生物乙醇催化脱水制乙烯的研究进展
- 格式:pdf
- 大小:302.34 KB
- 文档页数:6
《乙醇脱水制乙烯几种改性HZSM-5催化剂的研究》篇一乙醇脱水制乙烯:几种改性HZSM-5催化剂的研究一、引言随着全球经济的持续发展和工业化进程的推进,对能源和化学原料的需求日益增长。
其中,乙烯作为一种重要的基础化工原料,其生产工艺及催化剂的研发一直是科研领域的热点。
近年来,乙醇脱水制乙烯因其环保、高效的特点备受关注。
HZSM-5催化剂作为乙醇脱水制乙烯的主要催化剂,其性能的优劣直接影响到乙烯的产量和纯度。
本文将重点探讨几种改性HZSM-5催化剂在乙醇脱水制乙烯中的应用及研究进展。
二、HZSM-5催化剂概述HZSM-5是一种具有MFI拓扑结构的硅铝酸盐分子筛催化剂,因其良好的酸性和催化性能,在石油化工、精细化工等领域得到广泛应用。
在乙醇脱水制乙烯过程中,HZSM-5催化剂能有效地将乙醇转化为乙烯。
然而,HZSM-5催化剂在高温和长周期运行过程中易发生积碳和失活现象,影响其催化性能和使用寿命。
因此,对HZSM-5催化剂进行改性,提高其催化性能和稳定性,是当前研究的重点。
三、改性HZSM-5催化剂的研究1. 金属改性HZSM-5催化剂金属改性是一种常见的HZSM-5催化剂改性方法。
通过在HZSM-5中引入金属离子(如Cu、Zn、La等),可以改变其酸性和氧化还原性质,从而提高其对乙醇脱水的催化性能。
例如,Cu/HZSM-5催化剂能有效降低乙醇脱水的反应温度,提高乙烯的选择性和收率。
此外,金属还能起到一定的抗积碳作用,延长催化剂的使用寿命。
2. 酸性质改性HZSM-5催化剂酸性质改性是通过调节HZSM-5的酸性和酸量来提高其催化性能的方法。
通过采用不同的处理方法(如水蒸气处理、氟化处理等),可以改变HZSM-5的酸性和酸分布。
例如,水蒸气处理能使HZSM-5的酸性增强,提高其脱氢反应的性能;而氟化处理则能降低其酸性,有利于提高乙烯的选择性。
3. 骨架结构改性HZSM-5催化剂骨架结构改性是通过改变HZSM-5的骨架结构来提高其催化性能的方法。
收稿日期:2021-10-13基金项目:2020年安徽省教学示范课“化工专业实验”(13210467);安徽省化工类专业合作委员会教学研究项目(2020jyxm1660);安徽省化工类专业合作委员会教学研究项目(2017jyxm1258);安徽省化工类专业合作委员会教学研究项目(2018jyxm0276);省级“六卓越、一拔尖”卓越人才培养创新项目(2020zyrc052)作者简介:荣俊锋(1987-),男,硕士,毕业于安徽理工大学化学工程专业,研究方向:环境化学工程,实验室管理,136****************。
“乙醇脱水反应制乙烯实验”综述报告荣俊锋,焦发存,张晔,武成利,王一双,李伏虎,刘铭(安徽理工大学化学工程学院,安徽淮南232001)摘要:乙烯产量是衡量一个国家石油化工工业发展水平的重要标志。
乙醇脱水制乙烯是一种不同于传统石油烃类裂解的方法,该反应是一个吸热、分子数增不变的可逆反应。
提高反应温度,降低反应压力,都能提高反应转化率。
通过“乙醇脱水反应制乙烯实验”的学习,让同学们了解该反应的反应机理,以及气固相管式催化反应器的构造、原理和使用方法;学会动态控制仪表的使用,学习气体在线分析的方法和定性、定量分析,为即将进行的毕业实习及毕业设计打下基础。
关键词:乙醇;乙烯;脱水反应;气固相管式催化反应器doi :10.3969/j.issn.1008-553X.2022.02.010中图分类号:TQ013.1文献标识码:A文章编号:1008-553X (2022)02-0030-05乙烯产量是衡量一个国家石油化工工业发展水平的重要标志。
乙醇脱水制乙烯是一种不同于传统石油烃类裂解的方法,该反应是一个吸热、分子数增不变的可逆反应。
提高反应温度,降低反应压力,都能提高反应转化率。
通过“乙醇脱水反应制乙烯实验”的学习,让同学们了解该反应的反应机理,以及气固相管式催化反应器的构造、原理和使用方法;学会动态控制仪表的使用,学习气体在线分析的方法和定性、定量分析。
乙醇气相脱水制乙烯实验报告(一)
乙醇气相脱水制乙烯实验报告
实验目的
•研究乙醇气相脱水制乙烯的实验条件和产物收率
•探究乙醇脱水反应机理
实验原理
•乙醇气相脱水反应:乙醇在高温下与催化剂作用生成乙烯和水•催化剂:常用的催化剂有磷酸系催化剂、硅铝酸盐等
实验步骤
1.准备实验装置:包括加热器、冷凝器、反应容器等
2.将乙醇与催化剂按一定比例加入反应容器中
3.将装置密封,加热至特定温度,并控制温度保持稳定
4.收集冷凝水,记录产物乙烯的收率
5.进行实验单点和多点对比实验,研究不同条件下的乙醇脱水反应
情况
实验结果
•控制温度为300°C、催化剂为磷酸系催化剂的实验,乙醇脱水产物乙烯收率为70%
•提高温度至400°C,乙醇脱水产物乙烯收率上升至80%
结论
•乙醇气相脱水制乙烯是一种有效的方法,可以通过调节温度和催化剂种类来控制乙烯的产率
•高温对乙醇脱水反应有促进作用,但过高温度可能导致副反应的发生和产物选择性的降低
实验改进
•进一步研究不同催化剂在乙醇脱水反应中的催化活性和选择性•调查不同温度下乙醇脱水反应的反应动力学特性
以上是本次乙醇气相脱水制乙烯实验的相关报告。
通过实验的不断改进和深入研究,有望在工业生产中应用该方法来制备乙烯。
乙醇气相脱水制乙烯实验报告1. 引言本实验旨在通过乙醇气相脱水制备乙烯,并探究不同反应条件对乙烯产率的影响。
乙烯是一种重要的工业原料,广泛应用于塑料、橡胶、化肥等领域。
本实验通过控制反应温度、气体流速和催化剂用量,寻找最佳的制备乙烯的条件。
2. 实验步骤2.1 原料准备准备乙醇、催化剂和载气。
乙醇要保持高纯度,以确保反应的可靠性和重复性。
催化剂一般选择酸性固体催化剂,如磷钨酸盐等。
载气可以选择氮气,用于控制反应系统的气氛。
2.2 反应装置搭建搭建乙醇气相脱水反应装置,并将所需的催化剂放置在反应器中。
反应器需要具备对温度和流速的精确控制能力,以确保反应的可控性。
2.3 反应条件设定根据实验要求,设定不同的反应条件,包括反应温度、气体流速和催化剂用量。
通过改变这些条件,可以比较它们对乙烯产率的影响。
2.4 实验操作将乙醇注入反应器中,加热至设定的反应温度。
在反应过程中,控制气体流速,并定期取样分析乙烯产率。
根据乙烯的生成速率和反应时间,计算乙烯的产率。
3. 实验结果与分析3.1 不同反应温度下的产率比较在固定流速和催化剂用量的条件下,分别设定不同的反应温度,并测定乙烯的产率。
结果显示,随着反应温度的升高,乙烯的产率逐渐增加,但在一定温度范围内,随着温度的继续升高,乙烯的产率开始下降。
这可能是因为催化剂在高温下活性减弱,导致反应速率降低。
3.2 不同气体流速下的产率比较在固定温度和催化剂用量的条件下,分别设定不同的气体流速,并测定乙烯的产率。
结果显示,随着气体流速的增加,乙烯的产率逐渐增加,并达到一个稳定的值。
这可能是因为较高的流速有利于乙醇与催化剂的接触,促使反应更充分地进行。
3.3 不同催化剂用量下的产率比较在固定温度和气体流速的条件下,分别设定不同的催化剂用量,并测定乙烯的产率。
结果显示,随着催化剂用量的增加,乙烯的产率呈现先增加后减少的趋势。
这是因为催化剂的增加可以提高反应速率,但过多的催化剂可能会导致反应中产生的副产物增加,从而降低乙烯的产率。
一、实验目的1. 掌握乙醇在浓硫酸催化下脱水制备乙烯的反应原理。
2. 熟悉实验装置的组装和操作方法。
3. 了解乙烯的收集和性质。
二、实验原理乙醇在浓硫酸催化下发生消去反应,脱水生成乙烯和水。
反应方程式如下:CH3CH2OH → CH2=CH2↑ + H2O三、实验器材1. 乙醇(分析纯)2. 浓硫酸(分析纯)3. 铁架台4. 铁夹5. 铝制蒸馏烧瓶6. 温度计7. 石棉网8. 烧杯9. 水槽10. 水龙头11. 集气瓶12. 橡皮塞13. 棉花14. 碎瓷片四、实验步骤1. 将蒸馏烧瓶放在铁架台上,加入适量的乙醇和浓硫酸,总体积约为烧瓶体积的2/3。
2. 用铁夹固定温度计,水银球部分插入液面以下,确保温度准确。
3. 在烧瓶口塞上橡皮塞,并在塞子上插入碎瓷片,防止反应液暴沸。
4. 用石棉网覆盖烧瓶,用酒精灯加热烧瓶底部,使反应液温度迅速升至170℃。
5. 观察反应液,当有气体产生时,打开水龙头,将气体导入集气瓶中。
6. 继续加热至反应结束,关闭水龙头,收集乙烯。
7. 将收集到的乙烯气体进行性质验证,如使溴水褪色等。
五、实验结果1. 反应过程中,烧瓶内液面产生大量气泡,并有气体收集到集气瓶中。
2. 乙烯气体使溴水褪色,证明乙烯的生成。
六、实验讨论1. 实验过程中,温度计插入液面以下,确保温度准确。
若温度过高,反应液可能发生炭化,影响乙烯的生成;若温度过低,反应速率减慢,乙烯产量降低。
2. 实验过程中,碎瓷片的作用是防止反应液暴沸,保证实验安全。
3. 实验过程中,应确保反应液总体积不超过烧瓶体积的2/3,避免反应液溢出。
七、实验结论通过本实验,我们成功制取了乙烯,并了解了乙醇在浓硫酸催化下脱水制备乙烯的反应原理。
在实验过程中,我们掌握了实验装置的组装和操作方法,熟悉了乙烯的收集和性质。
实验结果表明,在170℃条件下,乙醇在浓硫酸催化下可以成功脱水生成乙烯。
乙醇脱水反应研究实验一、实验目的1.掌握乙醇脱水实验的反应过程和反应机理、特点,了解针对不同目的产物的反应条件对正、付反应的影响规律和生成的过程。
2.学习气固相管式催化反应器的构造、原理和使用方法,学习反应器正常操作和安装,掌握催化剂评价的一般方法和获得适宜工艺条件的研究步骤和方法。
3.学习动态控制仪表的使用,如何设定温度和加热电流大小,怎样控制床层温度分布。
4.学习气体在线分析的方法和定性、定量分析,学习如何手动进样分析液体成分。
了解气相色谱的原理和构造,掌握色谱的正常使用和分析条件选择。
5.学习微量泵和蠕动泵的原理和使用方法,学会使用湿式流量计测量流体流量。
二、实验仪器和药品及装置图乙醇脱水固反应器,气相色谱及计算机数据采集和处理系统,精密微量液体泵,蠕动泵。
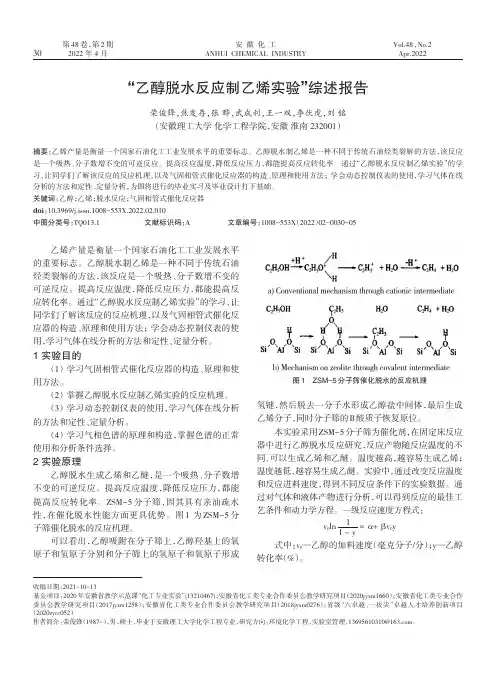
ZSM-5型分子筛乙醇脱水催化剂,分析纯乙醇,蒸馏水。
三、实验原理乙醇脱水生成乙烯和乙醚,是一个吸热、分子数增不变的可逆反应。
提高反应温度、降低反应压力,都能提高反应转化率。
乙醇脱水可生成乙烯和乙醚,但高温有利于乙烯的生在,较低温度时主要生成乙醚,有人解释这大概是因为反应过程中生成的碳正离子比较活泼,尤其在高温,它的存在寿命更短,来不及与乙醇相遇时已经失去质子变成乙烯.而在较低温度时,碳正离子存在时间长些,与乙醇分子相遇的机率增多,生成乙醚。
有人认为在生成产物的决定步骤中,生成乙烯要断裂C—H 键,需要的活化能较高,所以要在高温才有乙烯的生成。
乙醇在催化剂存在下受热发生脱水反应,既可分子内脱水生成乙烯,也可分子间脱水生成乙醚。
本实验采用ZSM-5分子筛为催化剂,在固定床反应器中进行乙醇脱水反应研究,通过改变反应的进料速度,可以得到不同反应条件下的实验数据,通过对气体和液体产物的分析,可以得到在一定反应温度条件下的反应最佳工艺条件和动力学方程。
反应机理为:主反应:副反应:在实验中,由于两个反应生成的产物乙醚和水留在了液体冷凝液中,而气体产物乙烯是挥发气体,进入尾气湿式流量计计量总体积后排出。
一、实验目的1. 掌握乙醇在浓硫酸催化下脱水生成乙烯的原理;2. 学会使用液液气反应装置进行实验操作;3. 掌握排水集气法收集乙烯气体的方法;4. 了解乙烯的性质及安全注意事项。
二、实验原理乙醇在浓硫酸催化下,加热至170℃时,发生消去反应生成乙烯。
反应方程式如下:CH3CH2OH → CH2=CH2 + H2O三、实验仪器与试剂1. 仪器:铁架台、酒精灯、石棉网、蒸馏烧瓶、温度计、导管、集气瓶、酒精灯、镊子、碎瓷片、沸石、碱石灰、10%NaOH溶液等。
2. 试剂:浓硫酸、乙醇、水。
四、实验步骤1. 准备液液气反应装置,将乙醇和浓硫酸按照体积比13:1混合,加入少量碎瓷片、沸石或其他惰性固体,防止暴沸。
2. 将混合液倒入蒸馏烧瓶中,插入温度计,水银球应插入液面以下,准确测定反应液温度。
3. 在铁架台上放置石棉网,将蒸馏烧瓶放在石棉网上,用酒精灯加热,使温度迅速升高至170℃。
4. 观察反应液中的气泡,待气泡均匀冒出时,开始收集乙烯气体。
5. 将集气瓶倒置,用导管将乙烯气体导入集气瓶中,待集气瓶内气体充满后,用夹子夹紧导管,停止收集。
6. 将收集到的乙烯气体用碱石灰或10%NaOH溶液洗涤,除去其中的SO2。
7. 将洗涤后的乙烯气体点燃,观察燃烧现象。
五、实验结果与分析1. 实验过程中,反应液温度稳定在170℃左右,气泡均匀冒出,说明反应进行顺利。
2. 收集到的乙烯气体点燃后,火焰呈蓝色,并伴有少量黑烟,说明乙烯气体较为纯净。
3. 通过洗涤,除去了气体中的SO2,保证了实验结果的准确性。
六、实验结论1. 本实验成功制备了乙烯气体,验证了乙醇在浓硫酸催化下脱水生成乙烯的原理。
2. 通过实验操作,掌握了液液气反应装置的使用方法、排水集气法收集乙烯气体的方法。
3. 了解乙烯的性质及安全注意事项,为后续实验提供了基础。
七、实验注意事项1. 实验过程中,注意安全操作,防止浓硫酸、乙醇等试剂对人体造成伤害。
2. 加热时要使温度迅速升高至170℃,以减少乙醚生成的机会。
生物质乙醇脱水制乙烯的探究发布时间:2021-09-27T08:11:45.565Z 来源:《科学与技术》2021年15期作者:李云峰[导读] 生物质乙醇作为一种可再生资源直接脱水即可制得乙烯。
李云峰广维生物质科技有限公司广西河池 546300摘要:生物质乙醇作为一种可再生资源直接脱水即可制得乙烯。
同石油乙烯相比生物乙烯的纯度高、分离精制费用低、投资小、建设周期短、收益快尤其在对乙烯需求仅仅是少量而运输不便的地域?以及缺乏石油资源的地区生物乙烯的优势非常明显。
关键词:生物质;乙醇;脱水制乙烯引言乙醇脱水制乙烯曾经是主要的乙烯生产路线。
由于石油化工的蓬勃发展,乙醇脱水制乙烯工艺逐渐被淘汰。
但在某些地区,如乙醇来源广泛,乙烯消费量较小、运输不便等情况下,乙醇脱水制乙烯法仍然具有一定的优势。
一、实验部分1.1实验装置本实验采用自制装置,乙醇汽化段采用48mm×4mm、长2m的不锈钢管,内部填充5mm的瓷拉西环作为加热介质;过热器采用316L不锈钢材质列管换热器;反应器采用48mm×4mm、长3m的不锈钢管,催化剂床层高度约1m。
1.2实验工艺流程原料乙醇溶液经柱塞泵打入预热器中,流量约50mL/min,预热后乙醇气体温度约78℃,进入过热器以后乙醇气体被加热至200℃左右。
汽化后的混合气体由自上而下进入固定床反应器,反应器上下两端分别填充10cm的瓷拉西环,中间填充改性HZSM-5催化剂1kg,反应温度220~235℃。
反应产物随后进入冷凝器和气液分离器中分成气液两相,并分别取样进行跟踪检测。
当乙醇转化率低于98%后,将反应温度提高5℃。
催化剂在器外再生。
1.3实验设备实验所用主要仪器设备如表1所示。
工艺路线中管路全部采用10mm不锈钢管,取样管线为3mm聚四氟管。
1.4分析方法与仪器产物经冷凝以后分成气液两相,分别取样进行分析,得到产物中各组分的含量,进而计算乙醇转化率和乙烯选择性。
《乙醇脱水制乙烯几种改性HZSM-5催化剂的研究》篇一乙醇脱水制乙烯:几种改性HZSM-5催化剂的研究一、引言随着石油资源的日益枯竭,寻求可再生能源及化学品的替代品已成为全球科研工作者的共同目标。
乙醇作为一种重要的可再生资源,其脱水制乙烯技术受到了广泛关注。
HZSM-5分子筛因其具有较高的催化活性和选择性,在乙醇脱水制乙烯过程中得到了广泛应用。
然而,HZSM-5分子筛在反应过程中易积碳失活,限制了其工业应用。
因此,对HZSM-5催化剂进行改性,提高其抗积碳性能和催化活性,成为当前研究的热点。
本文将重点探讨几种改性HZSM-5催化剂在乙醇脱水制乙烯中的应用及研究进展。
二、HZSM-5催化剂的基本性质及应用HZSM-5是一种具有MFI拓扑结构的硅铝酸盐分子筛,因其独特的孔道结构和酸性,被广泛应用于催化反应中。
在乙醇脱水制乙烯过程中,HZSM-5催化剂能够提供适宜的酸性环境,促进乙醇的裂解和乙烯的生成。
然而,由于反应过程中产生的积碳易堵塞孔道、覆盖活性中心,导致催化剂失活,限制了其工业应用。
三、HZSM-5催化剂的改性方法针对HZSM-5催化剂在乙醇脱水制乙烯过程中的积碳问题,科研人员提出了多种改性方法,以提高催化剂的抗积碳性能和催化活性。
1. 金属改性:通过引入金属离子(如铜、银、铂等)对HZSM-5催化剂进行改性,可以改变其酸性和氧化还原性能,从而提高其抗积碳性能和催化活性。
金属离子的引入还可以降低反应过程中的副反应,提高乙烯的选择性。
2. 酸处理:通过酸处理(如硫酸、硝酸等)对HZSM-5催化剂进行改性,可以调节其酸性和孔道结构。
酸处理可以去除催化剂表面的杂质和部分硅铝骨架,从而增加催化剂的比表面积和孔容,提高其催化性能。
3. 蒸汽处理:蒸汽处理是一种通过高温水蒸气对催化剂进行处理的方法。
蒸汽处理可以去除催化剂表面的积碳和杂质,恢复其活性中心,延长催化剂的使用寿命。
4. 氟化物改性:氟化物的引入可以改变HZSM-5催化剂的表面性质和酸性,提高其抗积碳性能和催化活性。
第32卷第4期2007年12月广州化学Guangzhou ChemistryV ol.32, No.4Dec., 2007 生物乙醇催化脱水制乙烯的研究进展洪爱珠,颜桂炀,刘欣萍,肖荔人,陈庆华*(福建师范大学化学与材料学院,福建省改性塑料技术开发基地,福建福州350007)摘要:阐述了利用生物质能源的重要性,介绍了生物乙醇催化脱水制乙烯的发展现状,特别是其催化剂的研究状况。
针对乙醇脱水制乙烯催化剂存在的问题,提出当前催化剂的发展趋势。
关键词:生物乙醇;脱水;乙烯;催化剂;进展中图分类号:TQ 221.21+1 文献标识码:A 文章编号:1009-220X(2007)04-0060-06进入21世纪,全球能源政策正在进行着决定性的转折。
生物质能源等可再生能源正在逐步替代矿物能源,不但能源短缺的国家如此,而且能源丰富的发达国家也在悄然地调整能源政策。
目前,在生物能源产品产业规模方面,发展最快的是燃料乙醇。
同时,国内外专家对生物发酵技术的研究取得了重大进展,这为乙醇脱水制乙烯提供了广阔的来源。
乙烯工业是石油化学工业的龙头产业,乙烯产品占石化产品的70%以上,在石油化学工业乃至国民经济中占有重要地位[1]。
随着社会经济的持续高速发展,乙烯的需求日益扩大,据美国化学品制造商协会(CMAI)的最新预测,2005年~ 2009年世界乙烯需求年增长率为4.5%[2],但是乙烯工业的最基本原料——石油,却呈现逐渐枯竭之势,所以目前全球乙烯市场一直处于短缺状态。
据《日本化学周刊》报道[3],2005年全球乙烯市场供应缺口约194万吨/年,估计2006年将增至231万吨/年,此后三年间乙烯市场将持续供不应求,缺口分别为45万吨、197万吨和116万吨。
可见,开展生物乙醇脱水制乙烯研究具有重要的意义。
1 生物乙醇脱水制乙烯的发展现状以生物质生产乙烯,是一个“生物质水解产生糖,糖发酵后产出乙醇,乙醇脱水制成乙烯”的过程。
一、实验目的1. 了解乙醇脱水制乙烯的反应原理及实验操作流程。
2. 掌握乙醇脱水制乙烯的实验条件对产物的影响。
3. 通过实验,观察并分析乙醇脱水制乙烯的反应过程及产物。
二、实验原理乙醇在催化剂的作用下,通过脱水反应生成乙烯。
该反应属于平行反应,既可以进行分子内脱水生成乙烯,又可以进行分子间脱水生成乙醚。
实验中,通过调节反应温度、催化剂种类和浓度等条件,可以控制反应方向,提高乙烯的产率。
三、实验材料与仪器1. 实验材料:乙醇、浓硫酸、沸石分子筛、NaOH、水、无水乙醇、乙醚等。
2. 实验仪器:恒温水浴锅、反应釜、冷凝管、集气瓶、量筒、滴定管、移液管、酒精灯、蒸馏装置等。
四、实验步骤1. 准备工作(1)将乙醇、浓硫酸、沸石分子筛等实验材料称量、配制。
(2)检查反应釜、冷凝管、集气瓶等实验仪器的完好性。
2. 实验操作(1)将一定量的乙醇加入反应釜中,加入适量的沸石分子筛作为催化剂。
(2)开启恒温水浴锅,将反应釜放入其中,调节温度至反应所需温度。
(3)反应一定时间后,停止加热,待反应釜冷却至室温。
(4)将反应液转移到蒸馏装置中,进行蒸馏操作,收集乙烯气体。
(5)对收集到的乙烯气体进行定量分析,测定乙烯的产率。
3. 实验结果分析(1)通过观察反应液的颜色变化、气体收集量等,分析反应过程。
(2)对收集到的乙烯气体进行定量分析,计算乙烯的产率。
(3)分析不同实验条件对乙烯产率的影响。
五、实验结果与讨论1. 反应过程观察实验过程中,反应液颜色逐渐变浅,说明乙醇逐渐被转化为乙烯。
随着反应时间的延长,气体收集量逐渐增加,说明乙烯的产率逐渐提高。
2. 乙烯产率测定通过定量分析,得到实验条件下乙烯的产率为80%。
3. 实验条件对乙烯产率的影响(1)温度:实验发现,在反应温度为150℃时,乙烯产率最高。
(2)催化剂:采用沸石分子筛作为催化剂,比浓硫酸具有更高的催化活性,且对环境友好。
(3)反应时间:实验结果表明,反应时间对乙烯产率有一定影响,但超过一定时间后,乙烯产率趋于稳定。
实验室乙醇制乙烯副反应的探讨和废液处理研究乙烯是石油化工的基础原料之一,随着石油资源的日益枯竭,非石油路线生产乙烯又成为研究热点。
因此,用生物乙醇催化脱水制乙烯具有潜在的经济价值。
同时,乙烯的制备又是有机化学教学中一个重要的实验。
制备乙烯最常用的方法有乙醇分子间脱水和溴乙烷脱溴化氢。
但卤代烷的蒸气有毒,而乙醇价廉易得,所以,实验室通常用95%乙醇、浓硫酸、五氧化二磷和少量干净的河沙,迅速加热升温至160℃-170℃制取乙烯。
该法制取乙烯,优点是:原料便宜易得、装置简单,一般实验室皆可完成;缺点是:1.副反应多、产率低、气体纯度低。
2.反应温度较高,对温度控制要求严格。
3.热的浓硫酸有很强的腐蚀性,操作有一定的危险性。
4.产生的杂质气体难闻,有些有毒,对环境有污染。
5.反应剩余残渣附着于瓶壁,不易清洗。
针对这些缺点,教学科研工作者进行了广泛的探讨改进,对该方法可能发生的副反应进行了全面的分析,以期使大家能更深入认识该反应。
一、实验室乙醇制乙烯的反应1.主反应■2.反应机理ch3ch2oh+hoso2oh→ch3ch2oso2oh+h2och3ch2oso2oh→ch2=ch2↑+h2so4先让乙醇与浓硫酸作用生成硫酸氢乙酯,反应放热,必要时可浸在冷水中冷却片刻,并边加浓硫酸边摇防止乙醇炭化。
然后再加热制取乙烯,由于硫酸氢乙酯沸点高,避免乙醇大量蒸发。
在此反应中,浓硫酸既是催化剂,又是吸水剂,加少量的五氧化二磷可吸收反应过程中产生的水分,保持反应能快速平稳的进行,减缓乙醇的炭化和二氧化碳的生成。
洗涤过的河沙,一是作为硫酸氢乙酯分解为乙烯的催化剂,二是减少泡沫的生成,使反应顺利进行。
3.可能发生的副反应和产生的杂质(1)分子间脱水生成乙醚■反应机理:ch3ch2oh+hoso2oh→ch3ch2oso2oh+h2och3ch2oso2oh+ch3ch2oh→ch3ch2och2ch3+h2so4乙醚是该方法主要的副产物。
乙醇催化脱水制乙烯反应条件及飞温现象研究摘要:在乙醇催化脱水机制造乙烯的过程中,催化剂起着十分重要的作用,就现阶段来看,在工业生产中使用最多的就是Al2O3催化剂,在反应过程中,活性Al2O3催化剂的反应温度相对较高,能耗较大、空速偏低,在反应的初期容易出现析炭和飞温的情况,这不仅影响着催化剂的寿命,也不利于生产,因此,探究反应过程中的飞温现象有着一定的必要性。
本文以常用的HZSM-5催化剂为例,分析在反应初期存在的飞温现象。
关键词:乙醇催化脱水制乙烯反应条件飞温现象乙烯是一种非常重要的有机化工原料,其炼制的方式主要通过石油的裂解来得到,近年来随着能源问题的日益突出,关于生物乙烯脱水制造乙醇的相关研究也越来越深入,尤其是随着生物技术的飞速发展,也提高了生物乙烯的低成本化生产的可能性。
在乙醇催化脱水机制造乙烯的过程中,催化剂起着十分重要的作用,就现阶段来看,在工业生产中使用最多的就是Al2O3催化剂,在反应过程中,活性Al2O3催化剂的反应温度相对较高,能耗较大、空速偏低,在反应的初期容易出现析炭和飞温的情况,这不仅影响着催化剂的寿命,也不利于生产,因此,探究反应过程中的飞温现象有着一定的必要性。
本文以常用的HZSM-5催化剂为例,分析在反应初期存在的飞温现象,以便为乙醇催化脱水制乙烯提供有效的参考。
一、实验方法1.原料和试剂实验材料:HZSM-5催化剂、99.7%的无水乙醇、40%的乙醛溶液、99%的正丙醇、99.7%的无水乙醚。
实验在常压固定床反应器中进行,在反应器中装填一定数量的催化剂和石英砂。
所有原料经过微型注射泵并在汽化后进入反应装置之中,经过一定时间的反应,得到气、液产物。
2.实验产物使用毛细管柱和氢火焰检测器来分析实验产物,并通过面积归一法进行计算,对实验产物(乙烯、乙烷、甲烷、丙烷、丙烯、正丁烷、异丁烷、玩丙烷、正戊烷、顺丁烯-2、丙炔、3-丁二烯等)进行定量分析,同时在飞温情况下对以上产物进行分析。
第32卷第4期2007年12月广州化学Guangzhou ChemistryV ol.32, No.4Dec., 2007 生物乙醇催化脱水制乙烯的研究进展洪爱珠,颜桂炀,刘欣萍,肖荔人,陈庆华*(福建师范大学化学与材料学院,福建省改性塑料技术开发基地,福建福州350007)摘要:阐述了利用生物质能源的重要性,介绍了生物乙醇催化脱水制乙烯的发展现状,特别是其催化剂的研究状况。
针对乙醇脱水制乙烯催化剂存在的问题,提出当前催化剂的发展趋势。
关键词:生物乙醇;脱水;乙烯;催化剂;进展中图分类号:TQ 221.21+1 文献标识码:A 文章编号:1009-220X(2007)04-0060-06进入21世纪,全球能源政策正在进行着决定性的转折。
生物质能源等可再生能源正在逐步替代矿物能源,不但能源短缺的国家如此,而且能源丰富的发达国家也在悄然地调整能源政策。
目前,在生物能源产品产业规模方面,发展最快的是燃料乙醇。
同时,国内外专家对生物发酵技术的研究取得了重大进展,这为乙醇脱水制乙烯提供了广阔的来源。
乙烯工业是石油化学工业的龙头产业,乙烯产品占石化产品的70%以上,在石油化学工业乃至国民经济中占有重要地位[1]。
随着社会经济的持续高速发展,乙烯的需求日益扩大,据美国化学品制造商协会(CMAI)的最新预测,2005年~ 2009年世界乙烯需求年增长率为4.5%[2],但是乙烯工业的最基本原料——石油,却呈现逐渐枯竭之势,所以目前全球乙烯市场一直处于短缺状态。
据《日本化学周刊》报道[3],2005年全球乙烯市场供应缺口约194万吨/年,估计2006年将增至231万吨/年,此后三年间乙烯市场将持续供不应求,缺口分别为45万吨、197万吨和116万吨。
可见,开展生物乙醇脱水制乙烯研究具有重要的意义。
1 生物乙醇脱水制乙烯的发展现状以生物质生产乙烯,是一个“生物质水解产生糖,糖发酵后产出乙醇,乙醇脱水制成乙烯”的过程。
在19世纪,乙醇脱水曾经是主要的乙烯生产路线。
由于石油化工的蓬勃发展,乙醇脱水制乙烯逐渐被淘汰。
随着社会经济的持续高速发展,近些年来,生物乙醇脱水制取乙烯路线逐渐受到重视并取得了显著的发展。
生物乙醇是绿色可再生原料,符合我国“十一·五”规划循环经济的要求,同时生物技术最近取得的巨大进步可望大幅度地降低乙醇价格,生物乙醇路线即具有较强的竞争力。
生物乙烯具有原料来源广泛、价廉易得的特点,根据“863计划”中乙醇的生产成本,并结合丰盛集团乙烯的价格[1]进行分析,从生物乙醇生产的乙烯价格可以达到5500 ~ 7200元/吨。
收稿日期:2007-02-07 *通讯联系人。
陈庆华,教授,硕士生导师。
基金项目:国家科技支撑计划(2006BAE03B01-08);教育部“新世纪优秀人才支持计划”(NCET-04-0614);福建省教育厅科技计划(JB06079)资助项目作者简介:洪爱珠(1984-),女,福建南安人,硕士研究生,从事环境友好新材料研究。
第4期洪爱珠, 等:生物乙醇催化脱水制乙烯的研究进展61因此,从当前的石油价格情况看,由生物乙醇生产乙烯具有较大的利润空间,而且制取工艺简单、产物单纯、容易分离。
它不像石化法那样,会同时产生许多副产物,为了分离、提纯和利用这些副产物,必须同时建立一整套加工处理的联合装置,造成总投资额增加,建设周期加长,并且要求有高水平的管理技术;而乙醇法投资小,建设周期短、收益快、小巧灵活、操作方便、技术要求不高[4]。
目前,国际上乙醇制乙烯的工业装置主要集中在巴西、印度、巴基斯坦、秘鲁,最大规模为印度的装置(6.4万吨/年)。
乙醇脱水制乙烯的技术发展趋势,主要是装置大型化、低能耗以及进一步提高催化剂的性能,降低催化剂成本。
1981年,巴西建成了三套乙醇脱水制乙烯装置,总生产能力为74万吨/年。
近几年,印度共建成四套生产乙烯装置,虽然其规模远低于现代石油乙烯装置,但其强大的生命力应予以重视。
我国在乙醇脱水制乙烯的工业装置建设方面也取得了进展[5]。
2004年12月,安徽丰原集团已将其乙醇制乙烯装置投入生产,其年产能力为17千吨,并用此乙烯生产环氧乙烷20千吨。
广州能源所与吉林吉安生化公司达成了关于在玉米产地松源市开展乙醇制乙烯关键技术攻关的协议,其目标是要建年产能力为200千吨的生物乙烯生产装置;又如上海石油化工研究院开发的6千吨/年乙醇脱水制乙烯工艺已于2006年1月通过了中石化科技部组织的审查,认为其技术先进可靠,工艺流程合理。
2 生物乙醇脱水制乙烯催化剂的研究现状1797年首先从乙醇得到乙烯是将乙醇通过热的SiO2或Al2O3来实现的,此后,对使用的催化剂进行了广泛的研究。
目前已报道的乙醇脱水催化剂有:白土、活性氧化铝、氧化硅、磷酸、硫酸、氧化钍、氧化锆、磷酸钙、杂多酸盐、分子筛、铝酸锌、Al2O3/SiO2、Al2O3/Cr2O3、Al2O3-MgO/SiO2、MgO-Al2O3、CdO等[6]。
目前已报道的具工业应用价值的乙醇脱水催化剂主要分为两大类,即活性氧化铝催化剂和分子筛催化剂。
2.1 氧化铝催化剂由于氧化铝的活性和选择性都较好,所以目前我国有些中小型化工企业仍采用活性氧化铝作催化剂制备乙烯。
但氧化铝作催化剂要求原料乙醇的体积分数一般要在95%以上,反应空速0.3 ~ 0.6 h-1(空速=液体的流速/催化剂的体积。
下同),处理量不大,设备生产能力小,能耗较高,且氧化铝的催化活性对温度过于敏感,其适宜温度既高又窄(360 ~ 380℃)[7]。
针对其存在的问题,许多研究机构都进行了一些改进并取得了一些成效。
日本的Kojima 等[8]研究发现氧化铝中的碱金属离子、硫铁氧化物对催化脱水性能有很大影响,应严格控制Ⅲ、BⅣ族元素的磷酸盐,可制备出具有高转化Ⅱ、BⅡ、A其含量,而添加元素周期表中A率及高选择性的乙醇脱水催化剂。
我国南化催化剂厂以氧化铝为主要组分,以周期表中第四族某元素为主要助催化剂,开发了NC1301型球形催化剂[9],常州化工厂将该催化剂投产使用,在温度350 ~ 440℃,空速0.3 ~ 0.6 h-1时,乙醇转化率99.53% ~ 100%,乙烯选择性99.57% ~ 100%,使用周期可达12 ~ 18个月;同时采用球形催化剂具有机械强度高、粉尘少、气流分布均匀、通气阻力较小的优点。
1981年,Holcon科学设计公司在原先开发的Al2O3-MgO/SiO2基础上开发了Sydol催化剂,并将该催化剂应用于50万吨/年乙烯的生产装置上,使用温度318℃,空速0.23 h-1,乙醇单程62 广州化学第32卷转化率97% ~ 99%,乙烯选择性96.8%,单程使用周期达8 ~ 12个月,这是当时最好的催化剂。
研究发现,Al2O3催化剂当乙醇的含水量超过30%后,其转化率就显著下降;当含水量达60%时,转化率差不多已下降到58%,这就需要提高催化剂的性能以适用于不同含水量的乙醇。
Pearson[10]提出了用具有很强疏水性的有机基团取代磷酸中的羟基,所制得的催化剂可明显提高使用周期。
2.2 分子筛催化剂分子筛具有明确的孔腔分布、极高的内表面积、良好的热稳定性(1000℃)、可调变的酸位中心等特点[11]。
研究表明,乙醇分子内脱水生成乙烯的活性位是弱酸和较强酸中心。
强酸中心易导致乙烯聚合,对脱水反应尤其对反应的稳定性有害而无利。
研究还表明,沸石的平均孔半径愈大,乙醇的初始反应温度愈低,其活性愈高且稳定性也愈好。
分子筛可以根据需要调节孔径和表面酸度以提高催化活性,已有的研究表明,分子筛催化剂具有比氧化铝更低的催化温度、更高的空速,同时也提高了催化转化率和选择性。
已报道的用于乙醇脱水制乙烯的分子筛催化剂[7,12-16]有:4A分子筛、SAPO-34分子筛、H-丝光沸石、V-MCM-41、H-Na ZSM-5分子筛、不同硅铝比的HZSM-5、HY型分子筛、Hβ分子筛等等。
特别是ZSM-5分子筛催化剂因其具有亲油疏水性,在催化脱水性能方面更具有优势。
反应在温度250 ~ 300 ℃,空速1 ~ 2 h-1时,乙醇的转化率大于99.5%,乙烯选择性大于99%,比活性Al2O3催化剂有了较大提高[17]。
对ZSM-5分子筛的酸性性质及孔结构的调节可通过添加助剂、表面修饰以及水热处理等方法进行,其中以离子交换改性为主要手段。
离子交换改性主要是用碱土金属、过渡金属和稀土金属化合物进行改性。
经离子交换后的分子筛的B酸中心数量减少了,抑制了积炭的生成;同时,金属离子进入离子交换位后,可对孔径起到调变作用,从而使分子筛表现出良好的择形催化效果。
但分子筛催化剂的工业应用报道尚很少,仅见中石化四川维尼纶厂有关于分子筛催化脱水的工业应用报道。
2.3 其他催化剂液体酸也经常用来作为乙醇制乙烯的催化剂[18-20],如:硫酸、磷酸、焦磷酸、硫酸-磷酸混合酸等。
由于液体酸在使用过程中存在易腐蚀设备、难以连续生产、选择性差、产物与催化剂难分离等缺点,所以固体酸逐步取代液体酸成为目前乙醇催化脱水的主要催化剂。
除氧化铝和分子筛催化剂外,赵本良等[21]采用杂多酸体系作为催化剂研究了反应工艺条件。
实验表明,使用钨钼磷酸作催化剂在反应温度230℃时,乙烯的反应收率达99%,乙烯的选择性接近100%。
一些过渡金属的氧化物也用来作为乙醇脱水的催化剂[22],如:氧化钛、氧化镁、氧化钴、氧化铬、Fe2O3/Al2O3、FeO x/Al2O3、NiO/粘土、Na2O-Mn2O3/Al2O3、V2O5/AlPO4等。
3 生物乙醇脱水制乙烯催化剂的发展趋势目前乙醇脱水制乙烯催化剂存在的问题主要有催化反应温度高、催化剂易发生积炭失活、催化剂使用寿命短、对乙醇的浓度要求高等。
针对存在的问题和目前国内外催化剂的发展动态,本文提出了以下可能发展的趋势。
3.1 发展适合催化低浓度乙醇脱水的催化剂用低浓度乙醇直接作为催化制取乙烯的原料可减轻乙醇浓缩的能源消耗,同时可减少设第4期洪爱珠, 等:生物乙醇催化脱水制乙烯的研究进展63备投资。
Mao等[17,23]对ZSM-5催化剂的脱水性能进行了深入研究,合成了各种不同硅铝比的ZSM-5催化剂,在400 ~ 800℃间用水蒸气活化处理,并通过直接负载或浸渍锌锰镧锶离子等,可适用于浓度很低的发酵乙醇(体积分数2% ~ 10%),另外将CF3SO3H(TFA)掺入到H-ZSM-5上后,使反应温度可降到175 ~ 225℃。
Uytterhoeven等[24]和Jacobs等[25]对ZSM-5系列分子筛的脱水性能进行了研究,制备了可适用于无水乙醇和有水乙醇脱水反应的催化剂。
3.2 发展催化活性高、反应温度低的催化剂提高催化活性,降低反应温度可以节约能源,同时降低对设备的要求,减少投资。