五面体加工中心加工工艺
- 格式:docx
- 大小:142.28 KB
- 文档页数:1
e题目摇篮式加工中心A/C回转进给轴设计学生姓名 e 学号 e所在学院机械工程学院专业班级 e 指导教师 e __ _ __完成地点 e 2009年5月30日摇篮式加工中心A/C回转进给轴设计(e)e指导老师:e[摘要]五轴联动加工中心有高效率、高精度的特点,工件一次装夹就可完成五面体的加工。
如配置五轴联动数控机床的高档数控系统,还可以对复杂的空间曲面进行高精度加工,更能够适合越来越复杂的高档、先进模具的加工以及汽车零件、飞机结构的精密、复杂零件的加工。
目前,五轴联动数控机床系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等等加工的唯一手段。
本文阐述了摇篮式加工中心五轴机的特点、现状的应用及未来的重要性,并介绍了五轴机的工作原理及关键技术。
然后,确定了合理的五轴机的总体结构,分别对系统各零部件作了设计,产生了装配图、零件图、电气原理图与设计说明书等设计文档。
最后,对五轴机的A/C回转进给轴进行了详细的分析和校核,计算表明,该A/C回转进给轴设计符合要求。
[关键词]:摇篮式加工中心;工作台;五轴机Abstract:Five axis machining center with high efficiency, high precision, processing aworkpiece fixture can be completed in five face. Such as high-end CNC systemfor five axis CNC machine tools, can also be used for high precision machiningcomplex curved surface, more suitable for more complex high-grade,advanced mold processing and automobile parts, aircraft structure, precisionmachining of complex parts. At present, five axis NC machine tool system is the only way to solve the impeller, blade, marine propeller, heavy-duty generator rotor, turbine rotor, large diesel engine crankshaft machining etc..This paper describes the application characteristics, the cradle type machining center, five axis machine status and importance of the future, and introduces the working principle and key technology of five axis machine. Then, the whole structure of reasonable Mazak five axis machine, respectively for thecomponent systems were designed, produced the assembly drawing, part drawing, schematic and design specifications and design documents. Finally,A/C rotary axis of five axis machine were analysed and checked, detailedcalculation shows that, the A/C rotary axis is designed to meet the requirements.Keywords: Cradle type machining center; table; five axis machine目录1绪论 (1)1.1选题的目的和意义 (1)1.2摇篮式加工中心及五轴机研究现状及趋势 (1)1.3本课题主要研究内容 (2)1.4 毕业进程安排 (2)2 A轴的电机的选择与计算 ..................................................................... 错误!未定义书签。
沈阳北方交通重工集团参观感悟
2020年6月16日本人有幸参加了沈阳北方交通重工集团机械工程师职位的面试,在人事经理的带领下参观了机械设备的厂房,下面对我本次的参观做以下汇报:
通过参观了解到企业主要以生产大型机械设备为主,生产的产品在同行业中具有较强的竞争力;参观途中看到熟悉的五面体龙门加工中心、镗床、普通车床等主要机械加工设备,可以看出企业具备较高的加工和生产能力。
面试过程中由于本人过往的工作经历无法满足机械工程师的要求、企业领导及时用电话帮我联系了生产车间的王部长,并为我安排了工艺岗位的面试,由此可见,企业的管理是非常人性化的。
生产车间的王部长及工艺主管耐心的给我讲解了铲板零件加工工艺难点,这不仅增加了新的知识,同时弥补了我在大型焊接零件机械工艺的短板,并让我深深的感受到了公司的企业文化。
在面试中,发现企业在不断的引进新的机械工程师,通过引进优秀人才,不断优化和提升工艺流程设计能力。
本次面试最大的收获,就是了解了企业各位领导身上散发的人格魅力以及企业体现的整体综合能力。
他们是我在以后生活、工作中的楷模,值得我终身学习。
2020年6月16日
应聘者:黄青军。
202X数控实习工作总结范本【五篇】总结是对自身社会实践进行回忆的产物,它以自身工作实践为材料。
是回忆过去,对前一段时间里的工作进行反思,但目的还是为了做好下一阶段的工作。
下面就是给大家带来的数控实习工作总结,欢迎大家阅读!实习过程4月10日开始了我们的正式实习,早上是由厂里的一位高级工程师给我们上了一节关于数控机床技术及改造的讲座,在听课过程中,我们了解到数控技术是随着计算机的开展而产生的,由美国率先研制。
到80年代初,我国开始引进数控技术,而日本数控化已达70%,我国主要引进日本的法那克和德国的西门子。
数控机床品种繁多、功能各异,有数控车床、立式和卧式车床、数控折弯机、数控等离子切割机、数控测量机、铸造线、机器人焊接线、加工中心等。
双立柱加工中心可以实现----10000㎜,Y----3000㎜,Z----1500㎜,W----600㎜进给。
加工中心是具有刀度的数控铣床,是目前加工最多的机床,可分为立式、卧式和五面体。
五面体指既有立式又有卧式功能。
数控技术一般由数控系统、驱动系统、测量反响系统、I/O控制系统等组成。
数控机床是机、电、液、气、光高度一体化的产品。
要实现对机床的控制,需要用几何描述刀具和工件间的相对运动以及用工艺信息来描述机床加工必须具备的一些工艺参数。
数控机床工作时根据所输入的数控加工程序(NC程序),由数控装置控制机床部件的运动形成零件加工轮廓,从而满足零件形状的要求。
机床运动部件的运动轨迹取决于所输入的数控加工程序。
数控机床具有如下特点:加工零件的适应性强,灵活性好;加工精度高,产品质量稳定;生产率高;减少工人劳动强度;生产管理水平提高。
下午,我们的带队老师再次强调了我们在实习期间应当要注意的事项,说得非常详细和具体,同学们也都听得很认真,效果很好。
此后的几天,我们陆续参观了发动机缸盖生产车间,还有发动机装配车间,和铸造厂等车间,深刻体会到了生产和装配的过程,大概了解了工业生产的流程和作业的工序,这些都是非常珍贵的经验,将对我们以后工作有很大的帮助。
五轴高速数控雕铣机------铣头设计摘要随着制造业的发展,高速度、高效率、高精度和高刚度已经成为当今数控机床发展的主要方向。
为了满足当前数控机床市场的需要,五轴联动铣头已经成为了当今一个重要的发展趋势。
本次毕业设计的主要任务是五轴高速数控雕铣机的铣头设计。
五轴头是五轴联动加工中心上所联接的一种装置。
该机床具有很强的数控功能,可以高效率高精度加工空间曲面类零件,如各类模具、水轮机和汽轮机叶片、三元流离心压气机、船用螺旋桨和推进器及螺旋锥齿轮的关键设备。
可一次装夹工件在多种空间角度进行铣、镗、钻等工序加工,加工各种具有复杂轮廓表面、型腔的工件,可作铣、镗、钻孔等加工。
广泛适用于各种机械制造业,特别是模具制造业。
它可以实现五轴控制、五轴联动,高速运转。
在掌握PRO/E软件的基本功能后,对机床的各部件进行结构设计、建模,然后,进行装配和运动仿真,达到设计的目的。
关键词五轴控制五轴联动虚拟制造技术虚拟装配ABSTRACTAlong with the development of the manufacturing industry, high speed,high efficiency, high precision and high rigidity have been the main developing trend of numeric-control machine tools. To meet the need of numeric-control machine tools’development, five-axis head have become an important development trend now. The main task of the design is the design of 5-axis head.5-axis head is a kind of equipment in 5-axis With strong numerical function, the machine tool is the key equipment in the efficient and high-accurate machining of curly-faced . work-piece, namely. Variation molds, vane of water turbine and steam turbine, ship-used propeller, promoter and gears. It can clip a work-piece going through milling, boring and drilling, it can also process.A variety of work-pieces with complex outlook and cavities. It is capable of drilling and milling. It can be applied to all kinds of mechanic manufactures; especially molds manufacture. It can control five axis, simultaneous operate five axis. At a high speed the spindle electrical machinery uses A.C driving system, which enables the spindle to vary speeds infinitely.With a command of the baric functions of the Pro/E software, different parts of the machine tool are designed, assembled , thus achieving the desired requirement.Keywords control five axis simultaneous operate five axisvirtual-madevirtual-assembly目录第一章概述----------------------------------------61.1 国内外相关技术现状-------------------------61.2 课题研究涉及内容---------------------------9 第二章五轴铣头的结构设计--------------------------112.1 整体方案设计研究 --------------------------112.2 铣头内部结构细化设计及计算-----------------132.2.1 A轴传动的设计及计算-----------------132.2.2 C轴传动的设计及计算-----------------21 第三章 PRO/E虚拟建模造型及装配---------------------273.1 虚拟制造技术及其软件介绍-------------------273.2 五轴铣头中零件的造型及装配-----------------30 第四章技术经济分析--------------------------------36 设计结论及致谢参考文献第一章概述第一节国内外相关技术现状五轴数控技术在数控加工领域里一枝独秀,它是连续平滑、复杂曲面加工的代名词,但该技术在全球范围内一直没有得到普及.五轴数控加工技术是加工连续、平滑、复杂曲面的主要手段.早在20世纪60年代,国外航空工业生产中就开始采用五轴数控铣床。
五金件加工工艺五金件是指由金属材料精密制造的零部件,广泛应用于机械、电子、汽车、航空航天等领域。
五金件的加工工艺对于制造精度和质量有着决定性的影响,下面将对五金件加工的工艺进行详细介绍。
一、材料选择五金件加工的首要步骤是材料选择,常用的材料有碳钢、铝合金、不锈钢等。
需要根据产品的设计要求、使用环境和产品用途等因素进行综合考虑,从而选择最适合的材料。
二、数控加工数控加工是五金件加工的主要工艺。
通过预编程,将数控机床精密地加工出五金件的形状和尺寸,提高了工件的加工精度和生产效率,避免了人为因素对加工质量的影响。
三、精密磨削精密磨削是五金件加工的重要一环。
通过磨削工艺,将数控加工后的工件做出更高精度、更好的表面质量。
常用的磨削方法包括平面磨削、外圆磨削和内圆磨削等,需要根据工件形状进行选择。
四、表面处理五金件的表面处理是为了提高其抗腐蚀性、耐磨性和美观度。
常见的表面处理方法包括电镀、喷涂、阳极氧化等。
需要根据产品的使用环境和需求选择最适合的表面处理方法。
五、装配测试五金件加工完成后需要进行装配测试,检验其质量和合格性。
装配测试包括零件的拼接、运动测试和功能测试等,需要运用精密的测试仪器进行测量,确保五金件达到设计要求。
六、产品质量控制五金件加工的最后一步是产品质量控制。
通过对加工过程、操作流程和成品质量进行监控和检验,从而控制产品质量的稳定性和一致性,提高产品的竞争力和市场占有率。
综上所述,五金件加工工艺包括材料选择、数控加工、精密磨削、表面处理、装配测试和产品质量控制等多个方面。
只有在每个环节进行精细化控制和严格的质量检测,才能制造出精度高、品质好的五金件。
五轴联动加工中心的技术研究与应用随着制造业的发展,五轴联动加工中心的应用越来越广泛。
本文将从技术研究和应用两个方面探讨其发展现状和未来趋势。
一、技术研究五轴联动加工中心是一种高精度、高效率的数控机床。
它可以同时进行五个方向的运动,能够对复杂曲面、弯曲面等难加工的工件进行加工,具有很高的加工精度和稳定性。
在技术研究方面,五轴联动加工中心的主要发展趋势包括以下几个方面。
1. 加工精度的提高随着技术的不断发展,五轴联动加工中心的加工精度得到了不断提高。
现在的五轴联动加工中心可以实现微米级别的加工精度,达到了精密加工的要求。
2. 稳定性的优化五轴联动加工中心在运行过程中容易受到振动的影响,从而影响加工精度。
因此,优化机床的稳定性是技术研究的一个重要方向。
新型的五轴联动加工中心采用了更加稳定的结构设计,并改进了控制系统,提高了机床的稳定性和加工精度。
3. 程序设计的改进五轴联动加工中心的程序设计是影响加工效率和精度的关键因素之一。
现在的五轴联动加工中心采用了更加智能化的程序设计,可以根据加工件的复杂度和物料的特性,自动优化加工路径和加工参数,提高加工效率和精度。
二、应用五轴联动加工中心的应用范围很广泛。
以下是几个典型的应用场景。
1. 航空航天领域航空航天领域对零部件的加工精度和质量要求非常高,因此五轴联动加工中心在该领域的应用非常广泛。
它可以用于制造发动机叶片、导向叶片、涡轮叶轮等高精度零部件。
2. 医疗器械领域医疗器械领域对产品的精度和表面质量也有很高的要求。
五轴联动加工中心可以用于制造高精度的人工关节、心脏支架、磨牙机等医疗器械。
3. 模具制造领域五轴联动加工中心可以用于制造高精度的模具。
现在的五轴联动加工中心能够实现高精度的表面加工和薄壁加工,可以用于制造高质量的模具。
4. 船舶制造领域船舶的难度在于其体型的庞大和高要求的精度。
五轴联动加工中心的加工精度和稳定性能够满足制造船舶的要求,是一个非常重要的工具。

KIWA立式加工中心KCW-10V技术说明书株式会社 纪和机械目 录一、 机床外观照片二、 KCW-10V机床主要特点三、 机规格表四、 机床标准配件五、 数控系统标准配置六、 技术培训七、 安裝、调试、验收八、 售后服务一、机床外观照片二、机床主要特点:KIWA KCW-10V结构图1. KCW-10床身、主轴等关键部件均采用米汉纳(密烘)铸件。
铸件结构采用一体成型技术,箱体结构,加工上采用日本原装大型五面体加工机,一次装夹加工完成,机床具有高刚性、高强度,几何形体精度极佳。
并能保证机床长期的稳定性和高精度。
2. 立柱宽度达到1100mm,完全可以承受重切削。
完全一体铸造的床身能提供立柱,主轴及工作台最大的承载。
3. 独特的换刀机构及大容量的刀库机构,可存放24把刀,并采用最新的凸轮式换刀系统,刀库管理采用随意记忆式,使得刀具交换迅速,安全可靠。
4. 主轴采用精密高速轴承,除轴承内部采用特殊油脂润滑以外,有特殊的油气装置,主轴能在高速、长时间运转下保持高精度。
5. 主轴及三轴马达采用大马力的FANUC伺服马达,扭力输出大,加大刚性。
6. X、Y、Z 三轴滑轨均为高刚性的线性导轨,Y轴更使用宽度为45mm的线轨,提升刚性。
另外Z轴采用世界先进的滚柱型线轨技术,确保机床在重切下也能达到高精度及高寿命。
7. 电气箱使用热交换器,能较好隔绝灰尘,降低箱内温度。
8. KCW-10V具有全密闭切削防护罩,并考虑多项安全保护措施,如电控柜安全装置,安全操作门,操作门之特殊强化设计,两侧门滑轨开门设计能确保机械与人员之安全,符合ISO9000之标准。
9. 采用先进的无配重块设计,便机床在高速循环加工时更加平稳,提升加工精度及效率。
为确保整机质量,主要外购零件均采用世界名牌厂家产品: 控制器: 日本FANUC气压单元: 日本SMC轴承:日本NSK及NACHI主轴单元:日本KOYO线性滑轨:德国STAR滚珠螺杆:台湾 PMI电气元件:日本欧姆龙、富士等中央润滑系统:日本LUBE液压系统:日本YUKEN三、机械规格表机 型 KCW-10V X轴 行程 mm 1,000Y轴 行程 mm 550Z轴 行程 mm 510主轴中心到立柱距离 mm 585主轴鼻端到工作台距离 mm 140 - 650行程地面到台面距离 mm 935工作台尺寸 mm 1,100×550最大承载 kg 800工作台面形状 5个间距100mm的T型槽主轴转速 min-1 10000rpm (直联式)主轴扭距 Nm 95.5 (30 分钟)主轴锥度 ISO 7/24 Taper NT #40 主轴主轴中心出水 Mpa {1.5/4.0/7.0} 选项快移进给 (X/Y/Z) mm/min.X/Y: 32,000 Z: 24,000 进给切屑进给 (X/Y/Z) mm/min. 1 ~ 10,000mm/min刀柄形式 MAS BT40/CAT40拉钉类型 JIS刀具数量 24 把最大刀具直径 (相邻满刀 /空刀)mm φ100 / φ115最大刀具长度 mm 350最大刀具重量 kg 8刀库换刀时间 Tool to tool / Chipto chipsec. 2.3 / 5.0主轴马达功率 (cont. / 30 min.) kW 11 / 15马达进给马达功率 (X/Y/Z) kW 2.5/2.5/2.5电源电压 V 200-220电源供应 KVA 30空气压力 Mpa 0.5动力源空气流量 liters/min.300-320冷却水箱容量 liters 250容量润滑油箱容量 liters 1.8占地面积 mm 2,900 × 2,350机床高度 mm 2,970尺寸机床重量 kg 7500四、机床标准配件1. 主机标准配件1) 主轴转速 10,000rpm.(直联式)2) 主轴吹气装置3) 主轴马达 11KW/15KW4) 切削液单元5) 标准色6) 单色操作指示灯7) 荧光工作灯8) 中央润滑系统9) 三轴滑轨保护装置10) 全密闭式电气箱及热交换器11) 地基螺丝,垫块及工具箱12) 手动松刀装置13) 刚性攻牙14) 机械电气说明书15) 外持手摇脉冲发生器16) 30KVA 变压器2. 技术文件序号 内容 数量1 机床操作说明书(KIWA) 壹套2 FANUC系统操作说明书 壹套3 FANUC 系统维修说明书 壹套4 FANUC 系统参数说明书 壹套5 机床零件图(KIWA) 壹套6 电器原理图 壹套7 机床精度检查表(KIWA) 壹套8 机床参数软盘 (KIWA) 壹份3. KCW-10V 易损件清单序号 名称 品牌 供货商1 O-ring O型圈 NOK 纪和2 Solenoid Valve 电磁阀 SMC 纪和3 Air Seal Regulator 空气过滤器 SMC 纪和4 Ball Bearing 轴承 NSK 纪和五、数控系统说明 FANUC Oi-MC A包操作功能项目 规格自动运行(存储器)DNC运行 需要阅读机和穿孔接口 利用存储卡运行DNC运行 需要PCMCIA卡连接器MDI运行调度功能程序号检索顺序号检索顺序号比较与停止程序重新启动手动中断和恢复刚性攻丝回退缓冲寄存器空运行单程序段JOG进给手动返回参考点无档块设定参考点位置用机械撞块设定参考点位置磁力开关方式参考点设定参考点偏移手轮进给 MC,PC:最大3个,TC:最大2个插补功能项目 规格定位 G00(可以进行直线插补型定位) 单向定位 G60准确停止方式 G61准确停止 G09直线插补圆弧插补 可以是多象限进给暂停 秒指定或旋转数指定(M系统的旋转数指定需要螺纹切削`同步进给的选功能)圆柱插补螺旋插补 圆弧插补最多加2轴的直线插补 螺纹切削,同步切削跳过 G31高速跳过 输入点数为4点返回参考点 G28返回参考点检测 G27返回第2参考点返回第3/第4参考点法线方向控制进给功能项目 规格自动加速/减速 快速进给:直线切削进给:指数 快速进给铃型加速/减速切削进给插补后直线加速/减速进给速度倍率 0~254%JOG倍率 0~655.34%切削方式攻丝方式快速进给的程序段重叠外部减速AI前瞻控制程序输入项目 规格纸带代码 EIA RS244/ISO840标记跳过奇偶校检 水平和垂直校检 控制输入/输出选择程序段跳过 9最大可编程尺寸 ±8位数程序号 O4位数 外部存储和子程序调用功能顺序号 N5位数 绝对/增量编程 在同一程序段中可混用小数点编程/袖珍计算器小数点编程10倍输入单位平面选择 G17,G18,G19旋转轴指定旋转轴循环显示极坐标指令坐标系设定自动坐标系设定工件坐标系 G52~G59 附加工件坐标系 48对任意倒角/拐角R可编程数据输入 G10 子程序调用 4层嵌套用户宏程序B钻削固定循环倒削钻小孔循环R编程圆弧插补自动拐角倍率自动拐角减速按圆弧半径箝制进给速度比例缩放坐标系旋转可编程镜像六、技术培训1)用户工厂内培训:机床安装调试过程中,由我司服务人员对用户进行操作、编程及保养方面的培训。
五面体加工中心加工工艺
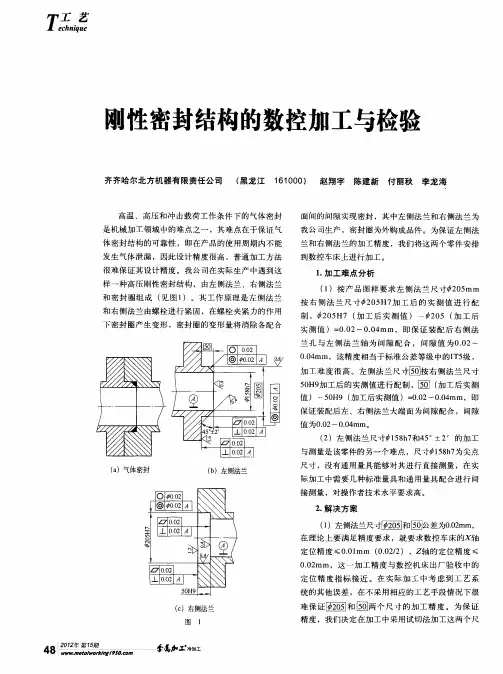
五面体框架类零件如果采用普通数控机床加工,必须一个面一个面的加工,每个面加工完成之后,要转换装夹定位面,由于是框架类零件,加工抠制量很大,当加工到最后一个面时,此时工件的刚性已经很差,要采用辅助工装来增加工件的刚性,因此加工工艺路线很长,加工周期也很长。
如图所示,是一种典型的框架类零件,若采用通用的数控加工的方法,需要工作台搭压板的方式,而且还要在毛坯上设计出搭压板的地方,这样一来,粗加工就显得非常复杂。
如果我们采用一次装夹可以完成五个面的加工,不仅可以减小工件大量变形,并且还可以提高加工效率。
但是要达到这个要求,在机床的选择方面,工艺夹头的设计方面,以及程序编制方面要解决很多关键问题。
华亚数控的五面体加工中心功能高度自动化,配置双主轴和液压回转台,实现五轴控制,一次装夹即可完成五面加工,而且机床双主轴各自配置刀库,实现自动换刀,每面加工可进行多道工序。