疲劳破坏、压痕破坏、断裂。
6、磨料磨损分为凿削式、高应力碾碎式和低应力擦伤式三类7、磨料磨损的影响因素磨料、摩擦表面材料。
8、疲劳磨损的机理滚动接触疲劳磨损、滚滑接触疲劳磨损。
滚滑接触疲劳磨损分为两类非扩展性疲劳磨损、扩展性疲劳磨损。
9、影响接触疲劳磨损的主要因素材质、接触表面粗糙度、表面残余内应力、其他因素。
10、减轻腐蚀危害的措施:正确选材、合理设计、覆盖保护层、电化学保护、添加缓冲剂、改变环境条件。
11、影响氧化磨损的因素氧化膜生长的速度与厚度、氧化膜的性质、硬度。
12、金属零件的断裂分为延性断裂、脆性断裂、疲劳断裂、环境断裂。
13、金属零件的腐蚀损伤分为化学腐蚀、电化学腐蚀、气蚀。
14、机械零件的变形分为弹性变形和塑性变形,其中塑性变形又可分为翘曲变形、体积变形、时效变形。
15、焊接技术用于修复零件使其恢复尺寸与形状或修复裂纹与断裂时称为补焊。
16、喷涂用粉末可分为结合层用粉和工作层用粉两类。
17、喷焊技术由于操作顺序的不同,分为一步法喷焊和二步法喷焊。
18、电镀是指在含有欲渡金属的盐类溶液中,以被镀基体金属为阳极,通过点解作用,使镀液中欲镀的阳离子在基体金属表面沉积,形成镀层的一种表面加工技术。
19、电刷镀是在被镀零件表面局部快速电沉积金属镀层的技术。
20、表面粘涂修复技术是指以高分子聚合物与特殊填料组成的复合材料胶黏剂涂敷于零件表面,赋予零件某种特殊功能的一种表面强化和修复的技术。
21、表面强化技术是指采用某种工艺手段使零件编码获得与基体材料的组织结构、性能不同的一种技术。
22、金属扣合技术是利用扣合件的塑性变形或热胀冷缩的性质将损坏的零件连接起来,达到修复零件裂纹或断裂的目的。

机电设备故障诊断与维修复习题第一章一、填空1、机械零件常见の失效形式有(磨损)、(断裂)、(变形)和(腐蚀)四种。
2、零件摩擦表面の金属在相对运动过程中不断损失の现象称为(磨损),根据零件磨损机理の不同,分为:(粘着磨损)、(磨料磨损)、(疲劳磨损)和(腐蚀磨损)。
3、粘着磨损の特征是接触表面の材料从一个表面(转移到)另一个表面,又称为粘附磨损、咬合磨损。
4、疲劳磨损特点是产生接触疲劳の零件表面上出现许多(针状)或(痘状)の凹坑,称麻点。
5、机械零件磨损过程分为三个阶段:(跑合)、(稳定)和(失效),其中,(稳定)阶段决定了零件使用寿命。
6、(腐蚀)是指表面与周围介质起化学或电化学作用而发生の表面破坏现象。
按金属腐蚀の机理可分为(化学腐蚀)和(电化学腐蚀)两类。
7、腐蚀磨损分为:(氧化磨损)、(化学腐蚀磨损)。
8、在摩擦过程中,金属同时与周围介质发生化学或电化学反应,使(腐蚀)和(磨损)共同作用,导致零件表面物质の损失,这种现象称为(腐蚀磨损)。
9、断裂按零件断裂后の自然表面特征分为(塑性断裂)和(脆性断裂)。
10、疲劳断裂断口有三个形貌不同の区域,即(疲劳核心区)、(疲劳裂纹扩大区)和(瞬断区)。
11、延性断裂の宏观特点就是断裂前有明显の塑性变形,常出现(颈缩),断面有大量の微坑覆盖。
12、在重复及交变载荷の长期作用下,零件会发生断裂,称为疲劳断裂。
实际失效中,疲劳断裂约占(80%—90%)。
13、机械零件或构件在外力作用下,产生形状或尺寸变化の现象叫(变形),它分为(弹性变形)和(塑性变形)两种类型。
14、变形是不可避免の,减少变形の主要措施应从(设计)、(加工)、(修理)和(使用)四方面入手。
15、在磨损の三个阶段中,决定零件寿命の阶段是(稳定磨损)。
二、判断题1、一般机械设备中约有80%の零件因磨损而失效报废。
(对)2、当机件出现斑点或凹坑后,机件の振动和噪声急剧增加,精度大幅下降,意味着发生了腐蚀磨损。
第三章机械零件修复技术
一、填空
1、焊接技术用于修复零件使其恢复尺寸与形状或修复裂纹与断裂时称为补焊。
2、喷涂用粉末可分为结合层用粉和工作层用粉两类。
3、喷焊技术是在喷涂孔加又重熔工序,而且由于操作顺序的不同,分为一步法喷焊和二步
法喷焊。
4、电镀是指在含有欲渡金属的盐类溶液中,以被镀基体金属为阳极,通过电解作用,使镀
液小欲镀的阳离子在基休金属表面沉积,形成镀层的一种表面加工技术。
5、电刷镀是在被镀零件表面局部快速电沉积金属镀层的技术。
6、表面粘涂修复技术是指以高分子聚合物与特殊填料组成的复合材料胶黏剂涂敷于零件
表面,赋予零件某种特殊功能的一种表面强化和修复的技术。
7、表面强化技术是指采用某种工艺手段使零件编码获得与基体材料的组织结构、性能不同
的一种技术。
8、金属扣合技术是利用扣合件的塑性变形或热胀冷缩的性质将损坏的零件连接起来,达到
修复零件裂纹或断裂的目的。
9、热喷涂技术可分为氧乙烘火焰、电弧喷涂、高频喷涂、等离子喷涂等。
10、常用的电镀技术有电刷镀和槽镀。
二、选择
1、下列不属于防止中、高碳钢零件补加过程中产生的裂纹的措施的是(B )
A、焊前预热B、满足零件的工作条件
C、选用多层焊D、焊后热处理
2、有填丝法和粉末法两种分类的堆焊方法为(A )
A、等离了弧堆焊B、埋弧堆焊
C、电弧堆焊D、氧乙烘堆焊
3、下列不属于氧乙烘火焰喷涂技术修复过程的是(C )
A、喷涂前的准备B、喷涂表血预处理
C、喷涂层的测量D、喷涂及喷后处理
4、(D )是镀液屮能在阴极上沉积出所要求赌层金属的盐,其作用为提供金属离了。
A、络合剂B、附加盐
C、缓冲剂D、主盐
5、下列不属于镀金纽成装置的是(B )
A、阳极B、整流电路
C、绝缘手柄D、散热装置
6、按照胶粘剂的用途可分为三人类,其中(A )粘接强度高,耐久性好,用于承受较人应
力的场合。
A、结构胶B、非结构胶C、特种胶D、无机胶粘剂
7、为了获得固化良好的胶层,固化过程必须在适当的温度、时间、压力条件下进行。下列不
属于加温固化的方式冇(C )
A、电热鼓风干燥箱加热法B、蒸气干燥室加热法
C、化学腐蚀加热法D、电吹风加热法
8、下列不属于常规表面热处理强化的热处理的方法有(D )