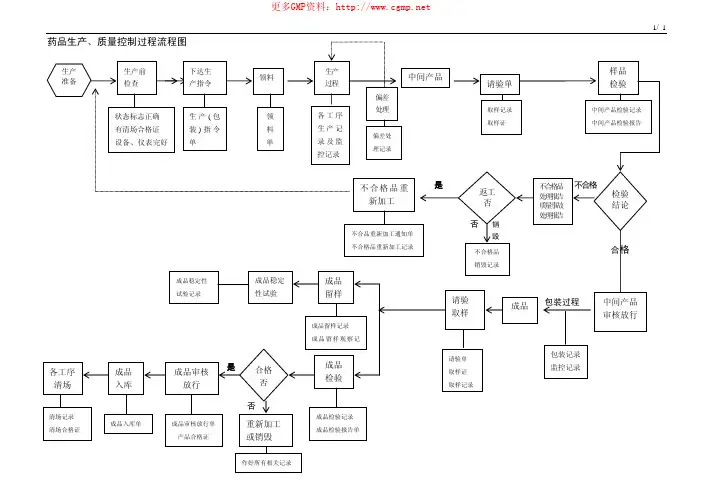
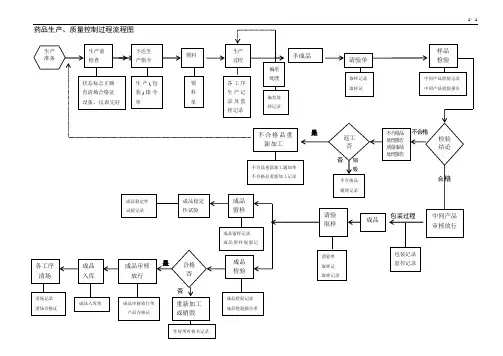
药品生产、质量控制过程流程图
- 格式:pdf
- 大小:84.03 KB
- 文档页数:1
药品生产过程中质量风险产生的原因及控制
随着社会经济的发展,我国的医药领域也获得了很好的成就,因此对药品的质量要求也是越来越高了。但是在药品的生产过程中质量风险严重的影响到药品的质量安全,进而导致企业的发展受到限制。为了改善这种情况,所以本文先分析了质量风险产生的原因,然后提出控制措施,希望能给药物企业带来有效的建议。
标签:药品 生产过程 质量风险 产生的原因 控制措施
要想保证药品的质量,一方面要有全套的监测方法,另一方面必须得保证生产过程无菌无毒无害,也就是说生产过程必须要完善。但是在实际的生产过程中,有很多导致质量风险的因素,包括人为因素、药品自身特性、非人为因素。所以应该仔细分析药品生产过程中的各种诱发因素,严格对待生产的每一个环节,控制好质量风险,进而保障人民群众的健康权益。
一、质量风险产生的原因
1.药物自身特性所带来的质量风险
药物自身特性是与众不同的,所以它的生产和其他商品的生产是存在天壤之别的。而且每一种药物的特性都是不一样的,因此每一种药物的生产程序也是不尽相同的,这也就导致生产过程中质量风险产生的原因是多种多样的。
1.1西药药品
西药药品与其他药物的生产有两处最明显的区别:第一个区别是生产设备,第二个区别就是检查程序。因为西药的成分比较复杂,所以在生产过程中需要加入的原料也就比较多,进而导致药物的提纯等操作变得十分复杂。而且药物本身就是很脆弱的,外界环境的变化很容易就会影响药性。药物需要的环境一般都是避光、通风、干燥的,不然很容易就会变质。西药在监测方面也是很复杂的,除了要监测药物的药理活性还要监测其的含量等。
1.2中药药品
中药从古代发展到如今,它的生产相对来说还是很安全的。但是不可否认的是,药物一直在发展,其结果就是有一些副作用是未知的。中药生产过程中质量风险的产生原因主要有药物原材料、生产做工这两点。第一点:中药的药物原材料主要受到大自然的影响,不同地区的同一种中药受到地理环境、气候等的影响进而导致质量方面存在一定的差异。除此,每一个中药企业的要求也存在着差异,这都会影响药物的品质。第二点:因为中药原材料大多都是自然生长的,很容易就会被环境等因素所感染,所以这也就导致其的生产做工是繁琐的。[1]
-----
持续稳定性考察 成品检验 收到样品检验通知
制程检验来料入厂 样品登记、分发 取样
生产部按批次送检 仓管通知检验员 无异常 品质异常
《中间品检验标准》 样品检验 留样保品质检《中间品检验标准》
存样品登记验 检验标准 《检验标准》 填写检验记录 OK 生产 严重品轻微品 样品检验
NG 检验 检验合格质问题质问题 (检验报(检验报
NG
检验 检验合格 品中 告)告) 《检验报 出具检验报告 间质 《检验报告》告》 填写检验 要求改善 问 品 记录 通知仓管 通知仓管 题异
常 关 退生产部返工入成品仓 检验 NG
检验合格 键 出具检验报告 入库退货 点知会采购部 OK生产 要求改善 出具检验报告 返工合格后入库 出具检验报发放报告单 告 在效期内的产 品通 NG OK生产 停线知仓管与供销 部门
稳定性考察 验 来 料 制程 化成 品
成品: QA 巡检、 抽检 ---合格:化验: QC 按留样时间进行样—合 质管部接到通知 —进行检验制程: QA 巡检、抽检 ---合格:放行 放行 品 化验:接收到取样通知后带
格:通知不合格: 现场异常第一时间通知责任组长的登记与分发, 检验人严格 .
仓管入库进 出库。 上取样工具进行现场取样, 按照
行返工,复检合格后才能放相关的规定对样品进行检通知仓管,物控不合不合格: 1.行, 并且要跟进 不合格:在抽检过程中发现异常及 并将样品登记在取样表上,格,并且 测。
检
生产部对员工培训后的效果验测完后将检测结果如实填填写反馈异常报告 证 (按控制卡 时通知组长,立刻返工。复检合格 检验人严格按照相关的规 写检 单。定对样品进行检测。 检测验记录表及出具检验报如需特采,由使用部门开出特采2. 单,要求处罚)要求生产部对异常进行改善,品 后才能放行,并且要求生产部对员 完 告。 (如
1/
1
药品生产、质量控制过程流程图
是 不合格
否 销
毁
合格
包装过程
是
否
生产准备 生产前
检查 下达生
产指令 生产
过程
偏差
处理 样品
检验
检验结论 返工
否
成品 成品
留样 生产(包装)指令单 各工序生产记录及监控记录 偏差处
理记录 半成品 请验单
取样记录
取样证 中间产品检验记录
中间产品检验报告
中间产品
审核放行 请验
取样
请验单
取样证
取样记录 成品稳定
性试验 成品稳定性
试验记录
成品
检验
成品检验记录
成品检验报告单 成品留样记录
成品留样观察记成品审核
放行 合格
否 成品
入库
成品审核放行单
产品合格证 重新加工
或销毁
作好所有相关记录 成品入库单 不合格品处理报告质量事故处理报告
不合格品
销毁记录 不合格品重新加工
不合品重新加工通知单
不合格品重新加工记录 状态标志正确
有清场合格证
设备、仪表完好领料
领料单
各工序
清场
清场记录
清场合格证 包装记录
监控记录

药业有限公司GMP文件
共 21 页第 1 页 文件名称 逍遥丸(水丸)生产工艺规程
文件编号 SMP.JS-GG-28
起 草 人 起草日期 年 月 日
审 核 人 审核日期 年 月 日
批 准 人 批准日期 年 月 日
执行日期 年 月 日
颁发部门 技术开发部 版 本 号 3 分发号
分发部门 质
量 质检 生
产 技
术 提取 综合 动力 供
应 营
销 办
公 存
档
分发数量 1 1 1 1 1 1 0 0 0 0 1
目的
建立逍遥丸(水丸)工艺规程,使产品生产规范化,标准化,保证生产的产品质量稳定、均一和有效。
范围
适用于逍遥丸(水丸)生产全过程。
责任
主管副总经理,技术开发部部长,质量管理部部长,生产部部长,车间主任,技术员。
标准依据
《中华人民共和国药典》2005年版一部
工艺规程的编制及管理规程
内容
1 产品概述 药业有限公司GMP文件
共 21 页第 2 页 1.1 品 名:逍遥丸
汉语拼音:Xiaoyao Wan
1.2 剂 型:丸剂(水丸)
1.3 性 状:本品为黄棕色至棕色的水丸;味甜。
1.4 功能主治:疏肝健脾,养血调经。用于肝气不舒,胸胁胀痛,头晕目眩,食欲减退,月经不调。
1.5 用法用量:口服,一次6-9g,一日1-2次。
1.6 规 格:60g/瓶。
1.7 贮 藏;密闭,防潮。
1.8 有 效 期:36个月。
1.9 批准文号:国药准字Z22020251
2 处方和依据
2.1 处方
处方 批配方
柴胡 100g 柴胡 20.4kg
当归 100g 当归 20.4kg
白芍 100g 白芍 20.4kg