六西格玛相关参数及计算公式
- 格式:docx
- 大小:37.15 KB
- 文档页数:2


六西格玛计算例题六西格玛(Six Sigma)是一种质量管理方法,旨在通过减少变异性和提高流程的稳定性来改进业务绩效。
它基于统计学原理,通过标准化过程和数据分析,以保证产品或服务质量的高水平。
以下是一个六西格玛计算例题的示例:假设某公司生产的产品长度应该在100毫米左右,但质检发现有些产品的长度存在偏差。
公司希望使用六西格玛方法来改善这个过程。
1. 收集数据:首先,收集一定数量的产品长度数据。
例如,随机抽取了50个产品并测量它们的长度。
2. 计算平均值:将所有测量结果相加,然后除以测量次数,得到平均值。
例如,50个产品的长度测量结果总和为5200毫米,因此平均长度为5200/50 = 104毫米。
3. 计算标准偏差:计算每个测量结果与平均值的偏差。
将这些偏差的平方相加,然后除以测量次数,最后取平方根。
这个值称为标准偏差,用于衡量测量结果的离散程度。
例如,假设测量结果的标准偏差为2毫米。
4. 计算过程的性能:使用标准偏差和平均值,可以计算出过程的性能。
通常使用六西格玛的指标来度量。
六西格玛的指标是将过程的变异性与所允许的规范界限进行比较。
例如,假设规范界限为±5毫米,那么使用以下公式计算过程的性能:六西格玛 = (规范界限的两倍) / 标准偏差六西格玛 = (5 * 2) / 2 = 5这意味着该过程的性能为六西格玛,处于高质量水平。
5. 改进过程:如果过程的性能低于目标六西格玛水平,公司需要采取措施改进过程,减少变异性,提高产品质量。
请注意,以上只是一个六西格玛计算例题的简单示例。
在实际应用中,可能涉及更复杂的数据分析和统计计算,以及其他工具和技术的使用来改进业务过程。


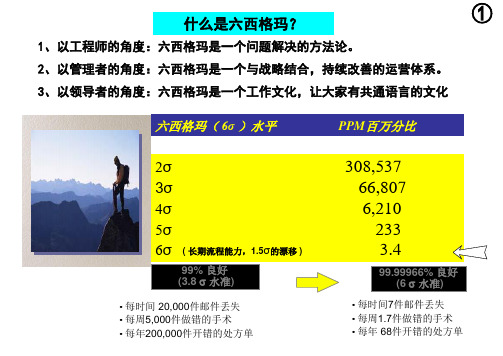
六西格玛的计算公式461286西格玛1西格玛=690000次失误/百万次操作2西格玛=308000次失误/百万次操作3西格玛=66800次失误/百万次操作4西格玛=6210次失误/百万次操作5西格玛=230次失误/百万次操作6西格玛=3.4次失误/百万次操作7西格玛=0次失误/百万次操作什么是6西格玛"σ"是希腊文的字母,是用来衡量一个总数里标准误差的统计单位。
一般企业的瑕疵率大约是3到4个西格玛,以4西格玛而言,相当于每一百万个机会里,有6210次误差。
如果企业不断追求品质改进,达到6西格玛的程度,绩效就几近于完美地达成顾客要求,在一百万个机会里,只找得出3.4个瑕疪。
6西格玛(6Sigma)是在九十年代中期开始从一种全面质量管理方法演变成为一个高度有效的企业流程设计、改善和优化技术,并提供了一系列同等地适用于设计、生产和服务的新产品开发工具。
继而与全球化、产品服务、电子商务等战略齐头并进,成为全世界上追求管理卓越性的企业最为重要的战略举措。
6西格玛逐步发展成为以顾客为主体来确定企业战略目标和产品开发设计的标尺,追求持续进步的一种质量管理哲学。
6西格玛的主要原则 (一)在推动6西格玛时,企业要真正能够获得巨大成效,必须把6西格玛当成一种管理哲学。
这个哲学里,有六个重要主旨,每项主旨背后都有很多工具和方法来支持.6西格玛的主要原则(二)真诚关心顾客。
6西格玛把顾客放在第一位。
例如在衡量部门或员工绩效时,必须站在顾客的角度思考。
先了解顾客的需求是什么,再针对这些需求来设定企业目标,衡量绩效。
6西格玛的主要原则(三)根据资料和事实管理。
近年来,虽然知识管理渐渐受到重视,但是大多数企业仍然根据意见和假设来作决策。
6西格玛的首要规则便是厘清,要评定绩效,究竟应该要做哪些衡量(measurement),然后再运用资料和分析,了解公司表现距离目标有多少差距。
6西格玛的主要原则(四)以流程为重。


六西格玛基本概念什么是西格玛 (1)什么是六西格玛 (1)六西格玛的由来 (1)什么是变异 (2)什么是业务流程 (2)六西格玛为什么关注流程? (3)职能型组织VS流程型组织 (3)六西格玛基本公式 (3)六西格玛基本路径 (4)六西格玛是一种卓越的管理哲学 (4)六西格玛是一种衡量流程管理能力的尺度 (4)六西格玛是一个改善业务流程的工具箱 (5)六西格玛的绿带,黑带和黑带大师和明星 (5)什么是六西格玛明星? (5)六西格玛培训证书和认证证书 (6)六西格玛与ERP的关系 (6)六西格玛和ISO的关系 (6)什么是西格玛西格玛是一个希腊字母σ的中文译音,统计学用来表示标准偏差,即数据的离散程度。
对连续可计量的质量特性,用“σ”表示质量特性总体上对目标值的偏离程度。
几个西格玛是一种表示品质的统计尺度。
任何一个工艺程序或服务过程的质量水平都可用几个西格玛表示。
什么是六西格玛六西格玛是一项以数据为基础,追求几乎完美的质量管理方法。
六个西格玛可解释为每一百万个机会中有 3.4个出错的机会,即合格率是99.99966%。
而三个西格玛的合格率只有93.32%。
相关西格玛值的合格率换算如下:6个西格玛=3.4失误/百万机会5个西格玛=230失误/百万机会4个西格玛=6,210失误/百万机会3个西格玛=66,800失误/百万机会2个西格玛=308,000失误/百万机会1个西格玛=690,000失误/百万机会六西格玛的由来二十世纪八十年代,美国在电子,汽车制造等传统经济领域被日本企业打得节节败退,而且日本企业还大举收购美国的企业,购买大量美国土地,并且彻底打破了美国企业“高质量高价格”的固有经营思维模式。
在日本企业全球市场竞争的压力下,从美国政府到美国的企业界都在想方设法来改善产品质量和成本。
美国政府特别为此设立了鲍德里奇国家质量奖,而以摩托罗拉为首的几家企业在80年度中期则研究出了应用于产品质量改善的六西格玛管理方法(6 或Six Sigma)。


六西格玛的计算方法
六西格玛是一种基于统计学的质量管理方法,其目的是通过降低过程变异性来提高产品和服务的质量。
在使用六西格玛的过程中,需要掌握一些计算方法。
首先是计算过程的标准差。
标准差是衡量数据的离散程度的指标,计算方法是将每个数据点与平均值的差值平方,求和后除以数据点的数量,再将结果开平方。
标准差越小,说明数据点越接近平均值,表示过程的稳定性越高。
其次是计算过程的能力指数Cp和Cpk。
Cp是过程的潜在能力指数,表示在规格范围内,过程能够产生的最大偏差量。
Cpk是实际过程能力指数,表示在规格范围内,过程实际产生的偏差量。
计算Cp
和Cpk需要借助标准差和规格范围的数据。
另外,在使用六西格玛的过程中,还需要掌握控制图的计算方法。
控制图是一种用于监控过程稳定性的工具,可以实时监测过程数据的变化,及时发现异常情况并采取措施进行纠正。
控制图的计算方法包括平均线、上下控制限、异常点的判定等。
总之,掌握六西格玛的计算方法是实现过程质量管理的关键,需要不断学习和实践。
- 1 -。
![[整理]6西格玛标准公差计算公式](https://img.taocdn.com/s1/m/59b4df30e87101f69f31952c.png)
六西格玛管理系列讲座之一什么是6西格玛管理?当人们谈论世界著名公司-通用电器(GE)的成功以及世界第一CEO-杰克.韦尔奇先生为其成功制定的三大发展战略时,都会不约而同地提出这样的问题。
如果概括地回答的话,可以说6西格玛管理是在提高顾客满意程度的同时降低经营成本和周期的过程革新方法,它是通过提高组织核心过程的运行质量,进而提升企业赢利能力的管理方式,也是在新经济环境下企业获得竞争力和持续发展能力的经营策略。
因此,管理专家Ronald Snee先生将6西格玛管理定义为:“寻求同时增加顾客满意和企业经济增长的经营战略途径。
”如果展开来回答的话,6西格玛代表了新的管理度量和质量标准,提供了竞争力的水平对比平台,是一种组织业绩突破性改进的方法,是组织成长与人才培养的策略,更是新的管理理念和追求卓越的价值观。
让我们先从6西格玛所代表的业绩度量谈起:符号σ(西格玛)是希腊字母,在统计学中称为标准差,用它来表示数据的分散程度。
我们常用下面的计算公式表示σ的大小:如果有两组数据,它们分别是1、2、3、4、5;和3、3、3、3、3;虽然它们的平均值都是3,但是它们的分散程度是不一样的(如图1-1所示)。
如果我们用σ来描述这两组数据的分散程度的话,第一组数据的σ为1.58,而第二组数据的σ为0。
假如,我们把数据上的这些差异与企业的经营业绩联系起来的话,这个差异就有了特殊的意义。
假如顾客要求的产品性能指标是3±2(mm),如果第一组数据是供应商A所提供的产品性能的测量值,第二组数据是供应商B所提供的产品性能的测量值。
显然,在同样的价格和交付期下,顾客愿意购买B的产品。
因为,B的产品每一件都与顾客要求的目标值或理想状态最接近。
它们与顾客要求的目标值之间的偏差最小。
假如顾客要求的产品交付时间是3天。
如果第一组数据和第二组数据分别是供应商A和B每批产品交付时间的统计值,显然,顾客愿意购买B的产品。
因为,B每批产品的交付时间与顾客要求最接近。

考虑到有些同学还是初次接触六西格玛,对于六西格玛的带级,以及六西格玛的起源,概念还不是很了解。
我先带领大家做个预习拓展,补充一些这方面的知识。
希望以下的分享能够帮助大家理清思路,助力你们未来的系统性知识搭建以及职业发展规划!六西格玛的带级是怎么规定的?六西格玛的带级和跆拳道的带级是非常相似的,黄带- 绿带- 黑带–资深黑带(也称之为黑带大师)。
总结下各带级大致的中英文对照:黄带-----Yellow Belt-----YB绿带-----Green Belt------GB黑带------Black Belt------BB资深黑带(黑带大师)------Master Black Belt-----MBB那么各带级的级别关系是怎么样呢?孰高孰低呢?不同带级都需要具备怎样的能力?以及他们在企业中的职业发展定位是什么?1.MBB(Master Black Belt),资深黑带,也称黑带大师在通用电器GE,MBB更多地强调其管理和监督的作用,在霍尼韦尔,主要起协调作用,负责日程调整,项目领导和指导工具的运用。
MBB在组织里通常扮演的是变革代言人的角色,是六西格玛管理的高参兼专家,是运用六西格玛管理工具的高手。
负责实施重大的六西格玛项目,并培训指导黑带,绿带和黄带。
2.BB(Black Belt)黑带(先考试,再实操)黑带是六西格玛管理中最重要的一个角色,是成功完成六西格玛项目的技术骨干,是组织的核心力量。
需要系统地掌握六西格玛方法,有专职也有兼职负责组织六西格玛改进项目。
需要有能力负责并带领项目团队完成跨工厂/公司级(集团层面的)的持续改善项目CIP(Continuous Improvement Projects持续改进项目)3.GB(Green Belt)绿带绿带是企业六西格玛管理中的基本力量,它的作用是把六西格玛的理念和改善工具,带到组织日常的活动中去。
在一些实施六西格玛的企业,很大比例的员工都接受过绿带的培训,比如说GE,就有No Belt,No Promotion的说法,直接把带级和升职和职业生涯挂钩了,据统计显示在2000年的时候,GE通用电气获得绿带认证的员工达到90%以上。


FPY与RTY的含义与区别,为什么RTY比FPY更适合?FPY(First Pass Yield)与 RTY(Roll ThroughPut Yield)为什么RTY比FPY更适合?作为过程质量的衡量标准,效益是6西格玛的重要前提。
有两种类型的效益计算方式:第一次通过率或FPY和滚动产量产量或RTY。
? 本文比较滚动通过率与第一次通过率。
并解释了如何根据六西格玛方法计算方法。
我们通过如下及部分进行学习:yield的含义及定义First-pass yield or Throughput yield (FPY)图解– FPYRolled-throughput Yield (RTY)RTY –公式及图解?(方法 1)RTY –公式及图解(方法 2)Yield在精益生产中的定义收益是精益生产中的一项关键指标。
精益生产中的Yield或FPY 或RTY仅仅是产生的良品与总加工数量的比率。
以下是“unit”一词的解释。
unit可以是正在进行的任何项目。
两种类型的YieldFirst-pass yield (FPY)有不同的方法来定义收益率,或者您也可以将其称为收益率类型。
第一个是第一次通过率,缩写为FPY。
它也是已知的第一次产量或产率。
这是一个基于单位的指标。
第一次产量的缺点是它忽略或不考虑带有一个或多个缺陷的废品的任何返工。
在这种情况下,在进行任何“检查”以确定单元是否良好之后进行计算。
让我们看一下第一次产量或吞吐量产量公式的说明。
我们正在寻找BPO公司的电子邮件回复流程,该公司作为公用事业和能源公司的服务提供商。
我们正在查看电子邮件的数量,即550;这是由一组客户服务人员回应的。
在将这些电子邮件发送给客户之前,所有这些电子邮件都经过了检查或质量检查。
在质量审核期间,发现203封电子邮件携带大量错误或缺陷。
作为纠正练习的一部分,在203封电子邮件中,190个被重新编写并发送回电子邮件处理队列。
此外,13封电子邮件的回复非常糟糕,根本无法发送给客户。

六西格玛相关参数及计算公式
六西格玛是指一种常用的质量管理方法,旨在通过降低缺陷率、提高
产品质量,从而达到减少浪费和提高效率的目的。
在六西格玛方法中,有
一些关键的参数和计算公式被广泛使用。
下面将详细介绍这些参数和公式。
1. 缺陷率 (Defect Rate):
缺陷率指的是产品或过程中存在缺陷的概率。
它通常以每百万机会(Million Opportunity)的方式来表示。
计算公式如下:
缺陷率=(缺陷数/机会数)x1,000,000
2. DPMO (Defects Per Million Opportunities):
DPMO是指在每一百万个机会中出现的缺陷数。
它是衡量质量水平的
一个重要指标。
计算公式如下:
DPMO=(缺陷数/机会数)x1,000,000
3. 成功率 (Yield):
成功率指的是在一个过程中成功完成的数量与总尝试数量之间的比率。
它是衡量过程效率的一个重要指标。
计算公式如下:
成功率=(成功数/尝试数)x100
4. Cp (Process Capability Index):
Cp是指过程能力指数,用于衡量一个过程是否能够生产符合要求的
产品。
它是通过比较允许范围与过程的实际变异范围来计算的。
计算公式
如下:
Cp=(规格上限-规格下限)/(6x标准差)
5. Cpk (Process Capability Index with Process Centered):
Cpk在Cp的基础上,考虑了过程的中心位置,更全面地评估了过程能力。
计算公式如下:
Cpk = min[(规格上限 - 过程平均值) / (3 x 标准差), (过程平均值 - 规格下限) / (3 x 标准差)]
6. Sigma Level (质量水平):
Sigma Level用于表示一个过程的质量水平,它与DPMO之间有一个对应关系。
Sigma Level越高,表示缺陷率越低,质量水平越高。
计算公式如下:
Sigma Level = (总机会数 - 缺陷数) / 每个机会的平均缺陷数
在实际应用中,可以使用统计软件或工具来计算这些参数和公式。
可以通过收集数据,计算缺陷数和机会数,提取过程平均值和标准差等相关数据,然后应用上述公式进行计算。
六西格玛方法通过量化和分析数据,帮助组织识别和解决问题,提高质量水平和过程效率。
通过了解和应用以上参数和公式,可以更好地理解和评估质量管理过程中的相关指标,并采取相应的改进措施来提高质量水平。