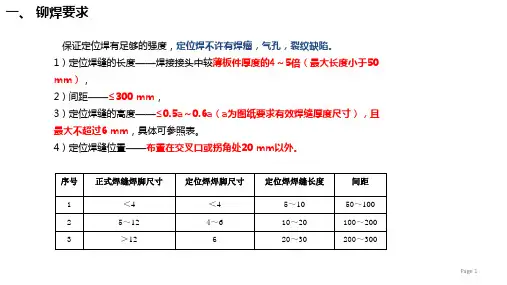
铆焊结构件制作要求
- 格式:docx
- 大小:143.49 KB
- 文档页数:8
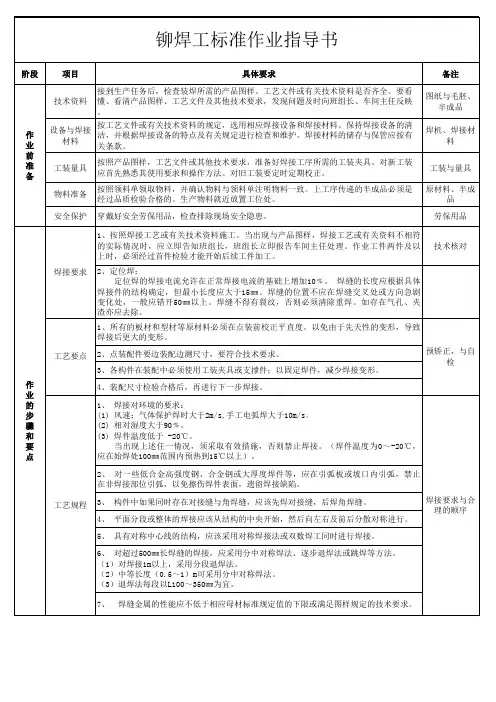
通用铆焊制作规范编制:日期:批准:日期
铆焊件、钣金件自由状态下长度尺寸和形位公差一、长度尺寸公差F级(适用于自由公差)
二、角度偏差F级(适用于自由公差)
框架形高度h垂直允许公差△t
三、焊接结构件的形位公差F级(适用于自由公差)
属不全加工底面,但需依底面作基准的其他位置加工时,则底面平面度应为零位。
紧固件结合面间隙≤0.8;
一般连接板平面度≤1;
一般焊接结构件平面度≤3(金加工件);
区域局部波浪形任何位置每米内允许公差≤3;
边缘轮廓直线度≤1
1000、弯曲度≤1
2000
,属切割和装配轮廓,可整形达图纸要求。
四、气割的允许偏差,需保证外型轮角完整。
(以数控切割带锯切割等级评足)
切割面平面度允许偏差,≤0.04t且不大于1.5;
割纹深度≤0.15;
局部切口深度≤0.5,且可利用区域打磨,≥0.5补焊打磨(表面损伤同);
切割表面应去除毛刺及熔渣。
(注:手工割规,气割圆,椭圆度≤1,轮廓同上但属不金加工的轮廓)
五、钻孔直径允许公差:
3<D≤10 允许公差+0.3;
10<D≤30 允许公差+0.4;
30<D≤50 允许公差+0.5;
50<D≤100 允许公差+0.8;
100<D 允许公差+1.0。
六、孔距允许公差(适用于自由公差)(误差适用于螺孔大于螺栓3mm时)
一般孔至基准面或基准线≤1.5 金加工及安装位置
孔型完整,孔内无任何杂志。
七、方法兰公差要求(属铆焊件法兰)(允许误差适用于螺孔大于螺栓3mm时);
法兰中心位置至基准线±1.5(亦适应金加工件金加工装配位置);
法兰内形腔尺寸≤2;
任意理论孔位距公差±1;
法兰配合平面度≤2(装配铆焊后)(法兰配合刚度小,保证结合面间隙≤0.8);
孔位直径公差+0.5;
法兰配合外形错边量≤1(允许打磨);
螺孔中心线与端面的不垂直度不得大于0.25%;
螺孔的螺纹精度安2a级要求,粗糙度不低于;
结合面不允许碰伤和划伤,不允许碰弧和任何杂志,轮廓完整。
八、圆形法兰公差要求(允许误差适用于螺孔大于螺栓3mm时)
法兰中心十字线至基准面或基准线±1.5(亦适应金加工件金加工件装配位置);
法兰孔位中心圆直径±1;
任意理论孔位距公差±1;
法兰配合平面度≤1.5(装配铆焊后)(法兰配合刚度小,紧固时结合面间隙≤0.5;
孔位直径公差+0.5;
法兰配合外形错边量≤0.5;
法兰外径、内径、厚度、平面度、粗糙度按车削金加工公差要求;
螺孔中心线与端面的不垂直度不得大于0.25%
螺孔的螺纹精度安2a级要求,粗糙度不低于;
结合面不允许碰伤和划伤,不允许碰弧和任何杂志,轮廓完整。
九、法兰组装规定
法兰面应垂直于接管或筒体的主轴中心线,安装接管法兰应保证法兰面的水平或垂直(有特殊要求应按图样规定),其偏差均不得超过法兰外径的1%(法兰外径小于100mm者按100mm计算),且不大于2.5。
接管法兰的螺栓通孔不应和壳体主轴中心线相重合,应对称的分布在它的两侧,及跨中组对。
有特殊要求是应按图样组对。
法兰轮廓完整。
结合面不允许碰伤、划伤、碰弧和任何杂志。
十、开孔位置与焊缝位置规定
所有开孔应避开焊缝,开孔边缘与焊缝的距离应大于三倍壳体的实际壁厚且不小于100mm。
焊缝布置不能有十字形式焊缝,且截面间的焊缝需交叉焊缝,交叉量应≥200。
十一、焊条焊剂烘培制度
1.碱性焊条烘干温度为380~420℃,保温2h。
烘干后在100~150℃保温箱内,随取随用,烘干次数不得
超过两次。
2.酸性焊条烘干温度为150~200℃,保温1~2h。
3.碱性焊剂的烘干温度为300~400℃,保温2h。
4.酸性焊剂烘干温度为250℃,保温1~2h。
焊剂使用前必需烘干,烘干后立即使用。
十二、未注焊缝要求
1.平板对接焊缝≥0.7t的熔透深度。
2.角焊缝≥0.7t的熔透深度。
3.未注焊缝外侧,原则上需磨平不低于母材。
4.支承面和装配部件位置需磨平,即装配结合面焊缝余高需磨平。
5.管路:管与管对接,需单面焊双面成形,属全熔透焊缝。
十三、焊缝外型尺寸
1.焊缝外型应均匀,焊道与焊道及焊道与基本金属质检应平滑过渡,应平位焊接。
2.焊缝坡口外轮廓与钢板平面交点焊形增宽量每侧为2~4mm
3.焊缝宽度c与余高h值满足2
12=1
6
比值,手工焊h≤2、自动焊h≤3,焊缝不低于母材。
4.焊缝最大宽度和最小宽度的差值,在任意50mm焊缝长度范围内≤2mm,整个焊缝长度范围内≤3.5。
5.焊缝边缘直线度f,在任意300mm连续焊缝长度内,焊缝边缘沿焊缝轴向的焊趾直线度,手工焊f≤
2,自动焊f≤3。
6.焊缝表面凹凸波峰与波谷差,在任意25mm长度范围内即余高差值不得大于1mm。
十四、对接焊和角焊缝要求
(一)所有型钢包括管材和板材对接为全熔透焊接;
(二)角焊搭接型式为全熔透角焊缝;
(三)型钢交接和筋板交接厚度方向需备制坡口后焊接。
(一)(二)(三)
注:其余有特殊要求按要领书和检验要求执行;金加工位置加工量需≥1.5mm(从基准位置测量)另外属不言而喻的技术工艺要求。
(四)焊接后把无规定有焊缝的位置余高磨去。
如为支承面或部件安装位置余高磨去。
(五)筋板倒角孔心内侧厚度方向需焊接。
(六)平尾端筋板角焊需备制坡口后焊,伸出端筋板需转交焊接
未注焊缝最低焊脚K要求:
t 2.3 3.2 4.568910121314151619202225283236384045 k 2.3 3.2445667889911111313151719192022
1.BS级全熔透对接焊缝
余高△a’1
△a’1≤1+0.1b1 一般δ≤12 0~1.5
12<δ≤25 0~2.5
δ>25 0~3
错边△e≤0.1δ 最大不超过5mm
根部未焊透不允许
超声波检验≤50% 其余按标准检验
2.BK级角焊缝
余高b-a≤1+0.15a 最大不超过4mm
且要有缓坡
凹坑
a-b=0.3+0.05a 局部最大不超过1mm
焊脚不等于△z
△z=0~1+0.15a‘ 只允许局部小的超过
超声波检验≤50% 其余按标准检验。
Ra
十五、切削加工未注标准
一、长度尺寸
长度尺寸上、下偏差
切削加工
公称尺寸0.5~3>3~6>6~30>30~120
>
120~400
>
400~1000
>
1000~2000
>
2000~4000
>
4000~8000
>
8000~12000
>
12000~16000
>
16000~20000
切削加工公差±
0.1
±0.1±0.2±0.3±0.5±0.8±1.2±2±3±4±5±6
二、圆角半径和倒角高度
圆角半径和倒角高度(斜度)的上、下偏差应符合
三、角度
四、形位公差未注形状公差应符合GB1184-80
注:除注明角焊缝缺陷外其余均为对接,角焊缝通用。
1.咬边如经磨削修整并平滑过渡则只按焊缝最小允许厚度值评定。
2.特定条件下要求平缓过渡时不受本标准规定限制(如搭接或不等厚板的对接和角接组合焊缝)。
3.图纸图纸上对焊缝有要求的按图纸技术要求执行,图纸上对焊缝没有要求的的按4,5执行。
4.重要结构件(大型框架,机架,箱体,梁,柱等)主要焊缝均按Ⅱ级要求检查,一般焊缝均按Ⅲ级要求检验。
5.罩壳之类一般不承受重力的结构件主要焊缝均按Ⅲ级要求检验,一般焊缝均按Ⅳ级要求检验。