热流道温控箱与模具的连接方法示例
- 格式:pdf
- 大小:175.55 KB
- 文档页数:1
热流道温控器报警代码e02一、热流道温控器简介热流道温控器是一种用于塑料注射成型的设备,主要作用是控制模具中的温度,以确保塑料能够均匀地填充模具中的空腔。
热流道温控器可以通过调节加热或冷却系统来控制模具中的温度,以便在注射成型过程中实现最佳的产品质量和生产效率。
二、热流道温控器报警代码e02的含义在使用热流道温控器时,有时会出现报警代码e02。
这个代码表示热流道温度传感器故障。
当热流道温度传感器无法正常工作时,就会导致无法准确地测量模具中的温度。
这将影响到塑料注射成型过程中产品质量和生产效率。
三、e02报警代码可能出现的原因1. 温度传感器损坏或失效:如果热流道温度传感器受到损坏或失效,就无法正常测量模具中的温度。
2. 电缆连接不良:如果电缆连接不良或松动,也会导致热流道温度传感器无法正常工作。
3. 控制器故障:如果热流道温控器的控制器出现故障,也会导致e02报警代码的出现。
四、解决e02报警代码的方法1. 更换温度传感器:如果温度传感器受到损坏或失效,就需要更换新的传感器。
在更换传感器时,应确保选择适当的型号和规格,并按照正确的安装步骤进行安装。
2. 检查电缆连接:如果电缆连接不良或松动,可以检查连接是否牢固。
如果发现电缆有损坏或老化,也需要及时更换。
3. 检查控制器:如果控制器出现故障,需要进行维修或更换。
在维修或更换控制器时,应选择专业技术人员进行操作。
五、预防e02报警代码的方法1. 定期检查设备:定期对热流道温控设备进行检查和维护,以确保设备能够正常工作。
2. 注意使用环境:在使用热流道温控设备时,应注意使用环境。
避免将设备暴露在潮湿、高温、高压等环境中。
3. 保持清洁:定期对热流道温控设备进行清洁,以避免灰尘、油污等物质对设备造成影响。
六、总结热流道温控器是塑料注射成型过程中不可缺少的设备之一。
在使用过程中,可能会出现e02报警代码的情况。
这时需要根据具体原因采取相应的解决方法,以确保设备能够正常工作。
热流道热流道是由热喷咀,分流板,温控器,加热圈及感温元件组成。
它借助精密的发热元件及温控单元对塑胶材料流经途径进行加热,将熔融的塑胶材料通过精密设计的流道送至模具型腔处。
射出成形之加工就是(塑化)→(流动)→(成形)→(固化结晶化)的工程。
热浇道之原理:热浇道模具是将传统式模具或三板式模具的浇道与流道经常加热,于每一成形时即不需要取出流道和浇道的一种崭新构造。
热流道(hot runner)是在注塑模具中使用的,将融化的塑料注入到模具的空腔中的加热组件集合。
热流道分类:开放式(用于微型半热流道)、针阀式(用于绝热流道)。
开放式结构简单,适用于微型半热流道,不适于绝热流道,绝热流道对材料的局限性较高,而且直接接触到产品表面,易出现拉丝和泄露,表面质量差;微型半热流道不接触产品而是接触到微小流道,所以可以使用开放式热喷嘴,近期在国外的高精密模具中应用较多。
针阀式热流道节省材料,塑件表面美观,同时内部质量紧密、强度高。
现在世界上有两大类针阀式热流道针阀式热流道(根据注射原理):气缸式和弹簧式。
热流道系统如何保养?答:a.如塑料对热敏感度高或具有腐蝕性,在每次停机时,应使用PP将驻留的材料清除。
b.清除所有水气、雾气、油渍等杂物,以防止模具生锈。
c.将模具保存在干燥通风之处。
d.如果模具的保存时间太长,湿气可能侵蚀加热器,使用前务必除湿。
e.如果使用阀针流道系统,需每季做1~2次的保养,以防止碳化腐蚀或因空气不洁而造成活动的不顺畅。
f.为保护热流道系统,须保证进入气缸的空气干净干燥,最好在进气口加装空气过滤器。
g.模具正常生产时如需临时停机(时间30分钟)以上请将热流道温度降低30%温度以防止塑胶料分解后产生碳化或变色。
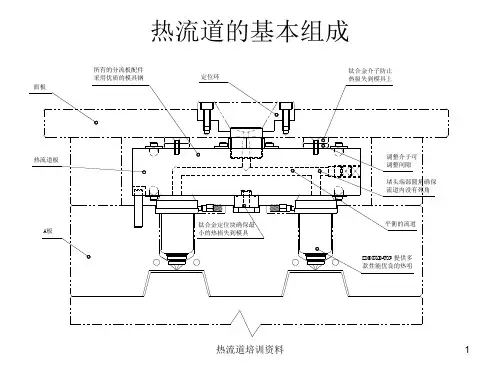
1.问题:热流道系统要报价和出图时要提供哪些资料?答案:A、产品的重量,厚度和颜色.B、产品的胶料,名称和数量.C、浇口开在产品表面上还是流道上.D、模具图和注塑机的类型.E、温控箱的接线方式.2.问题:热流道系统有什么优缺点?答案:优点:A、节省原料,提高生产效率.B、减少不良问题的产生,产品品质提高.由于注塑压力可直接传达给型腔,可防止因产品缩水和接合线而导致内部应力引起的问题点的改善.C、注塑,保压,冷却和成形时间的缩短,增大成型效率.D、模具寿命延长;由于可以减少注塑压力,可以减少模具内部压力而延长模具寿命.缺点:A、模具前期单价上升一点.B、模具要定期维护和专业人员.C、模具设计要充分检验和加工尺寸要保证.3.问题:汽车模具中的低压注塑产品的热流道系统选择和设计时要注意哪些事项?答案:由于汽车产品要考虑安全性和胶件的力学平衡性,市场上的汽车产品采用热流道系统越来越多,特别是汽车的胶件贴皮或绒布的胶件将会越来越多;这些产品将会采用低压注塑成型才可以,因此这类低压注塑模具选择和设计热流道系统时就要注意以下事项,YUDO的产品对这些事项就很成熟和有实际的设计和生产的经验.A、流道的大小.B、热咀的距离.C、热流道的钢材材质.D、浇口的大小和射胶的先后顺序的设计.分流板加热器功率计算公式:P=MCΔT/60tη0P:分流板加热器的电功率(kW);M:分流板的质量(Kg);C:分流板材料的比热容[Kj/(Kg.℃);t:分流板的加热升温时间;ΔT:分流板注射工作温度与室温之差(℃);η0:分流板的效率系数;6.热损失控制:1、热流道系统的零部件的热传导:Qp=Ap(T1-T2) Qp:分流板的传导热损失(W);λ:绝热零件材料的热导率[W/(m.℃)];S:绝热零件的厚度(m);Ap:绝热零件的接触面积(m2);T1:分流板的注射击队工作温度(℃);T2:注射模具结构件的温度(℃);2、分流板的对流热损失:QK=αk Ak(Ts–Tp) QK:分流板的对流损失(W);αk:给热系数[W/(m.℃)];Ak:分流板的壁表面面积(m2);Ts:分流板壁面的温度(℃);Tp:周边环境空气的温度(℃);8.加热丝和热电偶的更换1、从模具上卸下热半模2、卸下定位环(定位环的另一个作用是固定热咀)3、为了取下热咀头部,如果需要则卸下模具定模固定板4、取下热咀,注意热电偶线和加热丝线不能被挤压5、卸下卡环。

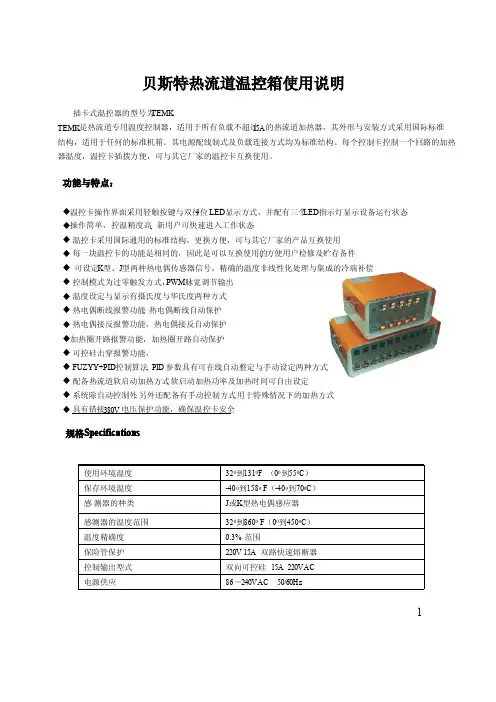
User Manual 温控箱CW302 TEMPERATURE CONTROLLER-CW302YUDOTemperature Controller USER’S MANUALCW302感谢使用YUDO温控卡! Thank you for choosing YUDO.使用产品前,敬请仔细阅读此手册,Please read this manual carefully before using the product.如有任何不明处请与本公司联系。
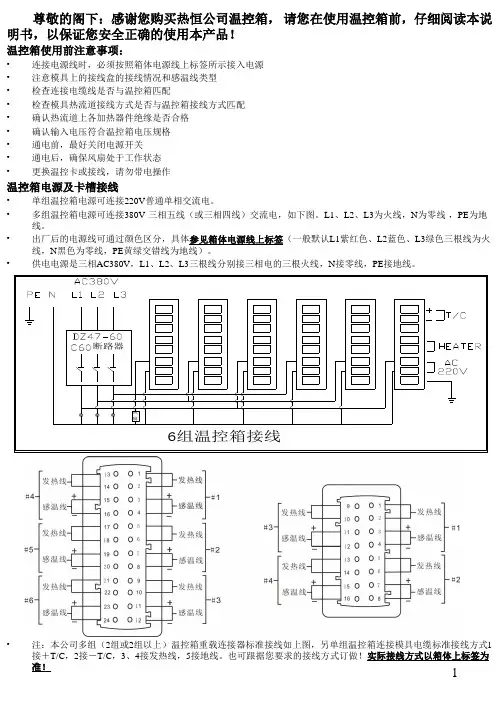
Please contact YUDO about questions.目录 CONTESTS1、使用和操作温控箱前注意事项 (4)Items to check before using the Controller& Operation Procedure (20)2、温控箱的基本结构 (5)Basic Structure of Controller (21)3、温控箱概述 (5)Outline of Controller (21)4、温控箱的表芯规格 (6)Controller Unit Specification (22)5、各部位名称 (7)Name of Component (23)6、操作模式 (7)Operation Modes (23)1)自动模式AUTO MODE2)待机模式STANDBY MODE3)手动模式MANUAL MODE7、菜单设定 (8)Menu Setting (24)1)用户一级菜单设定User's first level menu settings2)用户二级菜单设定User's second level menu settings8、错误功能显示 (13)Error Code Display Function (29)9、接线盒与线缆 (13)Connector and cable (29)10、接线端接线方法及示意图 (15)Diagram for Terminal Connection and Structure (31)11、电源接线图 (16)Electric Wiring Diagram (32)12、接线修改方法 (17)Wiring modification method (33)13、默认值 (18)Default Value (34)1)出厂默认值Factory Defaults2)用户可设定值User Settings Value14、安全标示 (19)Security Marks (35)15、故障现象及检查方法 (19)Check Point for Trouble Shooting (35)1、使用和操作温控箱前注意事项!注意内有高电压,在检查前请确认已关掉电源✓注意模具上的接线盒的接线情况和感温线类型✓检查模具接线规格与温控箱接线规格是否相匹配✓检查温控箱线缆是否匹配该温控箱✓检查接线盒和线缆✓检查发热线的电阻和绝缘状况,感温线是否连接线好✓模具安装在注塑机上并接上线缆✓检查电源开关和表芯开关是否关闭✓如输入电压(220V/380V)符合温控箱的电压规格,接上电线(输入电压值注明在温控箱箱壳的标签上,如输入电压与标签上注明的电压值不相符,那么敬请垂询当地的YUDO公司,然后改正温控箱的接线方式,接错线会引起温控箱的不正常运行,而且会毁坏表芯)✓确认温控箱的地零线(如不能区分零线(绿色),那么就易烧保险丝和可控硅)✓打开温控箱电源主开关,然后打开表芯的电源开关✓设定所需要的温度✓检查设定所需要温度达到没有,温度是否稳定注意:为了防止温度控制指令出故障,用于降温的风扇须一直运转。
热流道系统标准的作业程序指导书—江门工程塑料热流道温控箱厂家文/热恒热流道公司随着工业革命的兴起,生产规模不断扩大,产品日益复杂,分工越来越明细,品质成本急剧增高,导致各工序的管理困难。
如果只靠口头传授操作方法的话,没有办法控制产品的品质。
因此,工厂必定会制作一份作业指导书的形式统一各个工序的操作步骤及方法。
江门工程塑料热流道温控箱厂家,也制定了一份属于他们的一套热流道系统标准的作业程序指导书,现跟大家分享一下:重要事项:在模具上机以前,请检查热流道的接线方式是否与正要使用的温控器的接线方式相符合,感温线的型号是否匹配(道和的感温线型号为J型,相对应的温控箱的控制方式也要为J型)电缆线接线方式是否匹配,所有接线是否完备,此工作需由专业电工或有经验的机修来进行!1、前期检查a.将模具安装在机台上,并且连接所有冷却回路、油压回路、气压回路;b.确认连接热流道系统的温控器是否正常;c.打开控制器主电源,接着逐一开启各组温控,并且启动除湿功能,观察各组温控表的温度变化。
2、启动初期应注意事项a.检查所有电线接头有无松脱、电线有无破损露出铜芯现象,或发生漏电,漏气等现象,如有发生,立即修复。
b.开启所有冷却回路,使模具保持在恒温,尤其是使用对温度高敏感度的材料,更应注意。
c.用最大背压,将塑料挤进热浇道系统,当料出现在进浇点时即可。
d.打开温度控制器。
e.待温度上升至设定温度时,即可成型。
f.前20模,需特别注意,射出量是否等于成品的重量,如发现成品的重量不足时,应立即查明原因。
3.热流道系统的关机程序:a.用一般清洗螺杆的材料来清洗热流道系统;b.关掉温控器,不停的空射,直到射不出胶为止;c. 保持冷却水一直开启,直到模具温度接近室温为止。
4.暂停使用:如需暂停,要把温控器关掉或把温度降低50%5.换色a.用全新的PP料空射来冲洗炮筒和热流道系统;b.把温控器关掉;c.让冷却水一直运作,直到模具温度接近室温;d.重新打开温控器,把温度调高20度,e.再次冲洗,这时粘在热流道的流道孔上的料经过冷却后再次加热会自动脱落,对于换色会有较大帮助,如没有达到预期效果重复操作。
热流道解决方案1、拉丝拉丝现象是热流道模具比较常见的问题,在我平时的工作经常会遇到客人问我如何解决?首先我在这里纠正一个误点,拉丝现象是模具开模后,产品浇口处形成细丝,这条细丝粘在产品上或留在模内形成的一种产品缺陷。
拉丝现象和流延、冷料块现象是不同问题点,鉴于很多人将其混在一起,在这里为大家做一个简单的解释。
拉丝现象造成原因大多都是浇口或热咀流道冷却不足造成的,但不是所有的拉丝问题都是由于温度引起的。
首先产品材料的特性影响很大,例如PP、PE、POM等材料,比较容易产生拉丝现象,再者模具调试时背压太大或者保压时间太短也会产生拉丝现象。
既然拉丝现象和这么多因素都有联系,那么我们如何杜绝拉丝问题的出现?工作中,我想很多热流道供应商都会提到“方案”这两个字,的确在模具行业飞速发展技术不断成熟的今天,“方案”的好坏就是体现热流道公司实力的标本。
当然杜绝拉丝现象出现的首要前提就是热流道结构方案没有问题,结构有问题首先我们要考虑解决结构的问题,例如热流道通咀改尖嘴;开放式系统改为针阀式;热咀头部增加一个防拉丝垫块等等。
这些结构上的问题,最好在热流道方案定制的前期都考虑进去,避免后期的整改。
下面我就以针阀式和开放式分类谈一谈拉丝现象的解决方案。
针阀式系统的拉丝问题一般出现的比较少,少数油压系统且是阀针打在水口料上的封胶方式偶有出现,原因是当阀针封胶时,会将热咀内的一段塑胶往前推到水口位,而当针到位时,水口内的料一部份冷却收缩,油压系统相对气压压力虽然大但速度却慢,所以热咀内被挤出的胶容易沾在阀针表面形成拉丝。
解决方案如下:1. 热阻采取两段加热的方式。
2. 缩短阀针的行程,减小阀针对水口料的影响。
3. 阀针上开回料槽,从而减少推出的塑胶。
4. 在走较量允许的情况下,减小系统的浇口尺寸。
5. 热咀浇口区域加冷却装置,降低阀针前端温度。
开放式系统的拉丝现象一般比较常见,原因是由于塑件在冷却的时候,是由浇口周边皮层先固化,如果浇口区域固化不完全时(浇口区域温度的不断输入),这时开模浇口区域的塑料被拉出形成拉丝现象。
宝特热流道系统,发热器/加热圈、感温线/测温线的更换方法
作者:
1 从模具上卸下热半模。
2 卸下定位环(定位环的另一个作用是固定热喷嘴)。
3 为了取下热喷嘴头部,如果需要则卸下模具定模固定板。
4 用两个或四个孔径与热咀进胶方向上的螺孔相匹配的螺栓,拧进拧紧后,尝试用平衡的力量把热咀从B板中拔出,取出热咀;如果
热咀中不设螺孔的则用小的撬棍小心撬出,不能对热咀和加热圈/发热器成挤压或者是损伤。
5 卸下卡簧和隔热罩(如果需要加热的话请用温控箱进行加热,防止烧毁部件)。
6 用手握住热咀头部,顺时针旋转并向外拉动加热器使其逐步脱离热咀本体。
7 卸下加热圈/发热器、感温线/测温线。
8 万用表电阻档检查发热器/加热圈、感温线确保其电阻值有效,同时检查其抗漏电能力,如有异常及时更换相同型号规格零部件。
安装方法与拆卸时相反。
9 安装时如果有独立感温线的话请先把它安装到位,然后顺时针方向转动发热器/加热圈,使发热器/加热圈向热咀头部移动。
10 发热器/加热圈安装正确后,发热器/加热圈应与热咀本体主体贴紧,发热器/加热圈应到达热咀芯后端槽底部与卡簧槽边。
11 装上发热器/加热圈隔热罩与新卡簧,参照第八条要求进行检查。
12 小心地把热咀装入模具座孔中,被免对热咀和发热器/加热圈、感温线/测温线造成损伤。
以上观点希望能对你工作起到帮助
宝特热流道----专业的热流道系统提供商。
前几日,学模流的朋友问我关于“热流道时序控制器是如何使用的”?对于没有接触的人,肯定一头雾水吧?其实,使用方式非常的简单,难点是在生产中如何进行调试,改变熔体的流动走势,达到产品质量要求。
一般情况下并不多见,只有在大型、复杂的产品才会使用热流道时序器,可以有效的改变产品的外观质量。
一、时序器的用途热流道针阀式时序器主要应用于多组针阀式热流道系统的模具。
根据产品的需求,可以单独控制热流道针阀的开启注射时间和关闭注射时间,其时间控制范围在“0.01~999”秒,可以多组进行控制不同时间段针阀的延时射出时间。
以改善产品的熔接线位置和修正产品缺陷为目的,提高生产效率,使产品达到最佳品质。
二、时序器的种类在市面上热流道时序器按外形可分为插卡式时序器和集成显示时序器两种,现许多成型机自带射出时序器,但是其控制原理是相通的。
插卡式的功能相对功能多一些,有三种模式可供选择,与热流道温控箱一样,可以灵活拆卸电路板,方便维修和加装。
集成显示时序器,大部分只有8组浇口控制,两种模式可供选择。
但是可以满足绝大部分成型需要。
相对于插卡式时序器,体积小、安装简单。
三、时序器的优势1、可以改变由多个浇口而产生的熔合线位置,改善产品的外观质量。
对于外形要求比较严格的电器外壳、汽车门板等大型塑料制品,一套模具的热流道系统,通常至少有两个或者两个以上的填充浇口才能将产品填充满。
在使用普通的热流道浇注系统,在注射成型时,浇口同时进行填充,产品如果需要改变熔接线位置,只能通过热流道温控箱的温差改变熔体的流动速度,实现熔接线位移。
工艺调试复杂繁琐,产品质量很难保证稳定、生产效率带来被动。
使用时序控制器,根据产品需求的熔接线位置,只需要调整浇口的开启时间、关闭时间,来改变熔体的流动位置而实现熔接线位置发生位移。
虽然也需要花费时间调试,但是能保证长期稳定的生产,不会发生因热流道浇口温差而引起的缺陷。
2、可以独立控制浇口的注射量,改变产品的阴阳色、缺胶、毛边、烧焦等缺陷。
热流道安装维护指南热流道系统是在注塑模具中使用的一种热控技术。
它可以有效地控制塑料熔体的流动,提高注塑制品的质量和生产效率。
在使用热流道系统之前,正确的安装和维护是非常重要的。
本文将为您提供热流道安装维护的指南。
1. 安装前准备在安装热流道系统之前,必须进行一些准备工作。
首先,检查注塑机的温度控制装置是否正常工作。
确保温度控制系统可以准确地控制热流道的温度。
其次,检查注塑模具的加热元件是否完好无损。
确保加热元件没有断路或短路现象。
最后,准备好安装所需的工具和材料,如扳手、螺丝刀、钢丝刷等。
2. 热流道系统的安装步骤2.1 清洁模腔和热流道组件在安装前,清洁注塑模具的模腔和热流道组件。
使用钢丝刷和洁净布清洁模腔内的杂质和污垢。
确保模腔表面光洁无害。
同时,清洁热流道组件中的金属和塑料残留物。
2.2 安装热流道组件根据注塑模具的结构和热流道系统的设计,安装热流道组件。
确保组件与模腔紧密连接,并确保通道的位置和尺寸正确。
使用扳手和螺丝刀进行固定,但不要过紧,以免损坏模具。
2.3 连接温度控制系统将热流道系统与温度控制系统连接起来。
确保连接稳固牢靠,并且接口处没有漏水现象。
根据注塑机的温度控制装置的说明书,设置适宜的温度参数。
3. 热流道系统的维护3.1 定期清洁模具和热流道组件在使用热流道系统的过程中,定期清洁模具和热流道组件,以防止杂质和污垢的积累。
使用洁净布或专用清洁剂擦拭模腔内表面和热流道组件。
3.2 检查加热元件定期检查热流道系统中的加热元件,确保其正常工作。
注意观察是否有断路或者短路现象。
如果发现问题,及时更换加热元件,以确保热流道的温度控制正常。
3.3 维护温度控制系统定期维护温度控制系统,保持其正常工作。
清理温度控制装置的散热器,并检查控制器的电源线是否正常。
如发现问题,及时修理或更换设备。
4. 安全注意事项在进行热流道安装和维护时,务必注意以下安全事项:4.1 确保安全操作在安装和维护过程中,严格遵守操作规程和安全操作规范。
熱流道常識接線:(T黑色。
S:白色。
R:咖啡色)----接380V三相電源。
2點的隻須220V電壓。
1.N:地線(蘭色)------接電箱外殼2.G 零線(花色)-----不用接。
六點接線盒:Hearer(感溫線:K型、J型。
目前廠內全都用J型。
(頜懋,好特斯,mold-master,映通)異常狀態說明(頜懋):當本系統正常關機時會自動檢測其周邊設備,如有發現任何錯誤會出現錯誤訊息以告知。
當正常運轉時若有異常發生時,亦會出現錯誤訊息藉以告知。
1.:TC OPEN.表示溫度感測器是呈現斷路的狀態,或是根本就沒接上。
2. :TC REVERSE.表示溫度感測器線接反了。
3. :HEARER OPEN.表示加熱器是呈現斷路的狀態,或是根本就沒接上。
4. :TRAIC(集成電路) LARCH.表示TRAIC是呈現短路的狀態。
關機操作模式:1.當本系統開機時會自動以安全模式運轉,等溫度上升至120℃時或20分鐘後,便跳至自動模式運轉。
2.本系統正常開機運轉時,按時鍵便跳至自動模式運轉,按住鍵便跳至手動模式運轉。
3.溫度設定,當按或時,個位數字會開始閃爍,當重復按向上或向下鍵時可遞增或遞減其數值,這進再按可將數字移動到十位數及百位數,依相同方法可改變其值,最後再按作為確定。
4.當持續按住3秒鐘會顯示OP(Output)電壓輸出功率百分比,經過5秒鐘後,會恢復原來狀態。
5.當持續按住3秒鐘會顯示OP(Output)輸出功率電流值,經過5秒鐘後,會恢復原來狀態。
6.當持續按住1秒鐘會轉變為手動模式(MANUAL CONTROL MODE),顯示OP(Output)電壓輸出功率百分比,操作者可以去設定輸出百分比為0-99%。
1操作要領1 使用前測試﹕1 確認加熱器與感溫線沒有被挾到或是損傷.2 確認加熱器與感溫線與接頭的連接正確.(絕不可接反)3 確認溫度控制器的配線方式與模具的配線方式是否相同.4 確認射出機的噴嘴與流道板或是熱嘴之進澆處之接觸弧度是否相配.2 使用時注意事項﹕1 將溫度控制器上的溫度設定略高于射出機料管溫度.2 隨著操作情況的變化,逐次調整每一點的溫度.3 當緊急狀況發生需停機處理時,請將每區的溫度降低100 ℃﹐避免塑料在流道板或是熱嘴內熱裂解4由于澆口處極為狹窄,尚有雜質將造成塞頭的現象.5建議在射出機的噴頭使用過濾雜質的濾嘴﹐可避免塞頭清理的危機2 故障排除2 當無無法加溫時﹕1 確認模具上接頭的配線與溫控器是否吻合.2 檢查溫控器的電壓是否正確.3 檢查保險絲是否損壞.4 檢查模具上接頭的接線是否脫落.5 確認感溫線是否短路或損壞.以歐姆表量測加熱器的接線,檢查加熱器是否損壞.3 當無法射出時﹕1確認溫度控制器上的升溫是否足夠塑料的流動.2確認澆口處是否有雜質卡住.3對于某些高溫塑料使用于單穴熱嘴時需要加上后加熱器.4確認熱嘴器尖端處是否塞住澆口.5確認熱嘴與模板間之接觸面是否太大.6確認流道板的部份是否做到溫度平衡及壓力的平衡.4 塑料成型條件參考表面板說明:。
常见温控仪的接线法
常见温控仪的接线法
接温控仪,无非是四样东西-电源,温度传感器,温控仪,还有控制器。
每个温控仪表上都有一张接线图。
都会有图表注明该接什么东西。
下面我就按照下图来简单的介绍一下如何接线。
(仅供参考)
一、如果你使用的是热电偶的传感器,那么你就接1和2两个端子,1负2正。
如果你接的是热电阻的话,那么一般红色的一端接在3号端子上,其余两个接在1和2上。
15和13用根导线连起来,12接在接触器上,接触器的另一段接在16上,组成一个回路。
15和16是接交流电源。
9和10是接报警,接线是要注意要和电源串联在一起!
二、123一般接传感器线。
4空白。
567为一组接点,6是公共点。
高总低为一组接点,总是公共点。
高和总是NC 。
低和总是NO。
地为仪表接地,中为零线,相为相线。
(交流220V电源)实际内部的地线是悬空的,不用接线。
接触器的A2接零线,A1接温控器的NO,温控器的com接火线。
火线零线进温控器的相、中。
仪表前方有2个调整盘,中间有个拨钮。
调整盘为一个高一个低,两个盘高的对应后面的567,低的对应后面的高总低。
实际温度对应设定温度变化时,接点随之变化。
热流道安装维护指南(二)引言:热流道技术在塑料注塑行业中得到广泛应用,并且在提高生产效率和产品质量方面发挥重要作用。
热流道的安装和维护是确保其正常运行并实现预期效果的关键。
本文将为您介绍热流道安装和维护的指南,包括安装前的准备工作、安装步骤、维护注意事项等内容。
正文:一、准备工作1.1 安装位置的选择- 考虑生产场地的空间布局和生产流程的要求- 确保热流道系统与注塑机的布置相匹配1.2 安装所需的工具和材料- 了解所需的安装工具和设备- 准备好相应的材料,如连接管、电缆等二、安装步骤2.1 热流道系统组装- 按照提供的图纸和说明书进行组装- 注意组装顺序和连接方式2.2 电气连接- 将热流道系统与注塑机的电气系统连接起来- 确保接线正确且牢固可靠2.3 冷却系统的安装- 安装冷却水管道和冷却装置- 检查冷却系统是否畅通2.4 控制系统的设置- 设置热流道温度控制参数- 调试控制系统,确保其正常运行2.5 试产和调试- 进行试模和试产,检查热流道系统是否正常工作 - 根据需要进行调整和细节优化三、维护注意事项3.1 定期检查冷却系统- 清洁和维护冷却水管道和冷却装置- 检查冷却系统的运行情况,及时处理问题3.2 检查电气连接- 定期检查电气连接是否松动- 修复或更换磨损或受损的电缆和连接件3.3 清洁和维护热流道- 定期清洗和维护热流道系统,防止积聚沉积物 - 检查热流道的加热元件和传感器的工作状态3.4 松动和损坏的部件的处理- 定期检查热流道系统的所有部件,确保它们的紧固和正常工作- 及时更换或修复松动或损坏的部件3.5 培训和技术支持- 员工培训,使其了解热流道系统的基本维护知识- 寻求供应商的技术支持,以获得及时的帮助和指导总结:热流道安装和维护是确保热流道系统正常运行和提高注塑生产效率的关键。
本文介绍了安装前的准备工作、安装步骤、维护注意事项等内容,希望对您的热流道系统安装和维护工作有所帮助。
热流道温控箱常用点数
嘿,朋友,你听说过热流道温控箱不?这可是咱们制造业里头的得力助手啊。
今儿咱就来摆摆龙门阵,聊聊这温控箱的事儿。
说起这热流道温控箱啊,它可是个高科技的玩意儿。
常用的点数嘛,那就得看你具体是干啥用的了。
不同的机器、不同的工艺,那需要的点数肯定也不一样嘛。
就像咱们四川人吃辣椒,有的人喜欢重辣,有的人就喜欢微微辣,这温控箱的点数选择也是同理。
咱再来说说这温控箱的工作原理。
说简单点儿,它就是给热流道里的材料控制温度的。
你想啊,材料温度控制得刚刚好,那生产出来的产品肯定质量就高嘛。
这就好比咱们陕西人做面食,面和水的比例得刚刚好,才能做出筋道好吃的面条。
现在市面上的热流道温控箱啊,种类多得是,功能也各不一样。
有的能精确到小数点后几位控制温度,有的还能远程监控、自动报警。
这就好比咱们现在用的智能手机,功能越来越强大,越来越方便。
不过啊,话说回来,虽然这温控箱功能强大,但咱们也得会用才行啊。
不会用的话,那再好的设备也是白搭。
这就好比咱们四川的火锅,你得知道怎么涮、怎么蘸料,才能吃出那个味儿来。
所以啊,朋友们,要想用好这热流道温控箱,咱们就得先了解它、熟悉它。
只有这样,咱们才能让它发挥出最大的作用,帮咱们生产出更多更好的产品来。
哎呀,说了这么多,也不知道大家听明白了没。
反正啊,这热流道温控箱可是咱们制造业的好帮手,大家一定要好好利用它哦!。