游标卡尺与千分尺
- 格式:ppt
- 大小:295.50 KB
- 文档页数:35

千分尺螺旋测微器又称千分尺(micrometer)、螺旋测微仪、分厘卡,是比游标卡尺更精密的测量长度的工具,用它测长度可以准确到0.01mm,测量范围为几个厘米。
它的一部分加工成螺距为0.5mm的螺纹,当它在固定套管B的螺套中转动时,将前进或后退,活动套管C 和螺杆连成一体,其周边等分成50个分格。
螺杆转动的整圈数由固定套管上间隔0.5mm 的刻线去测量,不足一圈的部分由活动套管周边的刻线去测量,最终测量结果需要估读一位小数。
螺旋测微器分为机械式千分尺和电子千分尺两类。
①机械式千分尺。
如标准外径千分尺.简称千分尺,是利用精密螺纹副原理测长的手携式通用长度测量工具。
1848年,法国的J.L.帕尔默取得外径千分尺的专利。
1869年,美国的J.R.布朗和L.夏普等将外径千分尺制成商品,用于测量金属线外径和板材厚度。
千分尺的品种很多。
改变千分尺测量面形状和尺架等就可以制成不同用途的千分尺,如用于测量内径、螺纹中径、齿轮公法线或深度等的千分尺。
②电子千分尺如数显外径千分尺。
也叫数显千分尺,测量系统中应用了光栅测长技术和集成电路等。
电子千分尺是20世纪70年代中期出现的,用于外径测量。
一种电子千分尺(螺旋测微器)分类介绍1. 游标读数外径千分尺用于普通的外径测量2. 小头外径千分尺适用于测量钟表精密零件3. 尖头外径千分尺它的结构特点是两测量面为45°椎体形的尖头。
它适用于测量小沟槽,如钻头、直立铣刀、偶数槽丝锥的沟槽直径及钟表齿轮齿根圆直径尺寸等。
4. 壁厚千分尺特点是有球形测量面和平侧量面及特殊形状的尺架,适用于测量管材壁厚的外径千分尺。
5. 板厚千分尺板厚千分尺是指具有球形侧量面合平侧两面及特殊形状的尺架,适用于测量板材厚度的外径千分尺。
6. 带测微表头千分尺它的结构特点是,由测微头代替普通外径千分尺的固定测砧。
用它对同一尺寸的工件进行分选检查很方便,而且示值比较稳定。
测量范围有0-25mm、25-50mm、50-75mm和75-100mm四种。
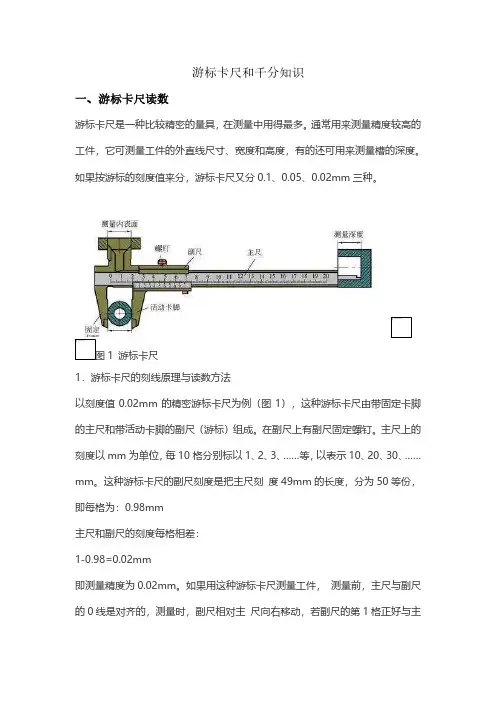
游标卡尺和千分知识一、游标卡尺读数游标卡尺是一种比较精密的量具,在测量中用得最多。
通常用来测量精度较高的工件,它可测量工件的外直线尺寸、宽度和高度,有的还可用来测量槽的深度。
尺的第1格对齐,则 工件的厚度为0.02mm。
同理,测量0.06mm或0.08mm 厚度的工件时,应该是副尺的第3格正好与主尺的第3格对齐或副尺的第4格正好与主尺的第4格对齐。
读数方法,可分三分步骤;1)根据副尺零线以左的主尺上的最近刻度读出整毫米数;2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02读出小数;3)将上面整数和小数两部分加起来,即为总尺寸。
图2 0.02mm游标卡尺的读数方法如图2所示,副尺0线所对主尺前面的刻度64mm,副尺0 线后的第9条线与主尺的一条刻线对齐。
副尺0 线后的第9条线表示:0.02 X9= 0.18 mm所以被测工件的尺寸为:64+0.18=64.18 mm2.游标卡尺的使用与注意事项(1)游标卡尺的使用 游标卡尺可用来测量工件的宽度、外径、内径和深度。
如图3所示,其中a)图为测量工件宽度的方法,b)图为测量工件外径的方法,c)图为测量工件内径的方法, d)图为测量工件深度的方法。
图3 游标卡尺的应用a) 测量工件宽度 b) 测量工件外径 c) 测量工件内径 d) 测量工件深度 (2)注意事项游标卡尺是比较精密的量具,使用时应注意如下事项:1) 使用前,应先擦干净两卡脚测量面,合拢两卡脚,检查副尺0线与主尺0线是否对齐,若未对齐,应根据原始误差修正测量读数。
2) 测量工件时,卡脚测量面必须与工件的表面平行或垂直,不得歪斜。
且用力不能过大,以免卡脚变形或磨损,影响测量精度。
3) 读数时,视线要垂直于尺面,否则测量值不准确。
4) 测量内径尺寸时,应轻轻摆动,以便找出最大值。
5) 游标卡尺用完后,仔细擦净,抹上防护油,平放在合内。
以防生锈或弯曲。
图4 带表卡尺随着科技的进步,目前在实际使用中有更为方便的带表卡尺和电子数显卡尺代替游标卡尺。
游标卡尺和外径千分尺的使用注意事项小朋友们,今天咱们来聊一聊游标卡尺和外径千分尺这两个很厉害的测量小工具,还有用它们的时候要注意些什么呢。
先来说说游标卡尺吧。
游标卡尺长得有点像一把长长的夹子,它可以量好多东西呢。
当你要使用游标卡尺的时候,首先要注意的是拿的姿势。
你得稳稳地握住它,就像你紧紧握住心爱的玩具一样。
可不能手滑,不然测量的时候就容易出错啦。
而且拿的时候要注意别让卡尺的那些小部件被碰坏了。
在测量之前,你要把卡尺的两个测量爪擦干净。
想象一下,如果测量爪上有脏东西,就好像你要量东西的时候有个小障碍物在捣乱,那量出来的结果肯定不准啦。
然后呢,要检查一下卡尺的两个测量爪是不是能很顺畅地移动。
如果它们卡住了,那可不行,这就像你的玩具车的轮子被卡住一样,得把它弄好才能用。
开始测量的时候,要轻轻地把测量爪放在要测量的东西上。
比如你要量一个小木块的长度,就把测量爪轻轻卡在木块的两端。
千万不能用力过猛,不然可能会把木块夹坏,或者把卡尺弄坏呢。
而且测量的时候,要让测量爪和被测量的东西完全贴合,就像给小木块穿上一件量身定做的衣服一样,不能有缝隙,这样量出来的结果才准确。
还有哦,看游标卡尺的读数也是很重要的。
这就有点像看钟表一样,你得仔细看那些小刻度。
有的小朋友可能会觉得眼花缭乱的,但是别着急,只要你认真看,按照说明书或者老师教的方法,肯定能看明白。
说完游标卡尺,咱们再来讲讲外径千分尺。
外径千分尺看起来有点像一个小螺丝,它的精度可高啦。
用外径千分尺的时候,也要先把它清理干净。
特别是那个测量头,一点点灰尘都可能影响测量的结果。
而且要检查它的零位是不是准确。
就像你跑步比赛,得先站在正确的起跑线上一样。
如果零位不对,那量出来的结果肯定是错的。
在测量的时候,要慢慢旋转千分尺的套筒。
这就像你在小心翼翼地拧开一个小瓶子一样,不能转得太快。
转太快的话,可能会一下子拧过了头,这样测量的结果就不准啦。
而且在测量的时候,要保证千分尺和被测量的东西垂直,就像小士兵站岗一样笔直。

游标卡尺千分尺介绍一、游标卡尺1、游标卡尺的工作原理:游标卡尺的种类较多,常用的有十分度、二十分度和五十分度三种,但其工作原理是相同的。
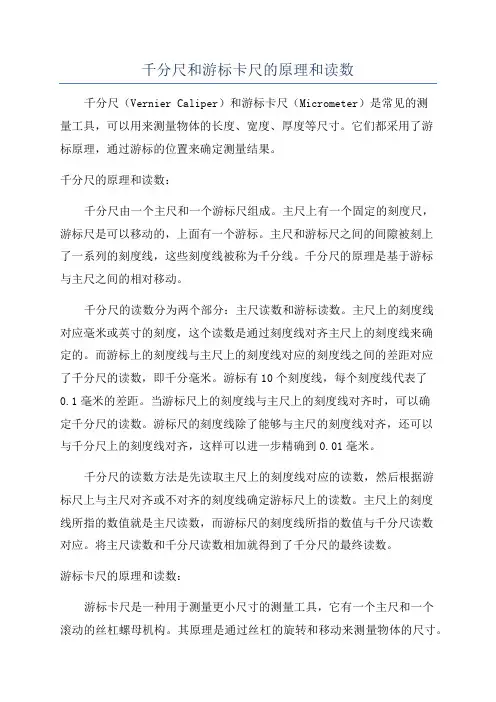
⑴游标卡尺的构造:卡尺结构如图1—1所示主要由两部分组成,即可移动的游标部分A和主尺部分B组成。
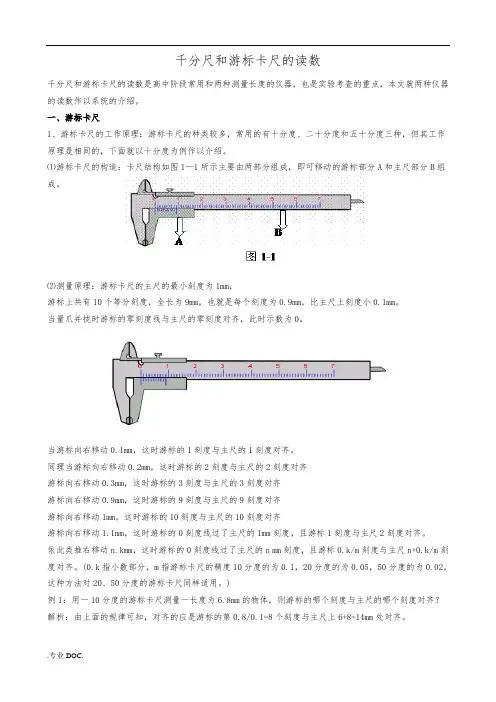
⑵测量原理:游标卡尺的主尺的最小刻度为1mm,游标上共有10个等分刻度,全长为9mm,也就是每个刻度为0.9mm,比主尺上刻度小0.1mm。
当量爪并拢时游标的零刻度线与主尺的零刻度对齐,此时示数为0。
当游标向右移动0.1mm,这时游标的1刻度与主尺的1刻度对齐。
同理当游标向右移动0.2mm,这时游标的2刻度与主尺的2刻度对齐游标向右移动0.3mm,这时游标的3刻度与主尺的3刻度对齐游标向右移动0.9mm,这时游标的9刻度与主尺的9刻度对齐游标向右移动1mm,这时游标的10刻度与主尺的10刻度对齐游标向右移动1.1mm,这时游标的0刻度线过了主尺的1mm刻度,且游标1刻度与主尺2刻度对齐。
依此类推右移动n.kmm,这时游标的0刻度线过了主尺的n mm刻度,且游标0.k/m刻度与主尺n+0.k/m刻度对齐。
(0.k指小数部分,m指游标卡尺的精度10分度的为0.1,20分度的为0.05,50分度的为0.02,这种方法对20、50分度的游标卡尺同样适用。
)例1:用一10分度的游标卡尺测量一长度为6.8mm的物体,则游标的哪个刻度与主尺的哪个刻度对齐?解析:由上面的规律可知,对齐的应是游标的第0.8/0.1=8个刻度与主尺上6+8=14mm处对齐。
⑶游标卡尺的读数:由上面的分析不难理解,用S表示物体的长度,n表示游标0刻度线前整毫米数,k表示与主尺对齐的游标刻度数,m为游标卡尺的精度,则S=n+km例2 如图1-1所示中卡尺的读数是少?解析:由图可知游标的零刻度线前整毫米数为6mm,与主尺对齐的是游标的第4个刻度,该尺的精度为0.1,所以S =6+4*0.1=6.4mm⑷理解了10分度的对20和50分度的就不难理解,它们的游标他别是19mm和49mm,游标上的每个刻度比主尺最小分度分别小了0.05mm 0.02 mm,在读数时方法与10分度的相同,只是S=n+km中m分别为0.05mm和0.02 mm。
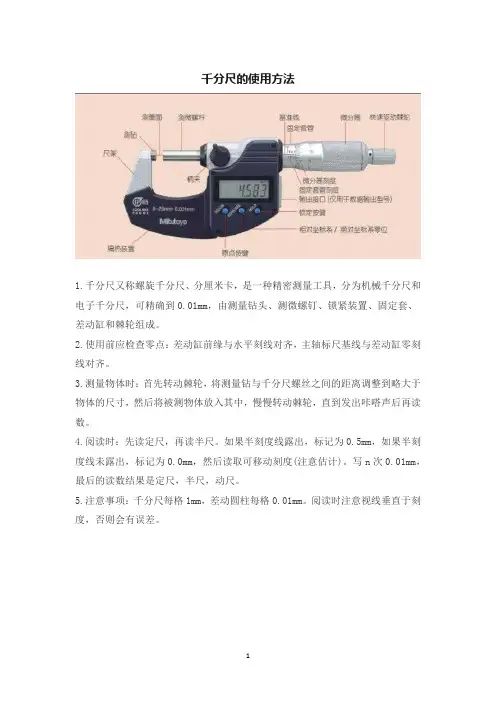
千分尺的使用方法1.千分尺又称螺旋千分尺、分厘米卡,是一种精密测量工具,分为机械千分尺和电子千分尺,可精确到0.01mm,由测量钻头、测微螺钉、锁紧装置、固定套、差动缸和棘轮组成。
2.使用前应检查零点:差动缸前缘与水平刻线对齐,主轴标尺基线与差动缸零刻线对齐。
3.测量物体时:首先转动棘轮,将测量钻与千分尺螺丝之间的距离调整到略大于物体的尺寸,然后将被测物体放入其中,慢慢转动棘轮,直到发出咔嗒声后再读数。
4.阅读时:先读定尺,再读半尺。
如果半刻度线露出,标记为0.5mm,如果半刻度线未露出,标记为0.0mm,然后读取可移动刻度(注意估计)。
写n次0.01mm,最后的读数结果是定尺,半尺,动尺。
5.注意事项:千分尺每格1mm,差动圆柱每格0.01mm。
阅读时注意视线垂直于刻度,否则会有误差。
游标卡尺的使用方法一、游标卡尺介绍游标卡尺是一种较精密量具,能较精确地测量工件的长度、宽度、深度及内外圆直径等尺寸。
常用的规格有 0~125mm、0~150mm、0~200mm、0~300mm、0~500mm 等多种。
游标卡尺按其精度可分为:0.1mm、0.05mm、0.02mm 三种。
二、标卡尺的结构图 1-1游标卡尺由尺身、游标、外测量爪、刀口内测量爪、深度尺、紧固螺钉等组成,如图1-1所示。
三、读数游标的尺身上的刻度每格为 1mm,滑动的游标上的刻度每格为0.02mm(以精度0.02为例)。
如下图2-1(实物图),如下图3-1(示意图)。
图 2-1图 3-11.第一步:确认游标卡尺精度,如图2-1所示,游标卡尺的精度为0.02mm。
一般情况下我们的尺身(主尺)的读数的单位为cm,为了方便读数,我们需要化为mm,1cm=10格,所以一格为0.1cm,化为mm,即主尺一格就为1mm。
2.第二步:确认游标(副尺)读数,由于精度为0.02,所以如图3-1所示,游标(副尺)的一格为0.02mm,五格就为0.10mm;此时有两种游标(副尺)读数方法:2.1.第一种:数游标与主尺(从左到右)数过去相对应的格数X0.02;例如:10格在游标上对应的位置为2,我们通过计算:10X0.02=0.20mm;2.2.第二种:直接看游标读数:例如1就为5格,所以为0.10mm; 2为10格就为0.20mm;3就是0.30,mm;以此类推;3.第三步:具体读数:结果=主尺读数+游标(副尺读数)图 4-13.1.主尺读数:主尺的数值为0.7cm=7mm;(注意将cm转化为mm)3.2.副尺读数:大家可以清晰的看到图4-1游标(副尺)0刻度没有与7mm主尺刻度重合,所以超过了7mm,我们得从左往右读取游标刻度,看哪一个与主尺刻度进行重合;大家可以看图4-1中游标读数4这个位置刚刚好与主尺读数进行重合;我们进行计算:一共有20格X0.02=0.40mm; 或者直接读数4这个位置为0.40mm;3.3.最终结果:7mm+0.40mm=7.40mm;四、具体操作详细步骤:1.基本检查:拿出游标卡尺,进行外观检查,刻度清晰检查,是否损坏,游标是否能够正常滑动;2.清洁:重点清洁外量尺和内量尺和刻度,以及被测物体;3.校零:确认游标卡尺上的主尺和副尺0是否重合,如果未重合即万用表存在误差,需要读出误差值;4.进行游标卡尺测量被测物体,然后保证游标卡尺外量尺接触物体后,保证游标卡尺水平后旋转锁止螺母进行锁止,取出游标卡尺;5.读数:主尺+副尺;6.记录数据:最好测两次及以上;7.复位。

游标卡尺和千分尺的读数方法
游标卡尺的读数方法:
1. 使用游标卡尺之前,需要确保卡尺的刻度是清晰可见的,特别是游标部分。
2. 将卡尺的上下两个外测头片开到程度,使其可以夹住物体的外侧面。
3. 将卡尺的上下两个外测头片靠近物体的一侧面,夹住物体。
4. 通过读取游标所在的整数刻度值,确定物体的长度。
游标的刻度通常是以毫米为单位。
5. 然后转到游标所在的十分之一刻度上,并确定游标与主刻度之间的差异,以毫米为单位。
6. 最后,读取游标所在的百分之一刻度上的值,并确定游标与主刻度之间的差异,以毫米为单位。
7. 将这些差值相加,可以得到物体的测量结果。
千分尺的读数方法:
1. 在使用千分尺之前,需要确保其刻度是清晰可见的。
2. 将千分尺的外测头片放在物体的一侧面上,并用手轻轻压紧。
3. 通过读取千分尺的主刻度值,确定物体的长度。
千分尺的主刻度通常是以毫米为单位。
4. 然后确定指针所在的整数刻度,以毫米为单位。
5. 确定指针所在的十分之一刻度,并确定其与主刻度之间的差异,以毫米为单位。
6. 最后,确定指针所在的百分之一刻度,并确定其与主刻度之间的差异,以毫
米为单位。
7. 将这些差值相加,可以得到物体的测量结果。
请注意,使用游标卡尺和千分尺时,要保持尽量平稳的手持,以确保准确测量。
千分尺和游标卡尺的原理和读数千分尺(Vernier Caliper)和游标卡尺(Micrometer)是常见的测量工具,可以用来测量物体的长度、宽度、厚度等尺寸。
它们都采用了游标原理,通过游标的位置来确定测量结果。
千分尺的原理和读数:千分尺由一个主尺和一个游标尺组成。
主尺上有一个固定的刻度尺,游标尺是可以移动的,上面有一个游标。
主尺和游标尺之间的间隙被刻上了一系列的刻度线,这些刻度线被称为千分线。
千分尺的原理是基于游标与主尺之间的相对移动。
千分尺的读数分为两个部分:主尺读数和游标读数。
主尺上的刻度线对应毫米或英寸的刻度,这个读数是通过刻度线对齐主尺上的刻度线来确定的。
而游标上的刻度线与主尺上的刻度线对应的刻度线之间的差距对应了千分尺的读数,即千分毫米。
游标有10个刻度线,每个刻度线代表了0.1毫米的差距。
当游标尺上的刻度线与主尺上的刻度线对齐时,可以确定千分尺的读数。
游标尺的刻度线除了能够与主尺的刻度线对齐,还可以与千分尺上的刻度线对齐,这样可以进一步精确到0.01毫米。
千分尺的读数方法是先读取主尺上的刻度线对应的读数,然后根据游标尺上与主尺对齐或不对齐的刻度线确定游标尺上的读数。
主尺上的刻度线所指的数值就是主尺读数,而游标尺的刻度线所指的数值与千分尺读数对应。
将主尺读数和千分尺读数相加就得到了千分尺的最终读数。
游标卡尺的原理和读数:游标卡尺是一种用于测量更小尺寸的测量工具,它有一个主尺和一个滚动的丝杠螺母机构。
其原理是通过丝杠的旋转和移动来测量物体的尺寸。
游标卡尺的读数方法与千分尺类似,也是分为两个部分:主尺读数和游标尺读数。
主尺上的刻度线对应毫米或英寸的刻度,读数方法与千分尺相同。
而游标尺上的刻度线是沿着螺纹螺距的刻度线,每个刻度线代表0.01毫米或0.001英寸的差距。
游标尺上由两条刻度线组成,一条是固定刻度线,一条是游标刻度线。
游标刻度线是可以移动的,游标上有一个游标杆。
通过调整游标杆的位置,使得游标刻度线与固定刻度线对齐,就可以确定游标尺的读数。
千分尺和游标卡尺的读数千分尺和游标卡尺的读数是高中阶段常用和两种测量长度的仪器,也是实验考查的重点,本文就两种仪器的读数作以系统的介绍。
一、游标卡尺1、游标卡尺的工作原理:游标卡尺的种类较多,常用的有十分度、二十分度和五十分度三种,但其工作原理是相同的,下面就以十分度为例作以介绍。
⑴游标卡尺的构造:卡尺结构如图1—1所示主要由两部分组成,即可移动的游标部分A和主尺部分B组成。
⑵测量原理:游标卡尺的主尺的最小刻度为1mm,游标上共有10个等分刻度,全长为9mm,也就是每个刻度为0.9mm,比主尺上刻度小0.1mm。
当量爪并拢时游标的零刻度线与主尺的零刻度对齐,此时示数为0。
当游标向右移动0.1mm,这时游标的1刻度与主尺的1刻度对齐。
同理当游标向右移动0.2mm,这时游标的2刻度与主尺的2刻度对齐游标向右移动0.3mm,这时游标的3刻度与主尺的3刻度对齐游标向右移动0.9mm,这时游标的9刻度与主尺的9刻度对齐游标向右移动1mm,这时游标的10刻度与主尺的10刻度对齐游标向右移动1.1mm,这时游标的0刻度线过了主尺的1mm刻度,且游标1刻度与主尺2刻度对齐。
依此类推右移动n.kmm,这时游标的0刻度线过了主尺的n mm刻度,且游标0.k/m刻度与主尺n+0.k/m刻度对齐。
(0.k指小数部分,m指游标卡尺的精度10分度的为0.1,20分度的为0.05,50分度的为0.02,这种方法对20、50分度的游标卡尺同样适用。
)例1:用一10分度的游标卡尺测量一长度为6.8mm的物体,则游标的哪个刻度与主尺的哪个刻度对齐?解析:由上面的规律可知,对齐的应是游标的第0.8/0.1=8个刻度与主尺上6+8=14mm处对齐。
⑶游标卡尺的读数:由上面的分析不难理解,用S表示物体的长度,n表示游标0刻度线前整毫米数,k表示与主尺对齐的游标刻度数,m为游标卡尺的精度,则S=n+km例2 如图1-1所示中卡尺的读数是少?解析:由图可知游标的零刻度线前整毫米数为6mm,与主尺对齐的是游标的第4个刻度,该尺的精度为0.1,所以S=6+4*0.1=6.4mm⑷理解了10分度的对20和50分度的就不难理解,它们的游标他别是19mm和49mm,游标上的每个刻度比主尺最小分度分别小了0.05mm 0.02 mm,在读数时方法与10分度的相同,只是S=n+km中m分别为0.05mm 和0.02mm。
游标卡尺及千分尺内校说明游标卡尺和千分尺是测量长度和精度的主要工具之一。
这两种工具广泛应用于精密机械加工、电子制造和实验室测量等行业中。
为了保证测试结果的准确性,需要定期将这些工具进行内部校准。
游标卡尺游标卡尺是一种用于测量物体长度的工具。
其结构包括一个主尺和一个可滑动的游标。
主尺上有一组固定刻度,代表线性距离的单位。
游标上也有一组刻度,刻度间距与主尺上的刻度相等。
游标与主尺刻度之间的距离被读取,以精确测量物体的长度。
游标卡尺校准游标卡尺需要定期进行校准,以确保其准确性。
以下是游标卡尺校准的步骤:1.清洁游标卡尺:使用干净、柔软的布擦拭游标卡尺,确保其表面干净、无灰尘或其他杂质。
2.校准准备工作:将游标卡尺置于稳定的平面上,并调整游标位置至主尺最末端。
这将确保在校准时游标和主尺位置相等,并减少误差。
3.校准主尺:使用校准尺校准主尺的零点。
将校准尺的一端放在主尺的底部,并调整其位置,使其在主尺上的第一个刻度处刚好对齐。
如果不对齐,使用校准尺上的螺旋调节螺母进行微调。
4.校准游标:将游标移到主尺的第一条标线的位置,并使用校准针调整游标位置直到在主尺上读取的长度与游标上读取的长度一致。
同样,如果不对齐,使用校准针上的螺旋调节螺母进行微调。
5.测试:多次使用游标卡尺测量不同长度的物体,确保其准确性达到预定的标准。
千分尺千分尺是一种更加精确的工具,可以测量小于1毫米的长度。
其结构也类似于游标卡尺,但是其刻度间距为0.01毫米,达到更高的精度。
千分尺校准千分尺的校准步骤与游标卡尺略有不同,具体如下:1.清洁千分尺:同样使用干净、柔软的布擦拭千分尺的表面。
2.校准准备工作:将千分尺放置于稳定的平面,并调整其刻度以匹配校准尺的零点。
3.校准:将校准尺放置于千分尺上,并调整其位置以对齐刻度。
如果不对齐,可以使用校准尺和调节螺母进行微调。
4.测试:使用千分尺测量不同长度的物体进行多次测试,以确认其准确性。
游标卡尺和千分尺是非常重要的测量工具,但是在使用它们之前需要先进行内部校准。

游标卡尺千分尺的使用方法【原创实用版3篇】目录(篇1)1.游标卡尺和千分尺的结构和组成部分2.游标卡尺和千分尺的使用方法3.读数方法及注意事项正文(篇1)游标卡尺和千分尺是工业上常用的测量长度的仪器,它们具有高精度和易于操作的特点。
本文将详细介绍游标卡尺和千分尺的使用方法和读数方法。
一、游标卡尺和千分尺的结构和组成部分游标卡尺和千分尺主要由主尺和游标两部分组成。
主尺是测量长度的基本工具,而游标则可以通过滑动来精确测量长度。
游标卡尺的刻度值为0.1、0.05、0.02mm,而千分尺的刻度值为 0.5mm。
二、游标卡尺和千分尺的使用方法1.将被测物体置于测量爪之间,移动测量爪,移动完成后要夹紧物体,以防数值在量具移动过程中发生变化。
2.读数时要先读取副标尺刻度的 0 点在主标尺刻度的数值,如果指针在两个数字之间,就取较小的那个。
3.找出游标尺与主尺刻度线正对”的位置,并在游标尺上读出对齐线到零刻度线的小格,数据要准确。
三、读数方法及注意事项1.游标卡尺的读数方法:测量值=主尺读数 + 游标尺读数。
2.千分尺的读数方法:测量值=主尺读数 + 游标尺读数×0.5。
3.在读数过程中,要确保测量爪夹紧被测物体,以保证读数的准确性。
4.操作过程中要注意保持仪器的清洁和维护,以延长其使用寿命。
综上所述,游标卡尺和千分尺是测量长度的常用工具,操作简单、精度高。
在使用过程中,要掌握正确的使用方法和读数方法,以确保测量结果的准确性。
目录(篇2)1.游标卡尺和千分尺的结构和组成部分2.游标卡尺和千分尺的使用方法3.读数方法与注意事项4.游标卡尺和千分尺在实际工作中的应用正文(篇2)游标卡尺和千分尺是工业上常用的测量长度的仪器,它们具有高精度和易于操作的特点。
本文将详细介绍这两种测量工具的使用方法和读数技巧。
一、游标卡尺和千分尺的结构和组成部分游标卡尺主要由主尺和可移动的游标两部分组成,而千分尺的结构相对简单,主要由主尺和旋转的刻度盘组成。
游标卡尺及千分尺的使用方法一、游标卡尺的使用方法1、概述游标卡尺是一种利用游标原理对两测量爪相对移动进行分隔的距离,进行读数的通用长度测量工具。
选用不同形式的游标卡尺可测量内外、深度、台阶及孔距等。
2、测量范围量程:0-150mm读数值:0.02mm3、结构示意图4、游标卡尺的读数方法1)根据游标尺零线以左的主尺上的最近刻度读出整毫米数;2)根据游标尺零线以右与主尺上的刻度对准的刻线数乘上0.02读出小数;3)将上面整数和小数两部分加起来,即为总尺寸。
0.02mm游标卡尺的读数方法如上图所示,游标尺0线所对主尺前面的刻度64mm,游标尺0线后的第9条线与主尺的一条刻线对齐。
游标尺0 线后的第9条线表示:0.02x9=0.18mm所以被测工件的尺寸为:64+0.18=64.18mm5、使用注意事项游标卡尺是比较精密的量具,使用时应注意如下事项:1)使用前,应先擦干净两卡脚测量面,合拢两卡脚,检查副尺0线与主尺0线是否对齐,若未对齐,应根据原始误差修正测量读数。
2)测量工件时,卡脚测量面必须与工件的表面平行或垂直,不得歪斜。
且用力不能过大,以免卡脚变形或磨损,影响测量精度。
3)读数时,视线要垂直于尺面,否则测量值不准确。
4)测量内径尺寸时,应轻轻摆动,以便找出最大值。
5)游标卡尺用完后,仔细擦净,抹上防护油,平放在合内。
以防生锈或弯曲。
6、适用范围1)管材类①内外径的测量:允许偏差±0.2mm②厚度:允许偏差±0.1mm③椭圆度:允许偏差0.2mm(椭圆度=最大外径-最小外径)2)钢筋类①螺纹钢直径的测量:一面卡光面一面卡住月牙,测量三次求平均数乘0.95。
②螺纹钢内经的测量:卡住光面③螺纹钢外径的测量:卡住月牙面允许偏差:二、千分尺的使用方法1、概述利用螺旋副原理,对尺架上两测量面间分隔的距离通过电子技术、数显技术和微分装置进行读数的外测量器具。
2、测量范围量程:0-25mm分度值:0.001mm3、结构示意图按键功能及操作:●ON/OFF/ORIGIN:开/关/起始预置键在关闭的状态下,触按此键,电源接通开始工作。
千分尺结构和使用方法外径千分尺常简称为千分尺, 它是比游标卡尺更精密长度测量仪器, , 它量程是0-25毫米, 25-50毫米, 分度值是0.01毫米。
外径千分尺结构由固定尺架、测砧、测微螺杆、固定套管、微分筒、测力装置、锁紧装置等组成。
固定套管上有一条水平线, 这条线上、下各有一列间距为1毫米刻度线, 上面刻度线恰好在下面二相邻刻度线中间。
微分筒上刻度线是将圆周分为50等分水平线, 它是旋转运动。
依据螺旋运动原理, 当微分筒(又称可动刻度筒)旋转一周时, 测微螺杆前进或后退一个螺距——0.5毫米。
这么, 当微分筒旋转一个分度后, 它转过了1/50周, 这时螺杆沿轴线移动了1/50×0.5毫米=0.01毫米, 所以, 使用千分尺能够正确读出0.01毫米数值。
外径千分尺零位校准使用千分尺时先要检验其零位是否校准, 所以先松开锁紧装置, 清除油污, 尤其是测砧与测微螺杆间接触面要清洗洁净。
检验微分筒端面是否与固定套管上零刻度线重合, 若不重合应先旋转旋钮, 直至螺杆要靠近测砧时, 旋转测力装置, 当螺杆刚好与测砧接触时会听到喀喀声, 这时停止转动。
如两零线仍不重合(两零线重合标志是: 微分筒端面与固定刻度零线重合, 且可动刻度零线与固定刻度水平横线重合), 可将固定套管上小螺丝松动, 用专用扳手调整套管位置, 使两零线对齐, 再把小螺丝拧紧。
不一样厂家生产千分尺调零方法不一样, 这里仅是其中一个调零方法。
检验千分尺零位是否校按时, 要使螺杆和测砧接触, 偶而会发生向后旋转测力装置二者不分离情形。
这时可用左手手心用力顶住尺架上测砧左侧, 右手手心顶住测力装置, 再用手指沿逆时针方向旋转旋钮, 能够使螺杆和测砧分开, 用外径千分尺测量。
测量前将被测物擦洁净, 松开千分尺锁紧装置, 转动旋钮, 使测砧与测微螺杆之间距离略大于被测物体。
一只手拿千分尺尺架, 将待测物置于测砧与测微螺杆端面之间, 另一只手转动旋钮, 当螺杆要靠近物体时, 改旋测力装置直至听到喀喀声。